Изобретение относится к обработке металлов давлением и может быть использовано в устройствах дпя периодического радиального облсатия заготовок т№па прутков и проволоки, например, для изготовления изделий типа швейных игл.
Известен радиальноюбжимной автомат содержащий установленную в корпусе с возможностью вращения от привода двухшпиндеяьную обжимную головку, выполненную в виде обжимных матриц, размещенных в пазах рабочей части внутреннего шпинделя и бойков, смонтированных в рабочей части наружного i шпинделя, механизм осевого перемеще« кия внутреннего шпинделя и механизм периодической подачи проволоки 1)
Недостатком автомата яшляется значительное число соударгьошихся пар, от сюда упругие деформапюх и врбрашш как самих трущихся деталей; так и заготовки, что вызывает сильный шум во вре мя работы, превышаюиогй допустимый уро вень шума. Сравнительно малая стойкость бойков и роликов ведет к частой замене их и частым поломкам сложногю в изготовлении сепаратора. Это приводит к уменьшению производительности и удорожанию стоимости изготовления инструмента.
Целью изобретения является повыш& 1 кие производительности путем уменьш&ния межремонтного цикла и снижения уровня шума за счет уменьшения количества соударяющихся элементов.
Поставленная цель достигается тем, что радиаяьно-обжимной автомат, содержащий у; -эновленную в корпусе с возможностью вращения от привода дву шпиндельную обжимную головку, выпоп нещую в виде обжимных матриц, размещенных в пазах рабочей части внутреннего шпинделя и приводных бойков, смонтированных в рабочей части наружного шпинделя, механизм осевого перемещения внутреннего шпинделя и механизм периодической подачи заготовки снабжен регулируемым источником жидкости высокого давлшош, а йрквод бойков вьшопнен в виде соединенных с источником жидкости высокого давления ппу жеров, при этом в рабочей части наруноного шпинделя вьшопнены радиальные .отверстиЯ| в которые установлены указанные плунжеры, а в Kqpnytje обжимаой головки и s наружном шпинделе выполнены каналы для перяоаическб го соединения радиальных отверстий с
