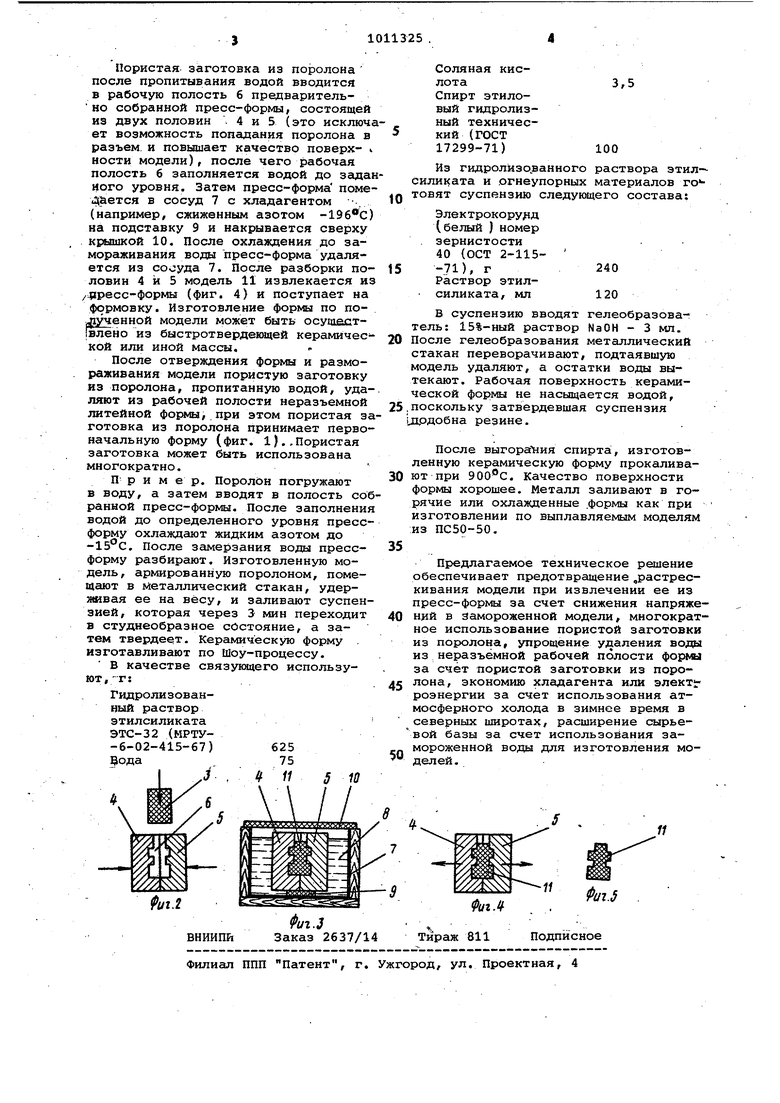
Изобретение относится к литейному производству и может быть использовано для изготовления моделей из Зс1мороженной воды, преимущественно для неразъемных литейных форм. Известно, например, что при изготовлении отливок высокой точности в (Качестве модельного материала исполь зуют ртуть, которая заливается в пресс-форму при комнатной температу(ре, а затем замораживается в ней при температуре около -60°С С Недостатком известного способа является вредность работы со ртутью Известен способ изготовления выплавляемых моделей путем замораживания жидкоподвижной композиции, характеризующейся тем, что перед-замораживанием в жидкоподвижную модель ную композицию вводят высокомолекулярное вещество, а именно оксиэтилцеллюлозу или крахмал в количестве 0,5-15 вес..% с последующим Зс1ме11шванием воздуха . Недостатками известного способа изготовления моделей является сложность модельного состава и способа, поскольку в модельный состав необходимо замешивать воздух. Наиболее близким к предлагаемому по технической сущности и достигаемо му результату является способ изготовления литейных форм по легкоплавким моделям, включающий заполнение пресс-формы водой, охлаждение до замораживания воды и извлечение модели из пресс-формы СЗ. Общим недостатком известных cijdсобов изготовления замороженных моделей является растрескивание модели при извлечении из пресс-формы из-за высоких напряжений, возникающих в замороженной модели. Цель изобретения - предотвращени растрескивания модели при извлечени из пресс-формы за счет снижения нап ряжений в замороженной модели. Цель достигается тем, что согласно способу изготовления замороженной модели, включающем заполнение прессформы водой, охлаждение до замораживания воды и извлечение модели из пресс-формы, перед заполнением прессформы водой в рабочую полость прессфо)мы помещают пористую заготовку из поролона, предварительно пропитанную водой с содержанием поролона 1:20+1 от веса воды для ее пропитки. На фиг. 1 показано пропитывание водой пористой заготовки из поролона; на фиг. 2 - сборка пресс-формы и введение в ее рабочую полость пористой заготовки из поролона, пропитан-чой водой, заполнение пресс-формы водой; на фиг. 3 - охлаждение до замораживания пористой заготовки, пропитанной водой; на фиг. 4 - извлечение модели из пресс-форли; на фиг.