Изобретение относится к литейному производству, в частности к способам изготовления литейных форм с использованием разовых пенополистироловых моделей.
Целью изобретения является снижение трудоемкости и энергоемкости процесса изготовления литейней формы, сокраще1- ние расхода гранул пэлистирола за счет уменьшения их потерь и улучшение санитарно-гигиенических условий труда.
Удаление модели из формы (оболочки) осуществляют растворением водой только пленок литейного связующего, скрепляющего гранулы полимера.
В качестве синтетического полимера могут быть использованы гранулированные материалы: полистирол, полиэтилен, полиме- тилметакрилат, поликарбонаты, полиамиды, поливинилхлориды, поливинилформаль, поли- винилбутираль и другие как в виде отдельных компонентов, так и в смеси друг с другом.
Формование модели из синтетического полимера путем скрепления гранул литейным связующим обеспечивает снижение трудоемкости, так как исключается операция предварительного вспенивания гранул, что снижает энергоемкость. Предлагаемый способ обеспечивает также снижение материалоемкости, так как гранулы полимера в процессе удаления модели не растворяются, а используются многократно.
Кроме того, улучшены санитарно-гигиенические условия труда, так как растворение пленок связующего осуществляют водой.
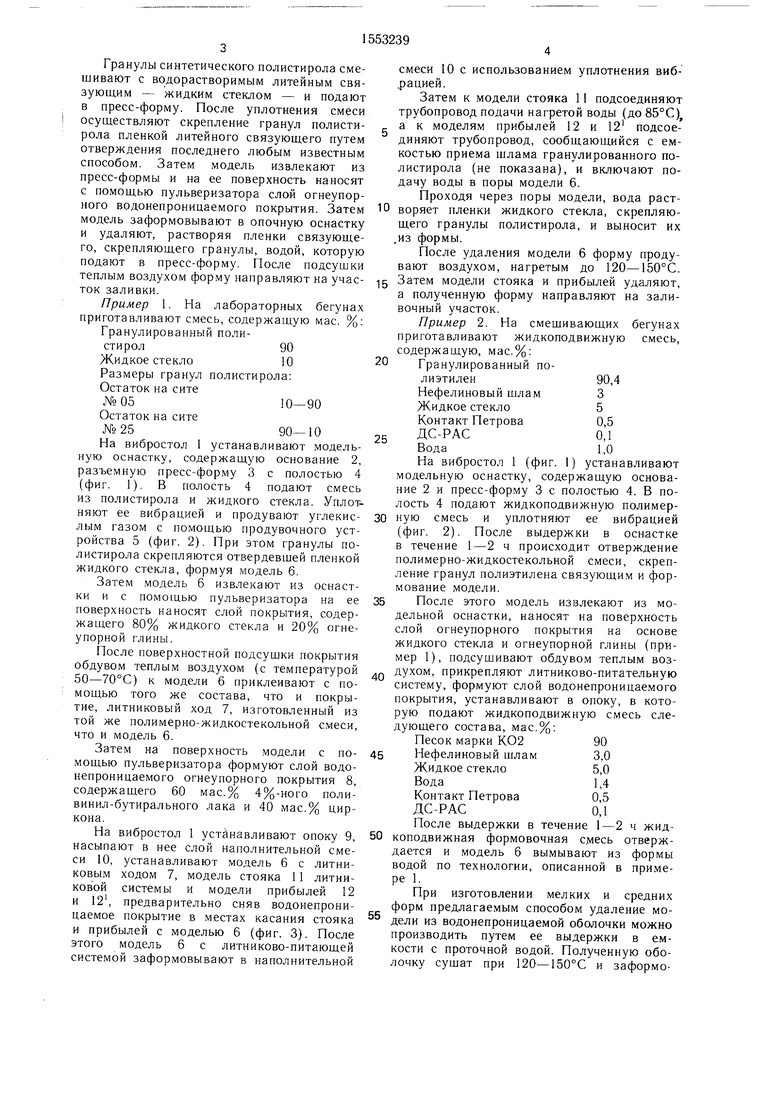
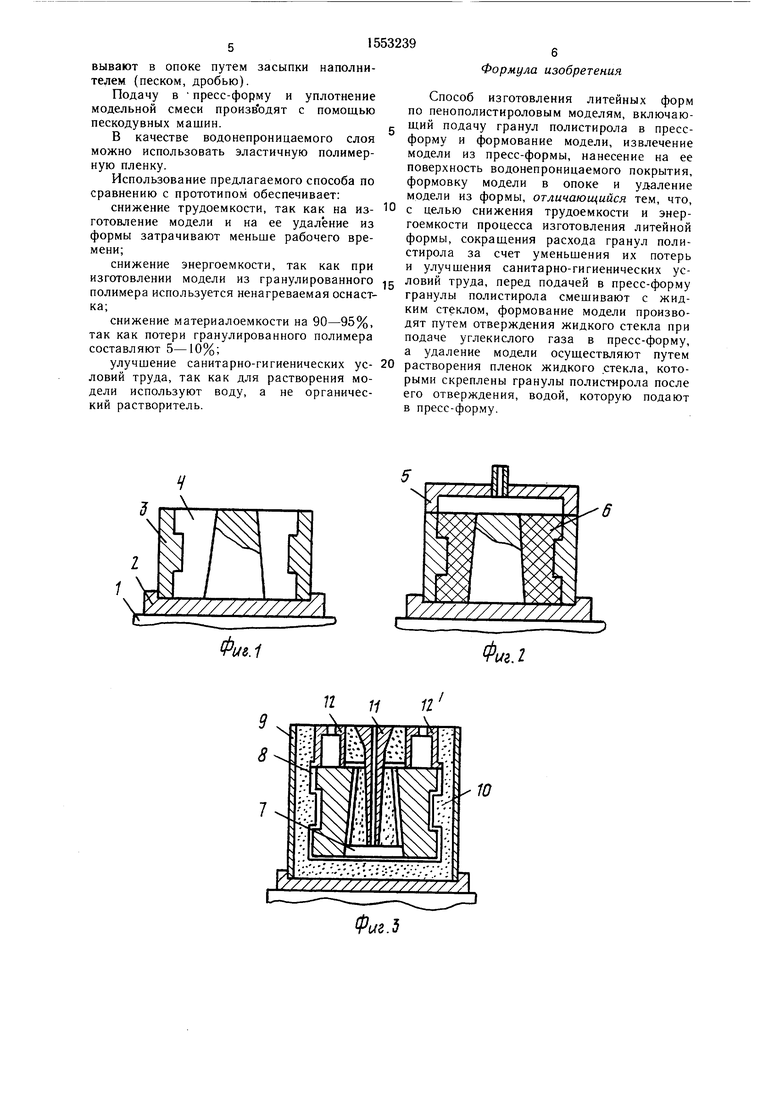
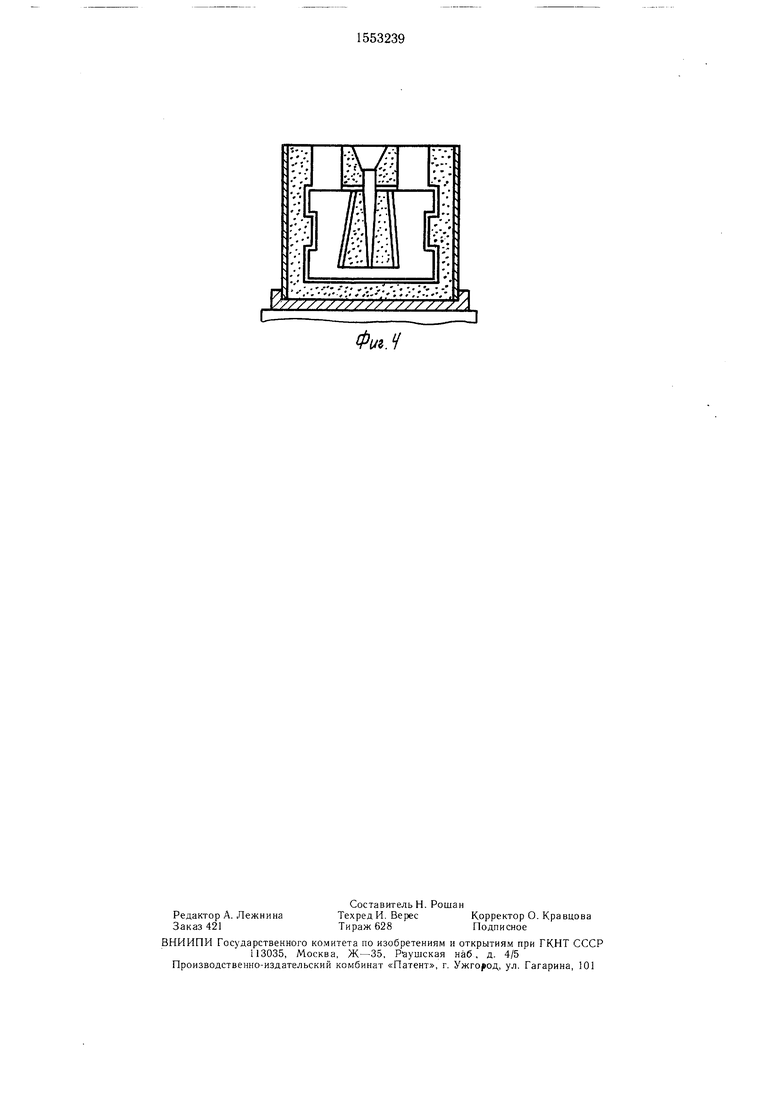
На фиг. 1 изображена оснастка для изготовления модели; на фиг. 2 - скрепление гранул и формование модели; на фиг. 3 - заформовывание модели и лит- никово-питающей системы в опоке; на фиг. 4- форма после удаления модели.
Способ осуществляют следующим образом.
СП
ел
со
N3
со со
смеси 10 с использованием уплотнения вибрацией.
Затем к модели стояка 11 подсоединяют трубопровод подачи нагретой воды (до 85°C)t а к моделям прибылей 1.2 и 12 подсоединяют трубопровод, сообщающийся с емкостью приема шлама гранулированного полистирола (не показана), и включают подачу воды в поры модели 6.
Проходя через поры модели, вода растного водонепроницаемого покрытия. Затем Ю воряет пленки жидкого стекла, скрепляю- модель заформовывают в опочную оснастку щего гранулы полистирола, и выносит их и удаляют, растворяя пленки связующе- ,из формы.
го, скрепляющего гранулы, водой, которуюПосле удаления модели 6 форму продуподают в пресс-форму. После подсушки вают воздухом, нагретым до 120-150°С. теплым воздухом форму направляют на учас- 15 Затем модели стояка и прибылей удаляют, ток заливки.а полученную форму направляют на залиПример 1. На лабораторных бегунахвочный участок,
