Предметом изобретения является способ и устройство для испытаиия П1ВОВ контактной сварки без их разрушения при помощи сравнения абсолютных величин протиба, в пределах упругих деформаций, под действием нагрузки, испытуемой и эталоиной, сварных точек.
Способ дает возможность определять качество точечной или роликовой сварки без разрушения материала.
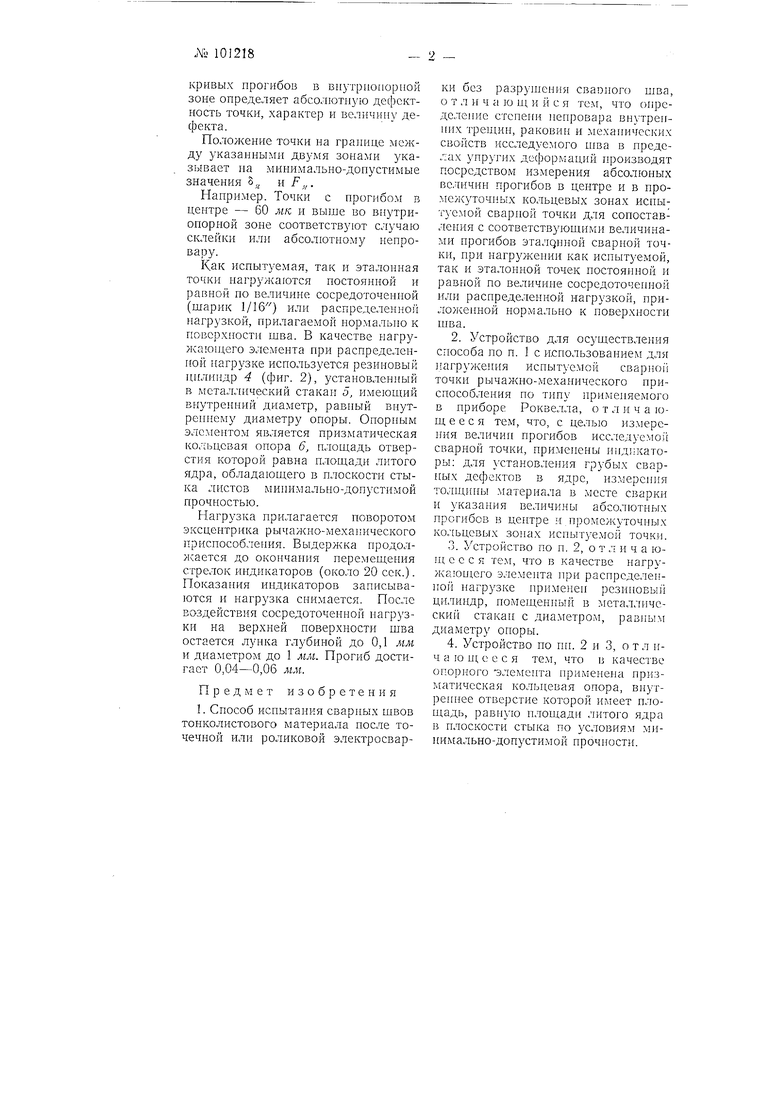
На фиг. 1 показана схема испытания по предлагаемому способу ири сосредоточенной нагрузке; на фиг. 2 - с.хема испытания при рассредоточенной нагрузке.
Детали с испытуемыми сварными точками устанавливаются иа рычажио-механическое приспособление по типу применяемого в приборе Роквелла и подвергаются действию определенной нагрузки. Для определения величины деформаций прогиба применяют индикаторы. Верхний индикатор / (фиг. 1) используется для установления грубых сварных дефектов в ядре, средний индикатор 2 для измерения толшииы материала в месте сварки и нижние индикаторы 3 для определения величины абсолютного прогиба в центре и в промежуточных кольцевых зонах испытземой сварной точки. Полученные данные сопоставляются с соответствующими величинами прогибов эталонной сварной точки, здовлетворяющей для материала критериям прочности. Зависимость прогибов эталонных точек и точек, не удовлетворяющих критериям прочности от толщины литого ядра и величины его площади в плоскости стыка листов, изображена на фиг. 3, где:
/1 - прогиб в промежуточной зоне ядра;
/2 - прогиб в центре ядра;
F., - площадь ядра в плоскости стыка;
() - толщина литого ядра.
