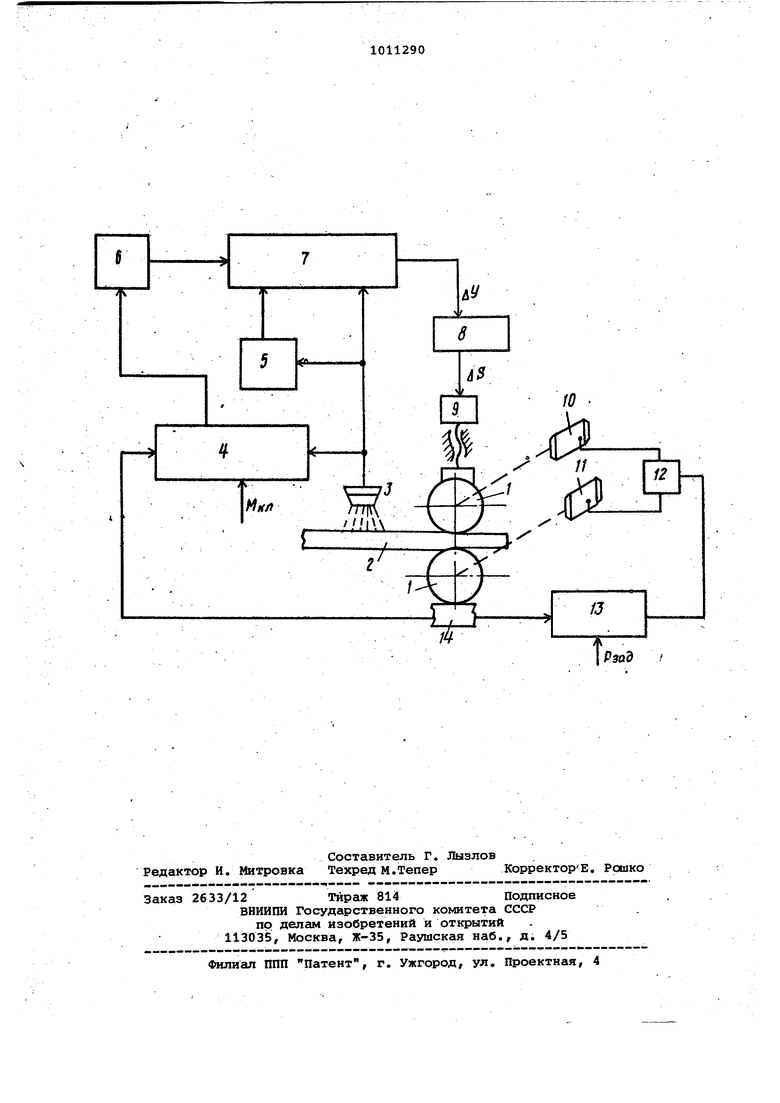
Изобретение относитсй к регулиро ванию геометрических параметров про катываемых полос и может быть использовано при прокатке толстых ли тов на реверсивных станах, Известен способ регулирования то щины прокатываемой полосы воздействием на разность моментов приводных двигателей прокатных валков, причем при увеличении силы деформирования выше заданного значения разность моментов увеличивают, а при уменьшении усилия деформирования ниже ,заданного значения разность моментов уменьшают til. Недостаток известного способа суженный диапазон регулирования тол щины. По способу на толстолис товых станах возможно частичное регулирование толщины только в пределах одного листа, но не обеспечивается получение постоянной толщины в пределахпартии листов одного и того же профилеразмера. Наиболее близким по технической сущности и достигаемому результату к изобретению является способ, согласно которому измеряют температуру прокатываемой полосы со стороны вхо да в валки сравнивают с заданной температурой и воздействуют на разность моментов проводных двигателей прокатных валков пропорционально отклонению температуры полосы от заданной таким образом,чтобы поддерживать во время пропуска постоянство усилия деформации t2j. ; Недостатками указанного способа является частичное регулирование /толщины в пределах одного листа и существенное отклонение толщины в пределах партии листов вследствие узкого диапазона регулирования и потери регулирующей способности при достижении предельной разности моментов, ограниченной условием предельного энергосилового нагружения главной линии прокатного стана. Диапазон регулирования еще боле суживается при прокатке раскатов с температурой ниже заданной, так как для поддержания заданной величины усилия деформации прокатку начинают с некоторой разностью моментов и по ходу прокатки (в связи со снижением температуры по длине недеформированной части полосы) разность моментов увеличивают до пр дельной величины, свьпне которой теряется регулирующее воздействие на толщину. При прокатке, раскатов с более высокой температурой, чем заданная, усилие деформации ниже заданного значения, однако невозможно увеличить усилие деформации последующим врздействием на разность моментов, так как при захвате полосы с более высокой температурой разность моментов равна нулю. Целью изобретения является расширение пределов регулирования и пошлшение качества листов. Эта цель достигается тем, что . согласно способу регулирования толщины листов на реверсивном прокатном стане, включающему измерение температуры раската и усилия деформации, перестановку валков и воздействие в процессе прокатки раската на разность моментов приводных двигателей прокатных валков, перед воздействием на разность моментов определяют величину приведенной упругой деформации клети при прокатке каждого раската в i-M пропуске по формуле )М, где Р .и соответственно усилие деформации при прокатке переднего конца m раската в i-м пропуске и его температура перед подачей в валки в i-M пропуске ; Мцд- жесткость клети; m - принимает значения j.,/:,j,..., определяют ожидаемое отклонение величины приведенной упругой деформаф1и клети при прокатке каждого последувлцего раската в .i-м пропуске по формуле ,,i ,i ni-i, где t .