истошиком жидкости высокого давления и со сливом.
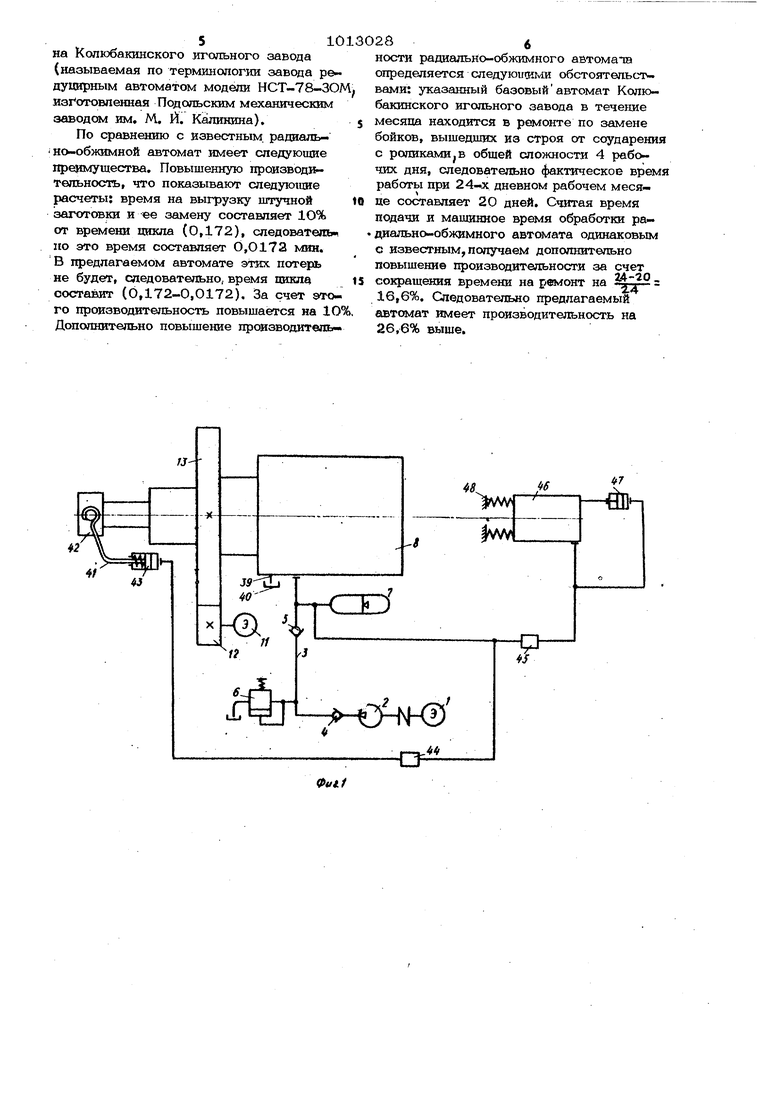
На фиг. 1 изображена гидрокинематическая схема радиально-обжимного
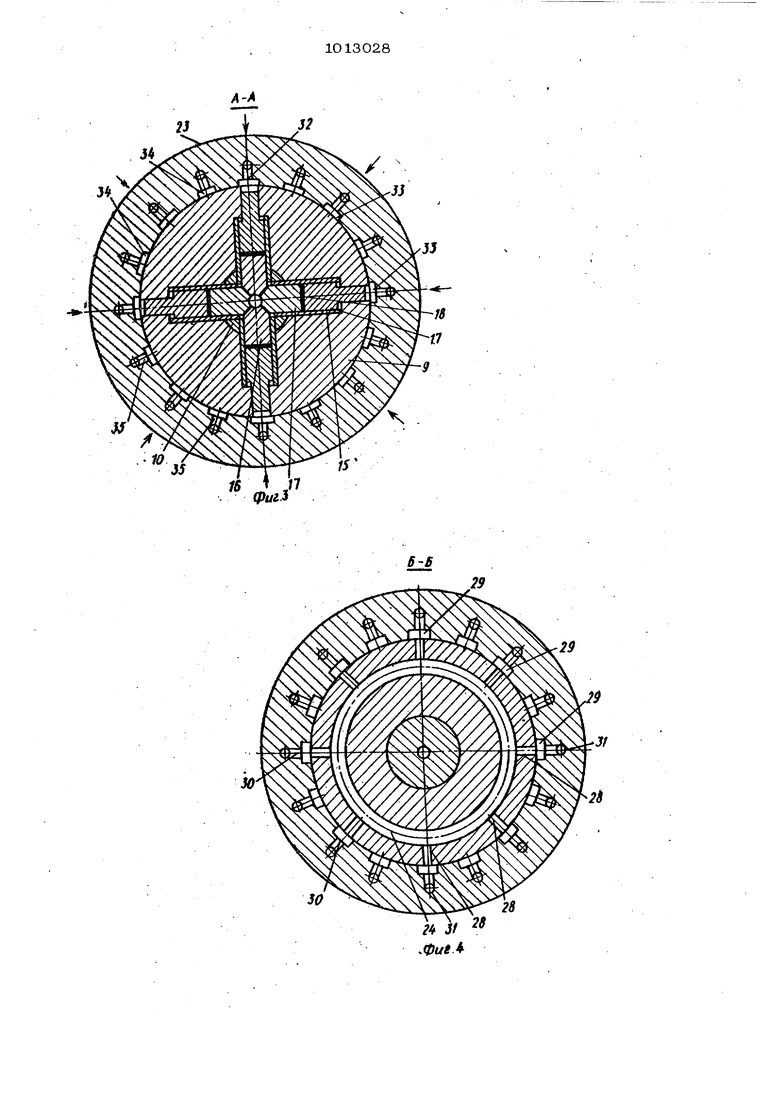
5 автомата; на фиг. 2 - обжимная головка автомата, продольный разрез; на фиг. 3 - разрез А-А на фиг. 2; на фиг. 4 - разрез Б-Б на фиг. 2; на на фиг. 5 - разрез В-В на фиг. 2; на фиг. 6 разрез Г-Г на фиг. 2.
Радиально-обжимной автомат содержит насосно-аккумуляторный привод, состоящий из электродвигателя 1, соединенного с насосом 2, связанным трубопроводом 3 с обратными клапанами 4 и 5, пред охранительным клапаном 6 и аккумулятором 7. В корпусе обжимной головки 8 находятся вращающиеся шпиндели 9 и 10, приводимые во вращение 6т электродвигателя 11 и зубчатой передачи, состоящей из шестерни 12 и колеса 13. Внутри наружного шпинделя 9 на двух опорах 14 скольжения смонтирован внутренний шпиндель 10. С торцовой стороны переднего утолщенного конца внутреннего шпинделя 9 и наружного .шпинделя 10 имеются пазы, в которые вставляются восемь направляющих планок 15 (фиг. 3). Между направляющими планками помещены четыре бойка 16 с плунжерами и четыре матрицы 17, между которыми находятся регулировочные прокладки 18. Планки 19 20 и крышки 21, 22 служат направляю-
35 щими для бойков 16 и матриц 17 с двух прот1тоположных сторон. Плунжерная часть бойка 16 размещена в полости 23 в которую подается жидкость высокого давления.
40 Распределительная полость 24 по. дачи жидкости высокого давления запитывается из трубопровода 3 через диаметрально противоположные отверстия 25 кольцевую канавку 26 и канал 27 (фиг. 5
45 Далее жидкость высокого давления подается по каналам 28, сегментным канавкам 29, каналам 30 (фиг. 4), 31 (фиг. 2} и 32, а также по сегментным канавкам 33 (фиг. 3) к бойкам 16.
5Q Слив отработанной жидкости производится через сегментные канавки 34, каналы 35 (фиг, 3) и 36, кольцевую по. лость 37, диаметрально противополо №. ные отверстия 38 (фиг. 6), соединенные трубогфоводом низкого детления 39 со сливным баком 40 (фиг. 1).