приготавливают смесь, содержащую мае. %: Гранулированный полистирол90Жидкое стекло10 Размеры гранул полистирола: Остаток на сите
№0510-90
Остаток на сите
№2590-10
На вибростол 1 устанавливают модельную оснастку, содержащую основание 2, разъемную пресс-форму 3 с полостью 4
Гранулы синтетического полистирола смешивают с водорастворимым литейным связующим - жидким стеклом - и подают в пресс-форму. После уплотнения смеси осуществляют скрепление гранул полистирола пленкой литейного связующего путем отверждения последнего любым известным способом. Затем модель извлекают из пресс-формы и на ее поверхность наносят с помощью пульверизатора слой огнеупор20
25
(фиг. 1). В полость 4 подают смесь из полистирола и жидкого стекла. УплотПример 2. На смешивающих бегунах приготавливают жидкоподвижную смесь, содержащую, мас.%:
Гранулированный полиэтилен
Нефелиновый шлам
Жидкое стекло
Контакт Петрова
ДС-РАС
Вода
На вибростол 1 (фиг. 1) устанавливают модельную оснастку, содержащую основание 2 и пресс-форму 3 с полостью 4. В полость 4 подают жидкоподвижную полимер90,4
3
5
0,5
0,1
1,0
няют ее вибрацией и продувают углекис- 30 ную смесь и уплотняют ее вибрацией
лым газом с помощью продувочного устройства 5 (фиг. 2). При этом гранулы полистирола скрепляются отвердевшей пленкой жидкого стекла, формуя модель 6.
