Изобретение относится к обработке металлов давлением, в частности к изготовлению гофрированных оболочек.
Известен способ изготовления сильфонных компенсаторов гидравлической формовкой с осевой осадкой заготовки в матрицах на специальном гидравлическом прессе 1.
Наиболее близким к предлагаемому по технической сущности и достигаемому результату является способ изготовления сильфонов из труб путем предварительного гофрировайия, при котором поочередно и последовательно формуют впадины гофров, и последующей поочередной осадки гофров, реализуемый на устройстве для изготовления сильфонов, содержащем установленные на осйовании механизм предварительного гофрирования в виде внутреннего профилированного ролика с цилиндрическим опорным участком и с формующим участком и наружный ролик с формующим участком, а также механизм осадки, выполненный в виде двух верхних роликов, размещенных на одной оси с возможностью сближения, и установленного с возможностью радиального перемещения нижнего ролика с формующим ребром, расположенным в промежутке между верхними роликами .
Известный способ и устройство неприменимы для изготовления особо крупных сильфонов из-за габаритов технологического оборудования и, кроме того, не выдерживается требуемая однородность толщины стенок профиля особо крупных гофров, так как вытяжка наружных полуволн изнутри заготовки сопровождается увеличением ее диаметра и периметра, что ведет к недопустимому утонению верщин гофр.
Цель изобретения - повь1щение качества сильфонов путем снижения утонения в верЦ1инах гофров при изготовлении особо крупнь1х сильфонов диаметром свыше 100 мм.
Поставленная цель достигается тем, что согласно способу изготовления сильфонов из труб путем предварительного гофрирова-ния, при котором поочередно и последова гельно формуют впадины гофров, и последующей поочередной осадки гофров, при предварительном гофрировании одновременно с формовкой впадин формуют вершины гофров, а осадку осуществляют сближением вершин гофров при радиальном перемещении впадин.
Устройство для изготовления сильфонов, содержащее установленные на основании механизм предварительного гофрирования в виде внутреннего профилирования ролика с цилиндрическим опорным участком и с формующим участком и наружный ролик с формующим участком, а также механизм осадки, выполненный в виде двух верхних роликов, размещенных на одной оси с возможностью сближения, и установленного с возможностью радиального перемещения нижнего ролика с формующим ребром, располо-
