Изобретение относится к прокатке металлов и сплавов и может быть использовано при прокатке полос на реверсивных прокатных станах. Известен способ реверсивной прокатки полос, включающий острение переднего конца полосы перед каж- дым проходом 1 Т. Недостатком известного способа является применение специального до полнительного оборудования для остр ния и задалживания времени на эту операцию. Наиболее близким к изобретению по технической сущности и достигаемому результату является способ реверсивной прокатки полос, заключающийся в изменении формы полосы пере каждым проходом, кроме первого, в процессе прокатки в предыдущем проходе, путем сближения валков во вре мя выхода заднего конца полосы из очага деформации, при этом в процес се каждого пропуска, когда задний конец -полосы достигает определен- ной длины, включают привертку и рав номерно сближают валки до тех пор, пока зазор между ними становится та ким, что толщина заднего конца полу чается меньше толщины полосы в данном пропуске, но.больше толщины пол сы в последующем пропуске. В резуль тате выходящий конец полосы имеет форму клина, что уменьшает угол зах вата в последующем пропуске и снижает динамические нагрузки, действующие На Всшкй в момент захвата t2 Недостатком известного способа является необходимость преодоленирй динамических нагрузок, действующих На привод нажимного механизма в момент изменения раствора валков в процессе прокатки, производимого в условиях номинального давления и пр значительных силах трения в винтовых порах нажимного механизма, ч-то приводит к большим затратам электро энергии. Цель изобретения - уменьшение динамических нагрузок на привод нажимного механизма в момент его запуска. Поставленная цель достигается тем, что согласно способу реверсивнойпрокатки полос, Ьключающем изменение толщины по длине полосы в каждом пропуске, кроме последнего, путем уменьшения раствора валков в процессе прокатки, изменение толщины по длине полосы, в процессе прокатки в каждом пропуске., кроме последнего, производят путем уменьшения раствора валкдв, начиная с момента захвата металла. На чертеже показана форма полосы после промежуточного пропуска через валки. , В процессе прокатки в каждом пропуске, кроме последнего, привертку включают сразу после захвата металла валкаМи при малых начальных обжатиях и равномерно сближают.