Затем модель 6 извлекают из оснастки и с помощью пульверизатора на ее поверхность наносят слой покрытия, содержащего 80% жидкого стекла и 20% огнеупорной глины.
После поверхностной подсушки покрытия
35
(фиг. 2). После выдержки в оснастке в течение 1-2 ч происходит отверждение полимерно-жидкостекольной смеси, скрепление гранул полиэтилена связующим и формование модели.
После этого модель извлекают из модельной оснастки, наносят на поверхность слой огнеупорного покрытия на основе жидкого стекла и огнеупорной глины (пример 1), подсушивают обдувом теплым возобдувом теплым воздухом (с температурой дп духом, прикрепляют литниково-питательную 50-70°С) к модели 6 приклеивают с по-систему, формуют слой водонепроницаемого
и
мощью того же состава, что и покрытие, литниковый ход 7, изготовленный из той же полимерно-жидкостекольной смеси, что и модель 6.
Затем на поверхность модели с помощью пульверизатора формуют слой водонепроницаемого огнеупорного покрытия 8, содержащего 60 мас.% 4%-ного поли- винил-бутирального лака и 40 мас.% циркона.
покрытия, устанавливают в опоку, в которую подают жидкоподвижную смесь следующего состава, мас.%:
Песок марки КО290
45 Нефелиновый шлам3,0
Жидкое стекло5,0
Вода1,4
Контакт Петрова0,5
ДС-РАС0,1
После выдержки в течение 1-2 ч жидПосле выдержки в течение 1-2 ч жидНа вибростол 1 устанавливают опоку 9, 50 коподвижная формовочная смесь отверждается и модель 6 вымывают из формы водой по технологии, описанной в примере 1.
При изготовлении мелких и средних форм предлагаемым способом удаление монасыпают в нее слои наполнительной смеси 10, устанавливают модель 6 с литниковым ходом 7, модель стояка 11 литниковой системы и модели прибылей 12 и 121, предварительно сняв водонепроницаемое покрытие в местах касания стояка 5° дели из водонепроницаемой оболочки можно
и прибылей с моделью 6 (фиг. 3). После этого модель б с литниково-питающей системой заформовывают в наполнительной
производить путем ее выдержки в емкости с проточной водой. Полученную оболочку сушат при 120-150°С и заформо0
5
Пример 2. На смешивающих бегунах приготавливают жидкоподвижную смесь, содержащую, мас.%:
Гранулированный полиэтилен
Нефелиновый шлам
Жидкое стекло
Контакт Петрова
ДС-РАС
Вода
На вибростол 1 (фиг. 1) устанавливают модельную оснастку, содержащую основание 2 и пресс-форму 3 с полостью 4. В полость 4 подают жидкоподвижную полимер90,4
3
5
0,5
0,1
1,0
(фиг. 2). После выдержки в оснастке в течение 1-2 ч происходит отверждение полимерно-жидкостекольной смеси, скрепление гранул полиэтилена связующим и формование модели.
После этого модель извлекают из модельной оснастки, наносят на поверхность слой огнеупорного покрытия на основе жидкого стекла и огнеупорной глины (пример 1), подсушивают обдувом теплым воздухом, прикрепляют литниково-питательную систему, формуют слой водонепроницаемого
покрытия, устанавливают в опоку, в которую подают жидкоподвижную смесь следующего состава, мас.%:
Песок марки КО290
Нефелиновый шлам3,0
Жидкое стекло5,0
Вода1,4
Контакт Петрова0,5
ДС-РАС0,1
После выдержки в течение 1-2 ч жидкоподвижная формовочная смесь отвержпроизводить путем ее выдержки в емкости с проточной водой. Полученную оболочку сушат при 120-150°С и заформовывают в опоке путем засыпки наполнителем (песком, дробью).