- температура Переднего конца последующего т+1 раската перед подачей его в валки в 1-м пропуске; изменяют раствор валков, установленный при прокатке предшествующего раската, на i-M пропуске,перед подачей . S валки последукицего т+1 раската в i-M пропуске на величину ожидаемого отклонения-при веден ной упругой деформации, взятую с обратным знаком. . Установлено, что в последних пропусках прокатки толстых листов усилие деформации Р определяется по зависимости t -535 где А - постоянная величина, зависящая от марки прокатываемой стали; t - температура металла, С; b - ширина раската; R - радиус прокатных валков: ЕО - относительное обжатие. Изменение усилия деформации ЛР металла с температурой t при этом же относительном обжатии Р (tp )o-t)bREg (2 Подставив в (2) значение А из формулы (1),получают PoCtg- t) . to - 535 Упругая деформация клети YO при усилии деформации РО равна где М.- модуль жесткости клети. Толщина выходящей полосы превосходит установленный перед пропуском межвалковый зазор на величину упругой деформации. Если усилие деформа ции изменяется, то изменяется велич на упругой деформации и следователь .но толщина полосы на величину откло I нения упругой деформа1щи клети. Отклонение упругой деформации клети AY при изменении усилия дефррмации на дР с учетом (3) и (4 Pofto- t) . (t,, -535)М М. TTfirC o-t) Величину Y при& (tp -535)М, обозначают как приведенную упругую деформацию клети. По физическому смыслу У{,рц - это величина упругой деформации клети при изменении темпе ратуры раската на IC, если начальна температура прокатываемого металла равна to. Для оперативного управления процессом прокатки последующегсз раската целесообразно заранее определить и запомнить эту величину. Если-последующий раскат имеет повьлиенную температуру (tTtp), то при его прокатке упругая деформавдя клети меньше, чем при прокатке раската с температурой t (т.е. Xipi«P) Поэтому для получения заданной толщи ны валки устанавливают с увеличением первоначального межвалкового зазора на величину АУррцв,т.е. на величину отклонения упругой деформации кле,ти, взятую с обратным знаком. i Если последующий раскат имеет пониженную температуру (t to), то при его прокатке упругая деформгщия клети больше, чем при прокатке раската с температурой to (т.е. Xip«i Для получения заданной толщины валки перед пропуском устанавливают с умен шением первоначального межвалково( YO го зазора на величину, т.е. на величину отклонения упругой деформации клети, взятую с обратным.знаком. Предлагаемый способ позволяет получить одинаковую толщину передней части пpoкaтывaeмыk листов в партии и тем самым расаоирить интервал регулирования толщины в пределгис каждого листа. В чистовой клети стана 3600 с модулем жесткости Мцд б мн/мм прокатывают листы 10x3000 мм стали Ст.