Внутриопорной зоной являются участки кривых, соответствующих значениям / „ внутренней площади опоры.
Заопорной зоной являются участки кривых с величиной , величины внутренней площади опоры.
Положение испытуемой точки на кривых заопориой зоны определяет ее абсолютную годность и величину (5 у
Положение испытуемой точки на
кривых прогибов в внутрпопориой зоне определяет абсолютную де()ектность точки, характер и величину дефекта.
Положение точки на границе между указанными двумя зонами указывает на минимально-допустимые значения S, и F„.
Например. Точки с прогибо.м в центре - 60 мк и выше во внутриопорной зоне соответствуют случаю склейки пли абсолютному непровару.
Как испытуемая, так и эталонная точки нагружаются постоянной и равной по величине сосредоточеиной (шарик 1/16) или распределенной нагрузкой, прилагаемой нормально к поверхности шва. В качестве нагружаюндего элемента при распределениой нагрузке исиользуется резииовый цилиндр 4 (фиг. 2), установленный в метал;п- ческий стакан 5, имеющий внутренний диаметр, равный виутреииему диаметру опоры. Опорпым элементом является призматическая кольцевая оиора 6, плошадь отверстия которой равна площади литого ядра, обладаюидего в плоскости стыка листов мииимально-допустимой прочностью.
Нагрузка прилагается поворотом эксцентрика рычажно-мехаиического приспособления. Выдержка продОо1жается до окончания перемещеиня стрелок индикаторов (около 20 сек.). Ноказаиия индикаторов записываются и нагрузка снимается. Носле воздействия сосредоточенной нагрузки на верхней поверхности шва остается луика глубиной до 0,1 мм и диаметром до 1 мм. Нрогиб достигает 0,04-0,06 мм.
Предмет изобретения
1. Способ испытаиия сварных щвов тонколистового материала после точечной или роликовой электросварки оез разрун1ения свапного шва, о т л и ч а ю щ и и с я тем, что оиределеиие стеиеии пепровара внутреииих трещин, раковин и мехагншеских свОйств исследуемого 1ива в иределах упругих деформаций производят посредством измерения абсолюных величин прогибов в центре и в промежуточных кольцевых зонах иснытуемой сварной точки для сопоставлеиия с соответствующими величинами нрогибов этал15нной сварной точки, при нагружении как испытуемой, так и эталонной точек постоянной и равной по величиие сосредоточеиной или распределенной нагрузкой, приложенной нормально к новерхности шва.
2.Устройство для осуществления способа по п. 1 с использованием для агружеиия испытуемой сварноГ точки рычажно-механического приспособления по тнпу нримеияемого в приборе Роквелла, о т л и ч а юШ е е с я те.м, что, с целью измерения величии прогибов исследуемо сварной точки, применены иидикаторы: для установлеиия грубых сварных дефектов в ядре, измерения то;пцииы материала в месте сварки и указания величины абсолютных прогибов в центре н промежуточных ко.чьцевых исиытзе.мой точки.
3.Устройство по п. 2, о т л и ч а ющ е е с я тем, что в качестве нагружаюи1его элемента при раеиределеиной нагрузке применеи резииовьи цилиндр, иомещеиный в металлический стакан с диа.метром, равным диаметру оноры.