Подачу в пресс-форму и уплотнение модельной смеси произв одят с помощью пескодувных машин.
В качестве водонепроницаемого слоя можно использовать эластичную полимерную пленку.
Использование предлагаемого способа по сравнению с прототипом обеспечивает:
снижение трудоемкости, так как на изготовление модели и на ее удаление из формы затрачивают меньше рабочего времени;
Способ изготовления литейных форм по пенополистироловым моделям, включаю- g щий подачу гранул полистирола в пресс- форму и формование модели, извлечение модели из пресс-формы, нанесение на ее поверхность водонепроницаемого покрытия, формовку модели в опоке и удаление модели из формы, отличающийся тем, что, с целью снижения трудоемкости и энергоемкости процесса изготовления литейной формы, сокращения расхода гранул полистирола за счет уменьшения их потерь и улучшения санитарно-гигиенических усснижение энергоемкости, так как при изготовлении модели из гранулированного ловий труда, перед подачей в пресс-форму полимера используется ненагреваемая оснаст- гранулы полистирола смешивают с жидка;ким стеклом, формование модели произвоснижение материалоемкости на 90-95%,дят путем отверждения жидкого стекла при
так как потери гранулированного полимераподаче углекислого газа в пресс-форму,
составляют 5-10%;а удаление модели осуществляют путем
улучшение санитарно-гигиенических ус-20 растворения пленок жидкого стекла, котоловий труда, так как для растворения мо-рымн скреплены гранулы полистирола после
дели используют воду, а не органичес-его отверждения, водой, которую подают
кий растворитель.в пресс-форму.
Формула изобретения
Способ изготовления литейных форм по пенополистироловым моделям, включаю- щий подачу гранул полистирола в пресс- форму и формование модели, извлечение модели из пресс-формы, нанесение на ее поверхность водонепроницаемого покрытия, формовку модели в опоке и удаление модели из формы, отличающийся тем, что, с целью снижения трудоемкости и энергоемкости процесса изготовления литейной формы, сокращения расхода гранул полистирола за счет уменьшения их потерь и улучшения санитарно-гигиенических ус
ловий труда, перед подачей в пресс-форму гранулы полистирола смешивают с жидким стеклом, формование модели произво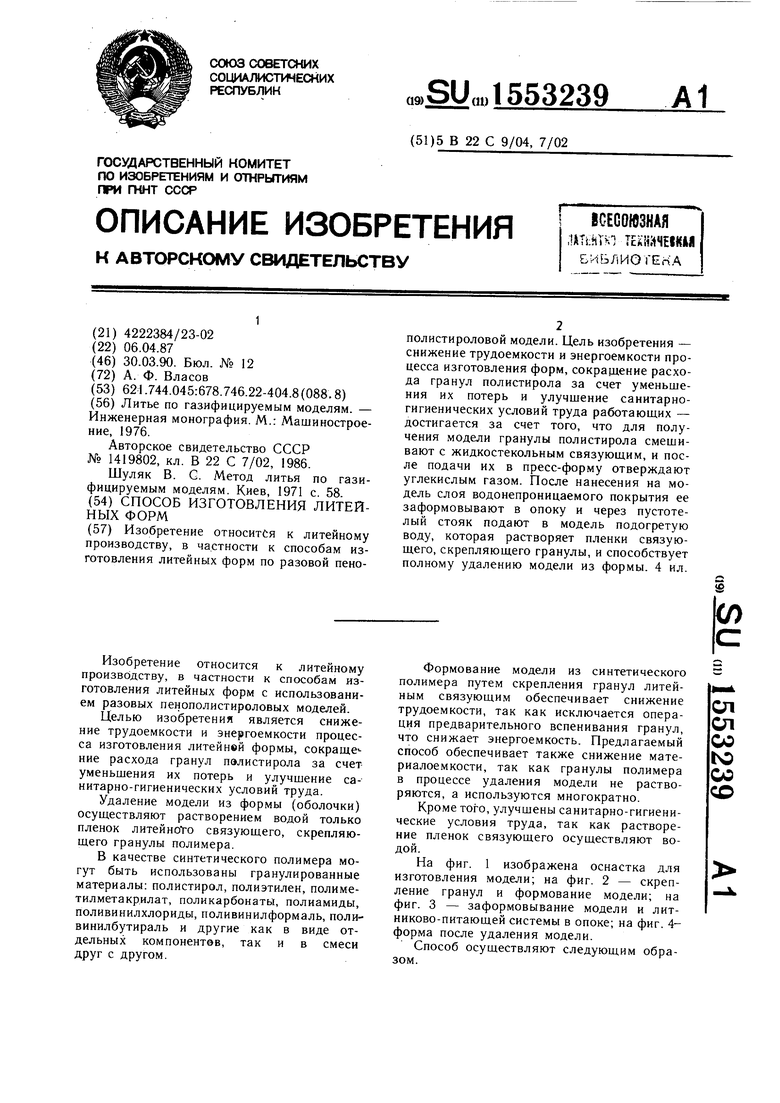
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ С КРИСТАЛЛИЗАЦИЕЙ ПОД ДАВЛЕНИЕМ | 1989 |
