со
Изобретение относится к строительству в частности, к производству железобетонных изделий с глухими отверстиями на боковых гранях.
По основному авт. св. № 863353 известна форма для изготовления железобетонных изделий, содержащая поддон, бортовую оснастку, пустотообразующие стержни, имеющие опорные поверхности и приспособления для фиксации стержней в ферме, выполненные в виде клина и скоб, закрепленных на бортовой оснастке по разные стороны отверстия для пустотообразующего стержня, имеющих соответственно на наружной и внутренней- плоскостях скосы, расположенные под одинаковыми углами к вертикальной плоскости, при этом на стержне выполнены опорные поверхности для взаимодействия с клином 1.
Недостатком данной формы является отсутсвие возможности использования одного клина при закреплении сменных пустотообразующих стержней для различных видов изделий, что обусловлено невозможностью изготовления нескольких пустотообразующих стержней с одинаковым расположением опорных поверхностей для клина, что приводит к точечному контакту клина с опорными поверхностями, в результате чего деталь ( пустотообразующий стержень) оказывается незакрепленной, а рабочие плоскости опорных поверхностей деформируются и выходят из строя.
Цель изобретения - расширение номенклатуры изготовления изделий.
Поставленная цель достигается тем, что в форме для изготовления железобетонных изделий, каждый клин выполнен из двух шарнирно соединенных по концам и контактирующих друг с другом элементов, соответственно с плоской и выпуклой поверхностями контакта, причем элемент с плоской, контактной поверхностью снабжен ограничителем перемещения другого элемента.
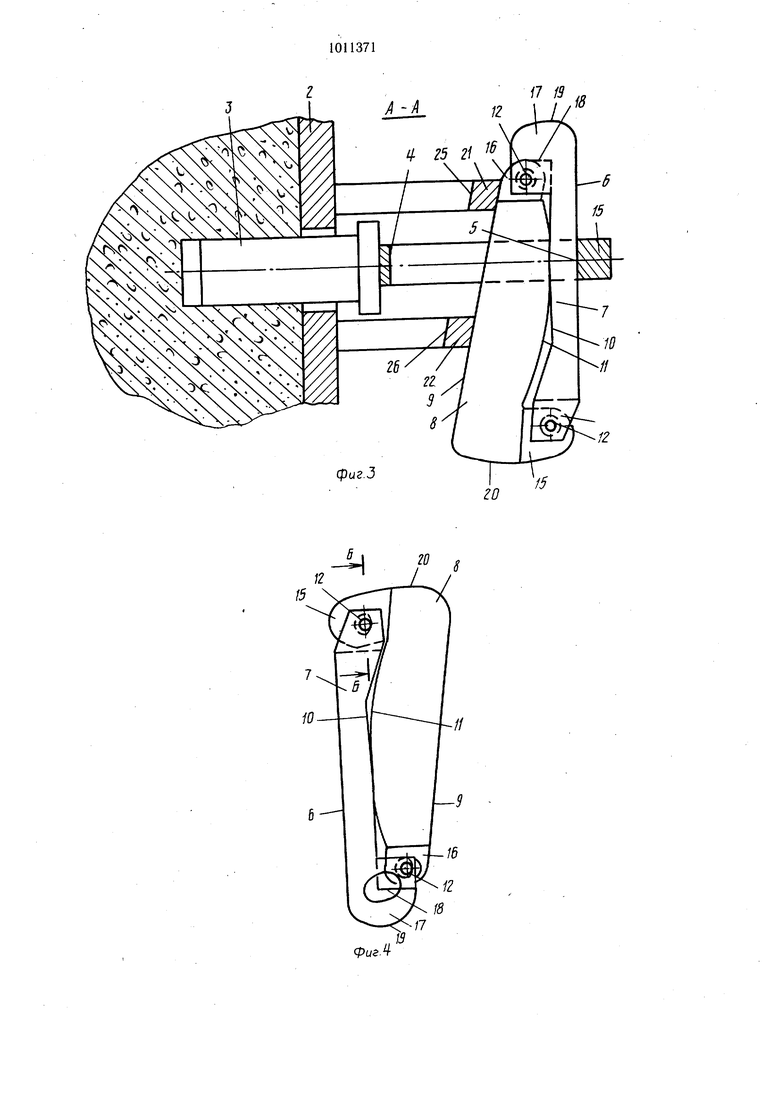
На фиг. 1 изображена форма в плане, общий вид; на фиг. 2 - разрез А-А на фиг. 1, при закрепленном пустотообразующем стержне; на фиг. 3 - разрез А-А на фиг. 1, при извлечении пустотообразующего стержня; на фиг. 4 - клин с минимальным углом между рабочими поверхностями, общий вид; на фиг. 5 - то же, с максимальным углом между рабочими поверхностями; на фиг. 6 - разрез Б-Б на фиг. 4.