4.Устройство по пп. 2 и 3, о т л ич а ю щ е е е я тем, что в качестве опорного элемента применена призматическая кольцевая оиора, внутреннее отверстие которой имеет площадь, равиую площади литого ядра в плоскости стыка по условиям мииимально-допустимой прочности.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОНТРОЛЯ КАЧЕСТВА ПОВЕРХНОСТИ СВАРНОГО ШВА | 2013 |
|
RU2550979C2 |
| СПОСОБ МАГНИТНОГО КОНТРОЛЯ СВАРНЫХ СТЫКОВ РЕЛЬСОВ | 2015 |
|
RU2586090C1 |
| СПОСОБ ОЦЕНКИ КВАЛИФИКАЦИИ СВАРЩИКА | 2014 |
|
RU2569276C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОСЕСИММЕТРИЧНЫХ СВАРНЫХ КОНСТРУКЦИЙ | 2010 |
|
RU2443528C1 |
| Способ изготовления сварных конструкций | 1983 |
|
SU1118508A1 |
| СПОСОБ ТЕРМИТНОЙ СВАРКИ РЕЛЬСОВ | 2021 |
|
RU2757644C1 |
| Способ дуговой односторонней сварки | 1985 |
|
SU1274888A1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СВАРНЫХ СТЫКОВ РЕЛЬСОВ | 2012 |
|
RU2524526C1 |
| СПОСОБ КОНТРОЛЯ РАЗМЕРОВ СВАРНЫХ СОЕДИНЕНИЙ | 1991 |
|
RU2017147C1 |
| СПОСОБ ИДЕНТИФИКАЦИИ СВАРНОГО ШВА | 2023 |
|
RU2827116C1 |
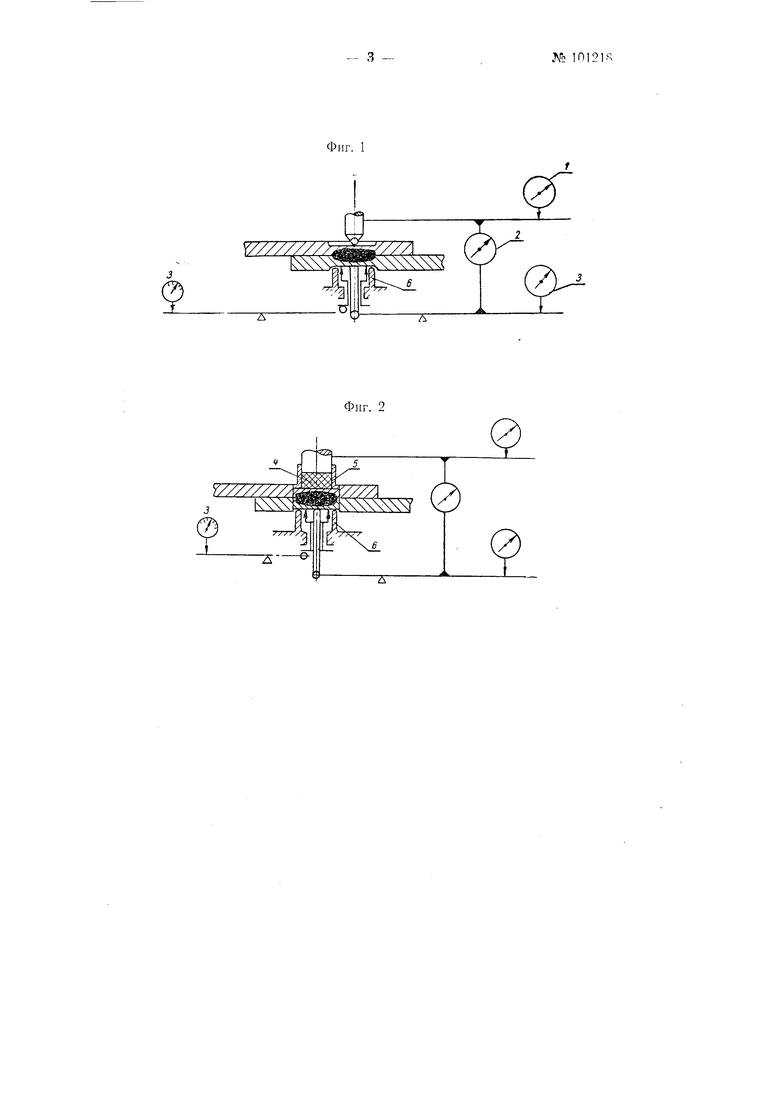

. Вну/7г/7и опорная Заопорная зона.