- 5 готовая модель. На фиг. 1 показан сосуд 1 с водой 2 для пропитывания пористой заготовки из поролона 3. Пресс-форма (фиг. 2), состоит из двух половин 4 и 5 с рабочей полостью 6 (скрепляквдие и фиксирующие элементы не показаны). На фиг. 3 показаны сосуд 7 с хладагентом 8, подставкой 9, крышкой 10 из теплоизолирующего материала и модель 11 после введения в забочую полость пресс-формы пористой заготовки из, поролона, пропитанного водой. Изготовление модели осуществляется следующим образом. В сосуд 1 с водой 2 помещается пористая заготовка из поролона 3. При извлечении заготовки из сосуда 1 содержание поролона составляет 1;20+1 от веса воды, необходимой ,для ее пропитки т.е. для заполнения пор заготовки из поролона. В таблице приведены экспериментальные данные.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления литейных форм по легкоплавким моделям | 1980 |
|
SU891203A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТЛИВОК ИЗ ЧЕРНЫХ И ЦВЕТНЫХ МЕТАЛЛОВ | 1992 |
|
RU2048955C1 |
| Способ изготовления литых прутковых заготовок из жаропрочных сплавов на никелевой основе | 2019 |
|
RU2714788C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ ФОРМ ПО РАСТВОРЯЕМЫМ МОДЕЛЯМ | 2012 |
|
RU2499651C1 |
| Способ изготовления неразъемных литейных керамических форм по удаляемым моделям | 1979 |
|
SU865489A1 |
| Способ получения гибридной керамики на основе гидроксилапатита в качестве модели твердых тканей зуба | 2023 |
|
RU2820536C1 |
| Композитный материал и изделие бытового назначения из этого материала | 2022 |
|
RU2798578C1 |
| Способ изготовления отливок в неразъемных литейных керамических формах по удаляемым моделям | 1981 |
|
SU996064A1 |
| Способ очистки формующих поверхностей пресс-форм | 1980 |
|
SU921865A1 |
| Способ изготовления литейных форм | 1987 |
|
SU1553239A1 |
СПОСОБ ИЗГОТОВЛЕНИЯ ЗАМОРОЖЕННОЙ МОДЕЛИ, включающий заполнение пресс-формы водой, охлаждение до замораживания воды и извлечение модели из пресс-формы, о т л и ч a юц и и с я тем, что, с целью предотвращения растрескивания модели.при извлечении из пресс-формы за счет снижения напряжений в замороженной . модели,перед заполнениемпресс-формып водой в рабочую полость пресс-формы помещают пористую заготовкуоиз : поролона, предварительно пропитанную водой с содержанием, поролона 1:20±1 от веса воды для ее пропитки. СО N3 СЛ
Если учесть погрешности взвешивания и расчео а, которые дают отклоне ние в среднем +5%, то практически 5 обеспечивается постоянное содержание воды в заготовках из поролона при пропитке.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Инженерная монография Литье по выплавляемым моделям | |||
| Под ред | |||
| Шкленника Я.И | |||
| М., Маишностроение 1971, с | |||
| Ударно-вращательная врубовая машина | 1922 |
|
SU126A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