Форма для изготовления железобетонных изделий содержит поддон 1, бортовую оснастку 2, пустотообразующие стержни 3, имеющие упорные поверхности 4 и 5 для взаимодействия с рабочей гранью 6 клина, состоящего из двух элементов 7 и 8, которые одними своими сторонами образуют клиновые грани 6 и 9, а противоположными 10 и 11 обращены друг к другу, а также соединены между собой по концам
щарнирно посредством осей 12, входящих в отверстия 13 и 14, выполненные в соединяемых концах элементов 7 и 8, причем в соединяемых верхних концах 15 и нижних концах 16 элемента 8 диаметр отверстия для осей 12 выполнен значительно больщим их диаметра.
Один из соединяемых концов 17 элемента 7 имеет ограничитель 18, в который упирается конец 16 элемента .8, имеющей округлую форму, и, кроме того, поверхность 10 элемента 8 выполнена плоской, а поверхность 11 элемента 8 выполнена выпуклой от конца 15 до конца 16.
Округлые грани 19 элемента 7 и грани
20 элемента 8 выполнены выступающими с целью обеспечения нанесения по ним ударов при забивании и выбивании клина.
По обе стороны пустотообразующего стержня 3 к бортовой оснастке 2 прикреплены скобы 21 и 22, которые имеют на наружной поверхности скосы 23 и 24 и на внутренней поверхности скосы 25 и 26 для взаимодействия с рабочей гранью 9 клина.
Формование изделия осуществляется следующим образом.
5 Устанавливают бортовую оснастку 2 на поддоне 1 в рабочее положение и вводят в нее пустотообразующие стержни 3. Клин устанавливают в скобы 21 и 22 и пустотообразующий стержень 3 таким образом, чтобы вертикальная рабочая грань 6
элемента 7 контактировала с упорной поверхностью 4 пустотообразующего стержня 3, а наклонная грань 9 элемента 8 - со скосами 25 и 26 скоб 21 и 22. Затем клин забивают до упора, ударяя по верхней грани
20элемента 8, который увлекает за собой элемент 7, в результате контакта нижнего округлого конца 16 элемента 8 с ограничителем 18 элемента 7. При этом сторона элемента 7, с клиновой гранью 6, находится в контакте с рабочей поверхностью 4 пу0 стотообразующего стержня 3, а сторона элемента 8 с клиновой гранью 9, находится в контакте со скосами 25. и 26 скоб
21и 22, а поверхность 11 элемента 8 постоянно контактирует с поверхностью 10 элемента 7. При таком положении пусто5 тообразующего стержня 3, скоб 21 и 22 и элементов 7 и 8 клина, пустотообразующий стержень 3 надежно закрепленна бортоснастке 2.
Освобождение пустотообразующего стержня 3 производят следующим образом.
Ударяют по нижней грани 19 элемента 7, который увлекает за собой и элемент 8, в результате контакта нижнего округлого конца 16 элемента 8 с ограничителем 18 элемента 7. Таким образом клин выбивают из скоб 21 к 22 и пустотообразующего стержня 3.
Для извлечения пустотообразующего стержня 3 клин устанавливают (предварительно повернув его на 180 ) таким образом, чтобы сторона элемента 7, с клиновой гранью б, находилась в контакте с рабочей поверхностью 5 пустотообразующего стержня 3, а сторона элемента 8, с клиновой гранью 9, находилась в контакте с рабочими поверхностями 23 и 24 скоб 21 и 22. При таком положении клина ударяют по грани 20 элемента 8 до тех пор, когда пустотообразующий стержень 3 переместится относительно бортоснастки 2.