Зсп. Отклонение топишны листов в партии от номинальной допускается в интервале +0,2 мм. Контрольную партию листов прокаты вают по предлагаемому способу за 5 пропусков. Перед последним, пятым, пропуском измеряют температуру переднего конца первого раската Ctj-j ), устанавливают валки поуказателю нажимного устройства (S 3,7 мм), задают раскат в валки и измеряют силу деформирования переднего конца лиота до воздействия на разность моментов приводных двигателей прокатных валков (5 39 МН). Определяют величину Приведенной упругой дефсн мации клети у pиlм5 Ct.-- 535)М, 1(960-535)6 - .т и запоминают ее, Измеряют температуру второго раската перед пятым пропуском (t«5 ), определяют отклонение упругой деформации клети в пятом пропуске при прокатке второго раската Tf-«.i Tt ,.np«V40,015(960-980) -0,3 мм и изменяют установку валков перед пятым пропуском на +о,3 мм, т.е., . Iположение валков в пятом пропуске {при прокатке второго раската составляетiS +(-Л 3,7+0,,0 мм. Задают раскат в валки, измеряют силу деформирования его до воздействия на разность моментов (Р/ 36,5 МН)| определяют приведенную деформбщию клети (yS35)M,,(980-535)6 °° Измеряют температуру переднего конца третьего раската перед пятым пропуском (t, , определяют откло нение упругой деформации клети в пятом пропуске третьего.раската VWV4 0,014(980-970) 0,14 мм На чистовой клети 3600 точность установки валков ±0,1 мм. Округлив величину 0,14 мм до первой значащей цифры после запятой изменяют установку валков в пятом пропуске третьего раската на -0,1 мм, Тое доводят межвалковый зазор в пятом пропуске 2 V 3,9 мм задают раскат в валки и т.д„ до око чания прокатки контрольной партии листов. Отклонение толщин в партии листов ±0,15 ммо . Для сравнения часть листов разме ром 10x3000 мм прокатывают по известному способу Отклонение толщин 0,35-0,25 мм, т.е. известный способ не обеспечивает получение заданного допуска по толщине листов. На чертеже представлена блок-схе устройства для реализации предложен ного способа. Устройство для реализации способ содержит рабрчие валки 1, раскат 2, измеритель З температуры раската, функциональный блок 4, блоки памяти 5 и 6, решающие блоки 7 и 8, механизм 9 установки валков, двигатели верхнего 10 и нижнего 11 валков, блок 12 разности моментов двигателе 10 и 11, блок 13 определения отклонения усилия деформации Р от заданного Е ддмесдозу 14 о Устройство работает следующим образом. При задаче раската 2 в валки 1 прокатного стана температура и усилие деформации т-го раската измеряются соответственно измерителем 3 и месдозой 14. Указанные сигналы передвигаются в функци нальный блок 4, в котором определя ется приведенная упругая деформаци клети,. Y , . upvtbvn.i (t.- 535)Мкд где М кл - жесткость рабочей клети. Величины . и t,- поступают в блоки памяти о и 5 соответствен-но, где хранятся до подачи в стан следующего (ra+1)-ro раската. Одновременно текущий сигнал усилия деформации Р,| т-го раска- , та в i-M пропуске от месдозы 14 в блоке 13 сравнивается с заданной величиной , а их разность &P,j Рздц - Pm,i поступает в блок 12 разности моментов, который перераспределяет моменты двигателей 10 и 11 таким образом, чтобы АР- 0. Перед прокаткой Ст+1)-го раската измерителем 3 измеряется температура переднего конца раската , а сигнал, пропорциональный tf.