женным в промежутке между верхними роликами, снабжено направляющими трубу элементами с ограничительными буртами, установленными на станине по обе стороны от механизма предварительной формовки, формирующие участки роликов механизма предварительной формовки выполнены многоручьевыми, верхние ролики механизма осадки выполнены по форме вершин гофров сильфона, а нижний выполнен с двумя
O размещенными по обе стороны от его формующего ребра коническими выступами для направления вершин гофров.
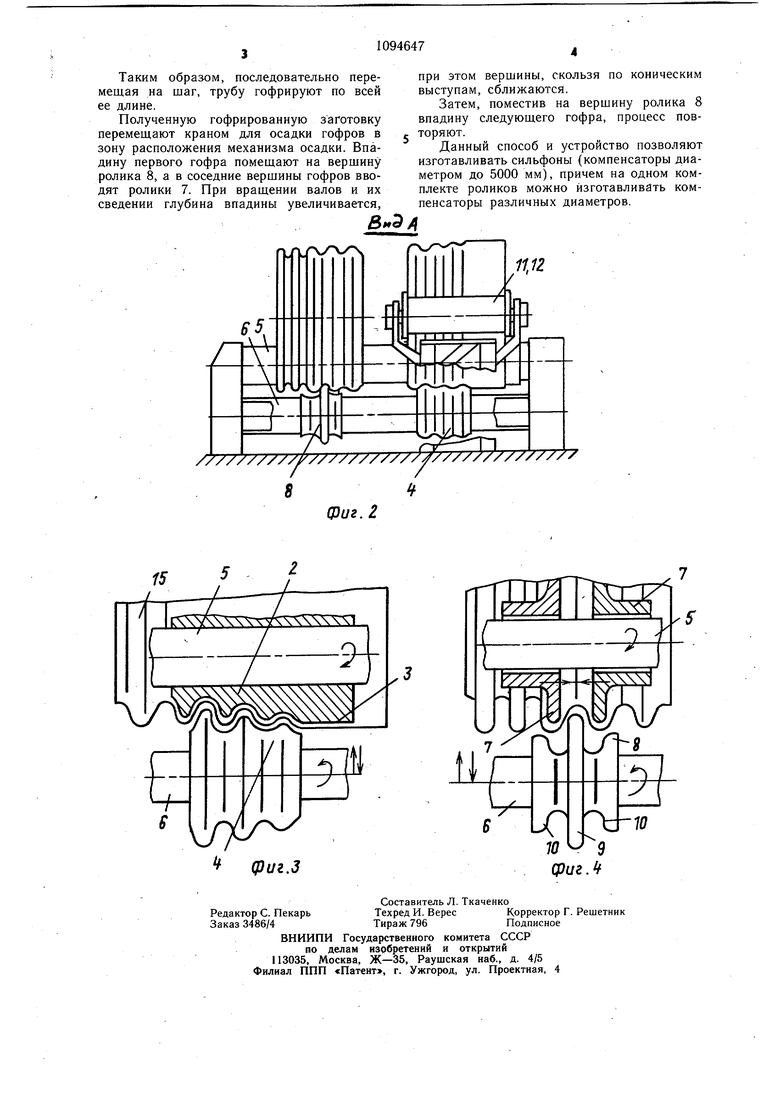
На фиг. 1 показано устройство, общий вид; на фиг. 2 - вид по стрелке А на фиг. 1; на фиг. 3 - механизм предварительного гоф5рирования; на фиг. 4 - механизм осадки. Устройство для изготовления сильфонов из труб содержит установленные на станине 1 механизм предварительного гофрирования и механизм осадки. Механизм предвари0 тельного гофрирования содержит внутренний профилированный ролик 2 с цилиндрическим опорным участком и формующим участком и наружный ролик 4 с формующим участком. Оба формующих участка выполнены в виде набора разновысоких ребер,
5 перпендикулярных осям роликов, установленных на валах 5 и 6, связанных механизмом сближения (не показан). Механизм осадки содержит два верхних ролика 7, свободно размещенных на валу 5 и выполнен ных по форме верщин гофров сильфона, и нижний ролик 8, закрепленный на валу 6. Ролик 8 выполнен с формующим ребром 9 и с двумя коническими выступами 10 для направления верщин гофров, выполненными под углом 50-70° к оси ролика.
Устройство содержит Гакже направляющие ролики 11 и 12, расположенные на стойках 13 и 14.
Способ изготовления сильфонов осуществляют следующим образом.
0 Трубу 15 диаметром, равным наружному диаметру сильфона, вводят краном между валами 5 и 6 к ней подводят стойки с направляющими роликами 11 и 12 так, чтобы ролики, охватывая своими буртами торцы
5 трубы, направляли ее при вращении в плоскости, перпендикулярной оси валов 5 и 6, во избежание выдавливания спиральной канавки. Включают привод вращения и сближения валков и формируют первым ручьем промежуточный профиль первого гофра с
0 уменьщением диаметра трубы.