|
RU2048954C1 |
| ГАЗИФИЦИРУЕМАЯ МОДЕЛЬ ДЛЯ ЛИТЫХ ЗАГОТОВОК РЕЖУЩЕГО ИНСТРУМЕНТА И ПРЕСС-ФОРМА ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ | 1992 |
|
RU2048953C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТЛИВОК ИЗ ЧЕРНЫХ И ЦВЕТНЫХ МЕТАЛЛОВ | 1992 |
|
RU2048955C1 |
| Способ изготовления литых прутковых заготовок из жаропрочных сплавов на никелевой основе | 2019 |
|
RU2714788C1 |
| ОТЛИВКИ В ЭЛЕКТРОМАГНИТНОЙ ФОРМЕ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2008 |
|
RU2402405C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКОГО РЕЖУЩЕГО ИНСТРУМЕНТА | 1994 |
|
RU2096128C1 |
| Способ изготовления литейных форм и стержней,отверждаемых в оснастке | 1981 |
|
SU973215A1 |
| Способ изготовления литейных форм | 1979 |
|
SU859010A1 |
| Способ изготовления стальной отливки рабочего колеса центробежного насоса | 2019 |
|
RU2733963C2 |
| Способ изготовления металлических литейных форм | 1980 |
|
SU891200A1 |
Изобретение относится к литейному производству, в частности к способам изготовления литейных форм по разовой пенополистироловой модели. Цель изобретения - снижение трудоемкости и энергоемкости процесса изготовления форм, сокращение расхода гранул полистирола за счет уменьшения их потерь и улучшение санитарно-гигиенических условий труда работающих достигается за счет того, что для получения модели гранулы полистирола смешивают с жидкостекольным связующим, и после подачи их в пресс-форму отверждают углекислым газом. После нанесения на модель слоя водонепроницаемого покрытия ее заформовывают в опоку и через пустотелый стояк подают в модель подогретую воду, которая растворяет пленки связующего, скрепляющего гранулы, и способствует полному удалению модели из формы. 4 ил.
У///////////7/Л
Фиг.1
П 11 П
Фиг. 2
Фм.5
i-ч - - - Vl . « I - - n
Pi «,.: ..,n 1/ // //;/ ;// //// ;;1™Л
Фм.Ч
| Литье по газифицируемым моделям | |||
| - Инженерная монография | |||
| М.: Машиностроение, 1976 | |||
| Способ удаления пенополистироловых моделей из керамических форм при изготовлении крупногабаритных отливок | 1986 |
|
SU1419802A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Шуляк В | |||
| С | |||
| Метод литья по газифицируемым моделям | |||
| Киев, 1971 с | |||
| Способ окисления боковых цепей ароматических углеводородов и их производных в кислоты и альдегиды | 1921 |
|
SU58A1 |