поступает одновременно в блоки 4, 5 и 7. В блоке 7 определяется отклонение упругой деформации клети прие,,- W которое преобразуется в блоке 8 в величину поправки межвалкового зазора , - AY, при ,-f- Поправка ,i поступает из блока В в механизм 9 установки валков, который перемещает перед- пропуском валки дополнительно на величину д&п1 + 1 г после чего раскат 2 задается в валки и прокатывается. При прокатке месдоза 14.измеряют усилие деформации Р, которая в блоке 13 сравнивается с заданной величиной PajjQ, f а разносvb этих сигналов Рщ-ий 09- w-t--),i поступает в блок 12 разности моментов, который перераспределяет моменты двигателей 10 и 11 таким образом, чтобы Р -9 О .. При задаче следующего раската цикл повторяется. Использование предложенного способа позволяет в условиях стана 3600 уменьшить на 40% разнотолщинность листов в партии со средневзвешенной толщиной libp / Ю мм. Экономический эффект при реализации способа 167 тыс.руб.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ЛИСТОВ НА РЕВЕРСИВНОМ СТАНЕ | 2009 |
|
RU2414974C1 |
| Способ горячей прокатки листов | 1984 |
|
SU1217505A1 |
| СПОСОБ ШТУЧНОЙ ПРОКАТКИ ЛИСТОВОЙ ПРОДУКЦИИ | 2012 |
|
RU2490078C1 |
| Способ горячей прокатки листов и полос с подстуженной поверхностью | 1985 |
|
SU1258522A1 |
| Гидравлическое нажимное устройство прокатного стана | 1983 |
|
SU1110509A2 |
| Способ управления процессом холодной прокатки полосы на реверсивном стане | 1988 |
|
SU1576216A1 |
| Способ прокатки листов | 1990 |
|
SU1726078A1 |
| Способ охлаждения валков и полосыВ пРОцЕССЕ пРОКАТКи | 1978 |
|
SU806189A1 |
| Способ регулирования ширины толстых листов при прокатке | 1980 |
|
SU919770A2 |
| Способ прокатки толстых листов в клети кварто | 1984 |
|
SU1186295A1 |
СПОСОБ РЕГУЛИРОВАНИЯТОЛЙЩНЫ ЛИСТОВ НА РЕВЕРСИВНОМ ПРОКАТНОМ СТАНЕ, включакиций измерение температуры раската и усилия деформации/ перестановку валков и воздействие в процессе прокатки раската на разность моментов приводных двигателей прокатных валков, отличающийся тем, что, с целью расширения пределов регулирования и повышения качества листов, перед воздействием на разность моментов определяют величину приведенной упругой деформации клети при прокатке каждого раската в i-M пропуске по формуле Pm.i прмвп1, CV -535). V Р .и t где соответственно усиhi,i И,1 лие деформации при прокатке переднего конца m раската и i-м пропуске и его температура перёд подачей в валки в i-M пропуске ; М га жесткость клети; К-Л принимает значения 1,2,3..., определяют ожидаемое отклонение величины приведенной упругой деформации клети при прокатке каждого последующего раската в i-м пропуске по формуле V&m,4 «и - «н,Р/ л где tj-.,-- тШйература переднего конч на последующего га+1 рас§ . ката перед подачей его в валки в i-M пропускеf изменжот раствор валков, установленшяй при прокатке предшествуквдегчэ m раската в i-м пропуске, перед подачей в валки последующего т+1 раската в i-M пропуске на величину ожидаемого отклонения приведенной упругой деформации, взятую с обратным tsd знаком. CD
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для регулирования толщины полосы | 1979 |
|
SU778845A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