Цилиндрический участок ролика 2 служит опорой трубе 15. Затем валы 5 и б разводят и перемещают трубу 15 и направляющие ролики 11 и 12 вдоль оси валов так, чтобы полученная канавка легла на второй
5 выступ ролика 4. При вращении и сведении валов первый гофр углубляется внутрь обечайки и одновременно формируется второй гофр.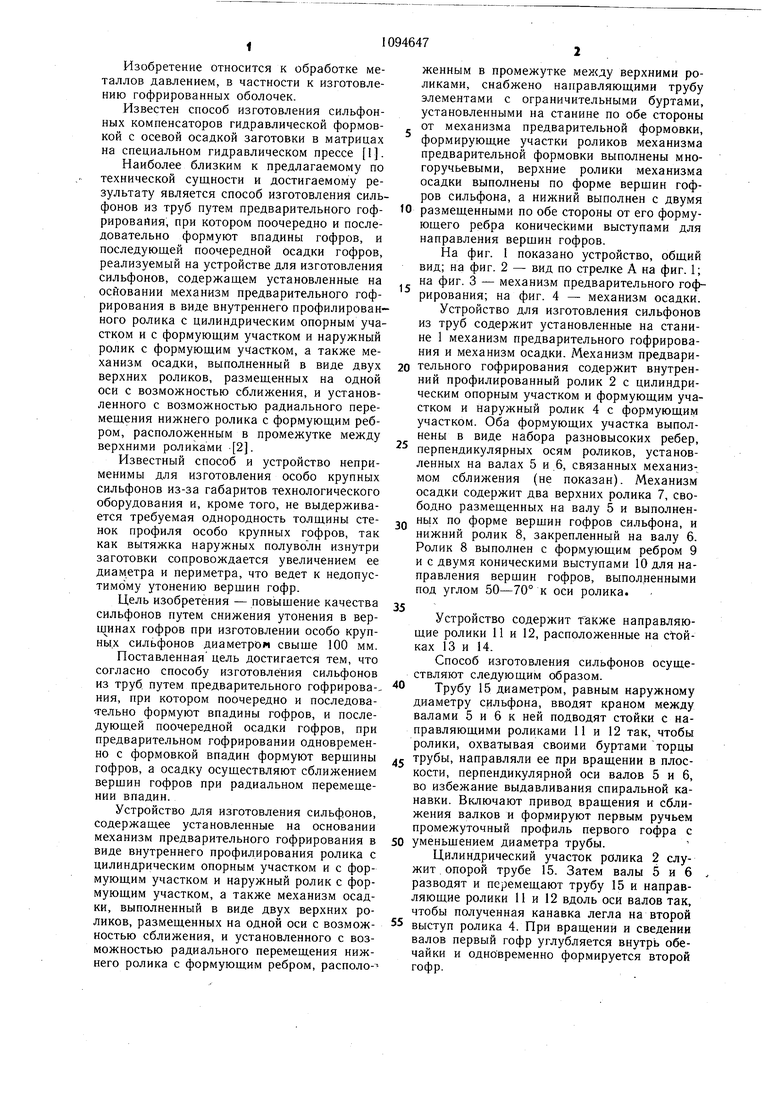
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ С ЗИГЗАГООБРАЗНО ГОФРИРОВАННЫМИ СТЕНКАМИ | 1999 |
|
RU2198757C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГОФРИРОВАННЫХ ТРУБ | 2003 |
|
RU2240190C1 |
| Устройство для изготовления сотовых блоков | 1975 |
|
SU616013A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТА ЗАПОЛНИТЕЛЯ С ШЕВРОННОЙ СТРУКТУРОЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2426645C2 |
| Сильфон и способ его изготовления | 1990 |
|
SU1742558A1 |
| Устройство для изготовления гофрированных металлорукавов | 1981 |
|
SU1011310A1 |
| Устройство для изготовления двустенных пластмассовых труб | 1990 |
|
SU1712183A1 |
| Устройство для изготовления гофрированной ленты | 1977 |
|
SU789186A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШЕВРОННОГО ЗАПОЛНИТЕЛЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2341347C2 |
| УСТРОЙСТВО ДЛЯ ГОФРИРОВАНИЯ ТРУБ | 1998 |
|
RU2148458C1 |
1. Способ изготовления сильфонов из труб, преимущественно крупногабаритных, путем предварительного гофрирования, при котором поочередно и последовательно формуют впадиньГ гофров, и последующей поочередной осадки гофров, отличающийся тем, что, с целью