Ось 12 предотвращает разьединение элементов 7 и 8 в свободном их состоянии..:
Таким образом, при закреплении пустотообразующего стержня 3 и при его извлечении с помощью предлагаемого клина, округлый конец 16 элемента 8 всегда находится в контакте с ограничителем 18 элемента 7, а поверхность 11 элемента 8 контактирует с поверхностью 10 элемента 7. При этом возможность клина изменять угол между своими рабочими гранями 6 и 9 исключает ручную пригонку граней клина по граням скоб и обеспечивает закрепление любого пустотообразующего стержня на любом месте (гнезде) любой формы с помощью любого клина, что расщиряет ассортимент изготовления изделий.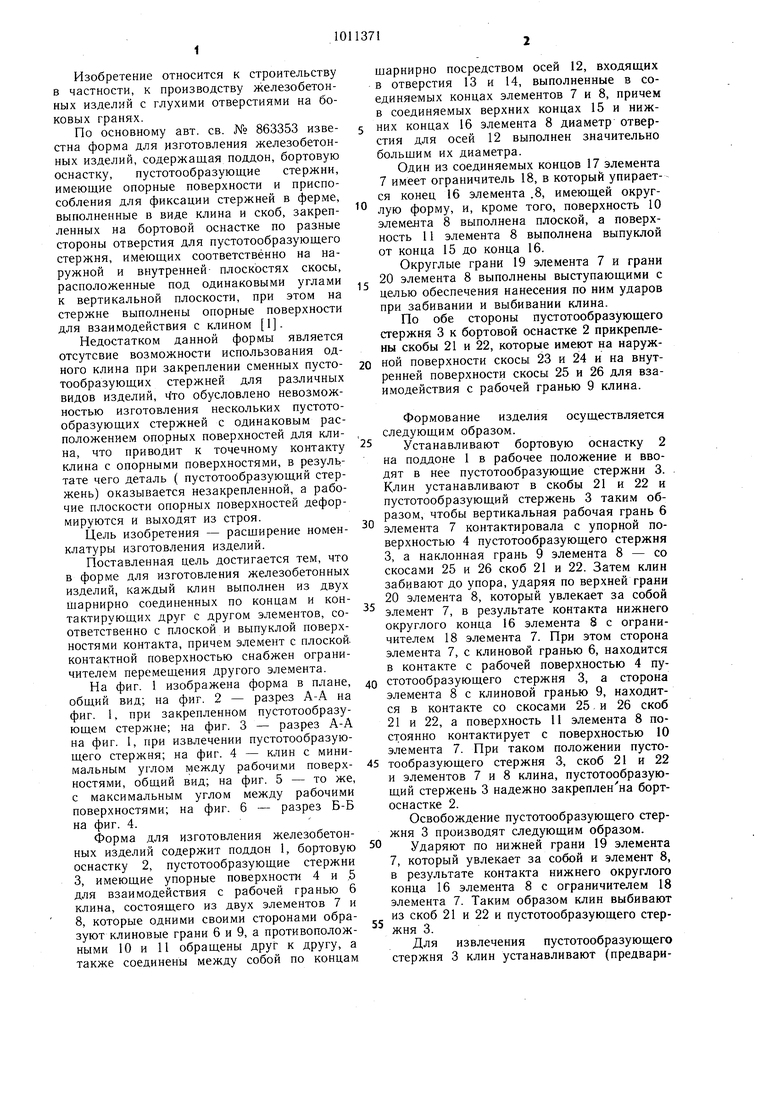

| название | год | авторы | номер документа |
|---|---|---|---|
| Форма для изготовления железобетонных изделий | 1979 |
|
SU863353A1 |
| Фиксатор петлевых элементов арматурного каркаса | 1979 |
|
SU855147A1 |
| Машина для формования многоступенчатых панелей перекрытий | 1976 |
|
SU655541A1 |
| СТЕНД-УСТРОЙСТВО, УСТРОЙСТВО ЗАЖИМА, МЕХАНИЗМ ЛОКАЛЬНОЙ ГИБКИ НЕМТИНА В.Ф. И СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ИЗДЕЛИЙ С ИХ ИСПОЛЬЗОВАНИЕМ | 2006 |
|
RU2320441C1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ БЕТОННЫХ И ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 1992 |
|
RU2017609C1 |
| Установка для изготовления многопустотных строительных изделий | 1983 |
|
SU1101356A1 |
| ЗАКЛАДНОЙ УЗЕЛ ЖЕЛЕЗОБЕТОННОЙ ШПАЛЫ (ВАРИАНТЫ) | 2000 |
|
RU2169226C1 |
| Устройство для формования бетонных изделий на поддонах | 1989 |
|
SU1742054A1 |
| УСТАНОВКА ДЛЯ ФОРМОВАНИЯ ПРЕДНАПРЯЖЕННЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 1992 |
|
RU2037409C1 |
| Устройство для фиксации и отпуска натяжения арматуры | 1981 |
|
SU1000542A1 |

ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ, по авт. св. № 863353, отличающаяся тем, что, с целью расширения номенклатуры изготовления изделий, каждый клин выполнен из двух шарннрно соединенных по концам и контактирующих друг с другом элементов, соответственно с плоской и выпуклой поверхностями контакта, причем элемент с плоской контактной поверхностью снабжен ограничителем перемещения другого элемента. .. / / /
фие.г
15 {О
12
/
(риг. 5
- S
фиг.6
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Форма для изготовления железобетонных изделий | 1979 |
|
SU863353A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