валки до тех пор, пока зазор S между ними становится таким, что толщина полосы получается меньше толщины Ьц при захвате в данном пропуске, но больше толщины полосы h |(-. в последующем пропуске. Пример. Прокатку полос из алюминиевого сплава АМг-2 производят на реверсивном стане кварто с толщиной hg 278 мм до конечной толщины Н 45 мм за девять пропусков. При прокатке полосы в каждом пропуске устанавливают раствор валков S и в процессе прокатки полосы в каждом пропуске, кроме последнего, равномерно уменьшают зазор между валками на величину. ДЗ. В результате выходящий конец полосы имеет толщину Н и захват металла валками в {aждoм пропуске происходит при малых начальных обжатиях. В таблице приведены схема прокатки и расчетные значения усилия прокатки в момент включения привода нажимного механизмаf 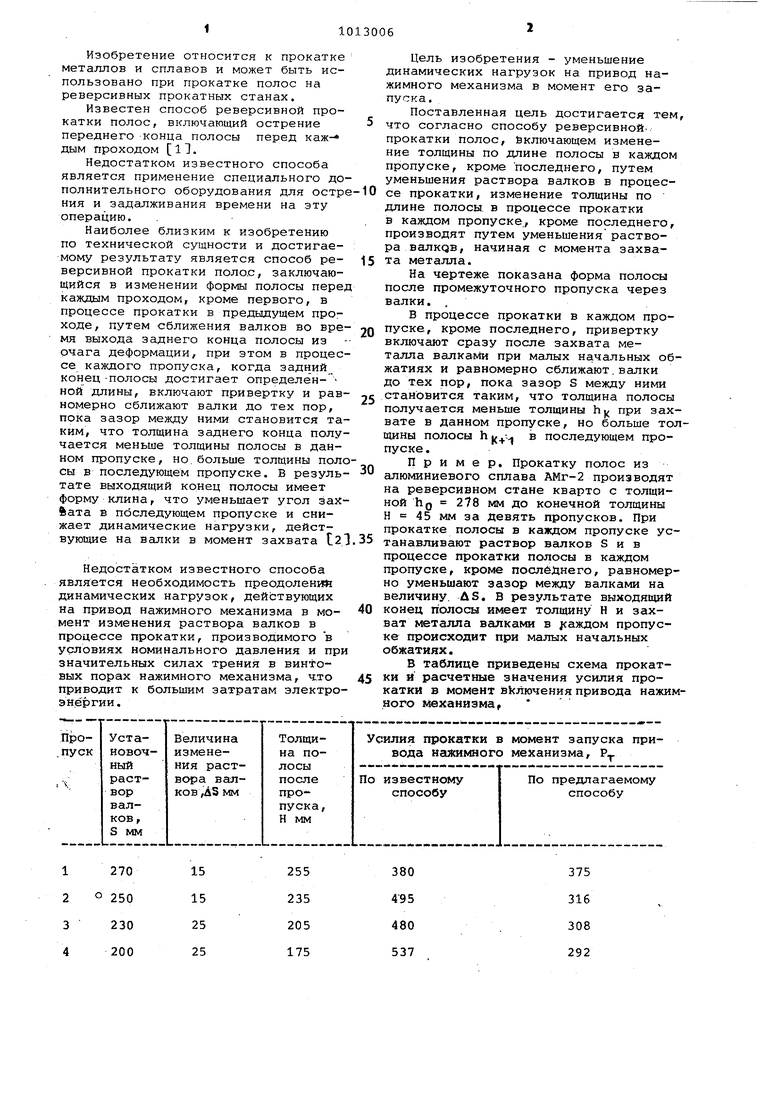
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ горячей прокатки заготовок | 1978 |
|
SU825211A1 |
| Способ горячей прокатки полос и листов | 1986 |
|
SU1509142A1 |
| Способ регулирования толщины листов на реверсивном прокатном стане | 1981 |
|
SU1011290A1 |
| Устройство для автоматического управления нажимными механизмами листовых станов горячей прокатки | 1982 |
|
SU1024134A2 |
| Способ прокатки рельса (варианты) | 2021 |
|
RU2776314C1 |
| Способ реверсивной прокатки полос | 1978 |
|
SU673331A1 |
| Способ прокатки листов и полос в реверсивной вертикальной клети | 1990 |
|
SU1722625A1 |
| Способ горячей прокатки полос и устройство для формирования профильных выступов на торцах заготовок | 1982 |
|
SU1080889A1 |
| Способ прокатки толстых листов | 1982 |
|
SU1091950A1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ТОНКОЙ ПОЛОСЫ И МИНИ-СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2254182C2 |
СПОСОБ РЁВЁ1 СИВЙОЙ ПРОКАТКИ ПОЛОСг включающий изменение толМ щины по длине полосы в К€икд1бм npbiijtcr ке, кроме последнего, путем уменьшения p acTBopa валков в процессе. : прокатки о т л и ч a lo.tni и и. с % тем, что, с целью умень1№Нйя JtHHdмичёских нагрузок на привод йауйшОго механизма в .моМёнт его э.айуска изменение толщины по длине полосы в процессе прокатки в кавдйм.про- ; пуске, крол|е последнего, п|з ОиэВо« дят путем умейЁшения раствора валков , начиная с момента захвата 4е- i талла. Ж -
255
15 15 25 25
270 235
° 250
205
230 175
200
375 316 308 292
Из таблицы видно, что запуск привода нажимного механизма по предлагаемому способу производится при усилиях прокатки в среднем в 1,5-2 раза, а на последних пропусках в 3-3,-5 раза меньших, чем по известному способу, при этом наибольшие обжатия за проход приходятся на конец раската,а возникающие усилия прокатки не превышают нагрузок, возникающих в слуПродолжение таблицы
чае прокатки конца раската по известному способу.
Низкие нагрузки на электрический привод нажимного механизма в момент ,его запуска приводят к сокращению, потребления электроэнергии и уЪеличению надежности и долговечности работы нажимных механизмов прокатных станов ,