повышения качества путем снижения утонения в вершинах гофров, при предварительном гофрировании одновременно с формовкой впадин формуют верщины гофров, а осадку осуществляют сближением вершин гофров при радиальном перемещении впадин. 2. Устройство для изготовления сильфонов, содержащее установленные на основании механизм предварительного гофрирования в виде внутреннего профилированного ролика с цилиндрическим опорным участком и с формующим участком и наружный ролик с формующим участком, а также механизм осадки, выполненный в виде двух верхних роликов, размещенных на одной оси с возможностью сближения, и установленного с возможностью радиального перемещения нижнего ролика с формующим ребром, расположенным в промежутке между верхними роликами, отличающееся тем, что оно снабжено направляющими трубу элементами с ограничительными буртами, установленными на станине по обе стороны от механизма предварительной формовки, формующие участки роликов механизма предварительной формовки выполнены многоручьевыми, верхние ролики механизма осадки выполнены по форме вершин гофров сильфона, а нижний выполнен с двумя размещенными по обе стороны от его формующего ребра коническими выступами для направления вершин гофров.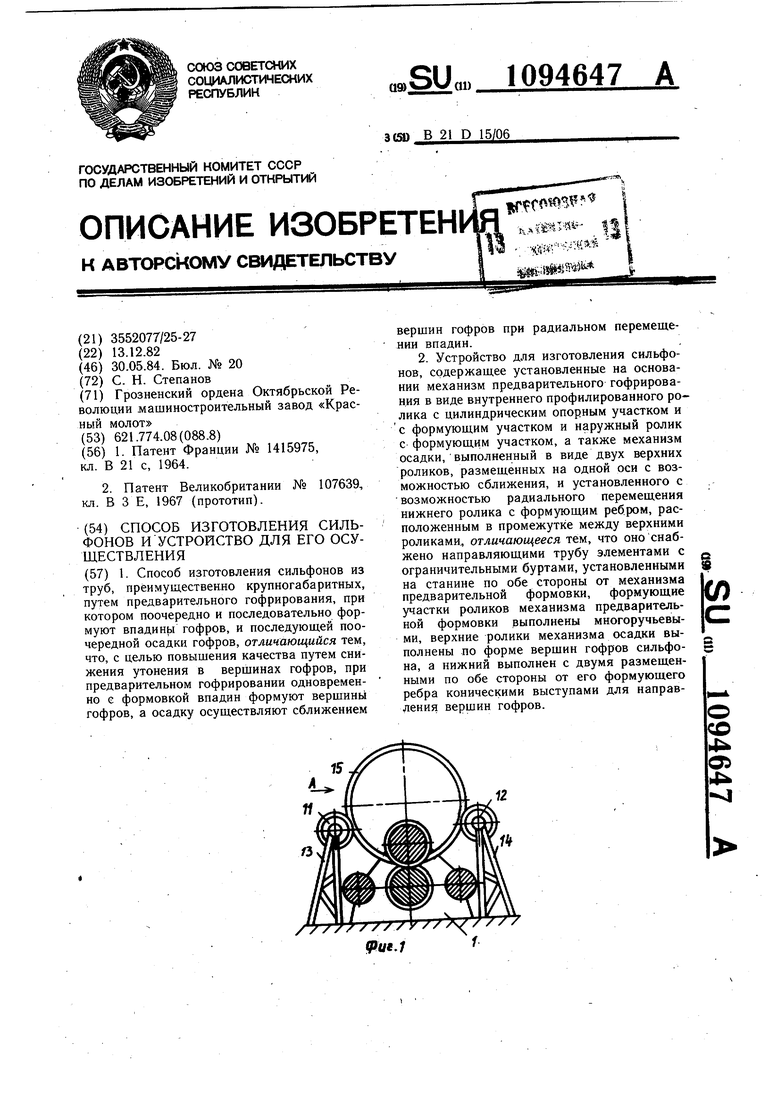
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Патент Франции № 1415975, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ и устройство для измерения сорбционной электропроводности порошкообразных веществ | 1953 |
|
SU107639A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