Для осевого перемещения внутреннего шпинделя 1О в автомате предусмотрены рычаг 41, вилка 42 гадроцилшщр 4 полость шпинделя 1О подается провопочгная заготовка. Эта же полость служит для 1к двода технологической смазки, например минерального масла (не по казано). В предлагаемом автомате щж |вод обжимной головки 8 ийгематически связан через у1фавляемый клапан 45 (например, эолотникового типа) с меха низмсм подачи 46 с силовым шпинделем 4 Соприкосновение бойков и матриц щюиоходит по наклонным поверхностям. Отвод .механизма подачи производится пружшш|МН 48. Радиально-обжимной автомат ваботае следующим образом. Электродвигатель 1 прзявойИт в действие насос 2, который нагнетает жцдi кость высокого давления чере обратный клапан 4 и 5 в аккумулятор 7. Необходимое давление жидкости устана& ливаетСя пря пш4оши предокранительного клапана 6. Наружный шшшдепь 9 обжимной головки 8, приводимый во вращение от электродвигателя 11 через зубчатую передачу 12 и 13 открьтает для сок)бщения полость 24 через каналы 25 - 33 с полостью 23. Жидкость высокого давления через полость 23 од новр@«(енно подается к четырем плунжерам бойков 16. Бойки 16, расположенные в пазах наружного хшшнделя 9, вращаются вместе с ним и на пути своего движения входят в паз головки внутреннего шпинделя Ю. ПСд действием окружного .усяляя бойки 16 приводят во в щшие внутреннийШ1гандещ 1О,а вместе ним н матрицы 17, расположенные в его пазу. Матрицы 17, соприкасающие- ся с бойками 16 по наклонной поверх- ности, под действиш бойков сближаются к центру вращения шпинделя и приходят в ссприкосновение с провоаочной заготовкой. Г, таком устройстве обжимной головки проволочная заготовка подвергается обжатию не сразу при входе ее в матрицы, а лишь после перемещения внутреннего шпинделя 10 в направлении рабочего движения . низма псяачи 46 заготовки. Механизм подачя заготовки 46 с силовым цилиндром 47, получив команду от управля&мого клапана 45, зажимает проволо ную заготовку и подаёт ее с заданной скс юстью для рбжатяя в головку 8. На пути своего движения механизм подачи 46 подаеу передний конец проволочной заготовки через отверстия внутреннего шпинделя 10, при этом матрины, не подвергается обжатию, так как при крайнем положении бойков 16 и матриц 17 (наибольшем сближении их к центру) остается некоторый зазор между проволочной заготовкой и матрицей. При дальнейшем движении механиэ- ма подачи 46 согласно циклограмме работы автомата через клапан 44 подает команда на механизм перемещения внутреннего шпинделя 10, представляк шего дщшндр 43, поршень которого связан с рычагом 41, выполненным в виде вилки 42, свз занной с внутренним шпинделем 1О и заставляющей его поремещаться вдоль оси влево. При движении внутреннего шпинделя 10 в осевом направлении матрицы 17, находящиеся IB . его пазу, перемещаются вертикально на велнчину1 ббЙЫ11ую зазора между зеьготовкой и матрицей. После одного обжаИ1Я бойки стремятся удалиться от центра вращения к периферии под влиявшем центробежной силы, развиваемой при вращ&« НИИ шпинделя. При перемещинии бойка к периферии матрицы расходятся и освобожцаются от сопротивления с заготовкой, которая затем подается для следующего обжатия. По окончании обжатая заготовки на тре- буемый диаметр клапан 44 подает на отводвнутреннего шпинделя 10 вправо, между матрицами 17 переместившимися вместе со шшщделем в исходное положение по отношению к бойкам 16, проволочной заготовкой обрадуется зазор, при котором последняя свободно выходит из отверстия внутреннего шпш деля 10. В момент, когда шатрвпы на. ходятся в разжатом состоянии, заготов- ка подается на необкодимую величину вдоль горизонтальной оси матрицы соглао но циклограмме работы автомата. Затем цикл повторяется. . Описанный радиально -обжимной автомат был изготовлен в лабораторной модеои и испытан. Ввидз того, что в нем ; соударяющиеся часта вьшолнены тсм1ько в виде пар боек - матрица (отсутствуют пары боек - ролик, как это имеет место в известном), уровень шума значительно снизился, поэтому также нет необходимости часто ремонтировать бойки в зоне вх контакта, с роликами. За базовый образец устройства - радиально-обжимного автомата - для выявления технико-экономической э4)фбктив- ности принята радиально-обжимиая на Копюба.кннского игольного завода (называемая по терминологии завода редуцирным автоматом модели НСТ-78-ЗОМ изготовленная Подольским механическим заводом им, М. И. Калинина). По сравнению с известным радиальi но-обжимной автомат имеет следующие преимущества. Повышенную производительность, что показывают следующие расчеты; время на выгрузку штучной заготовки и ее замену составляет 1О% от времени цикла (0,172), следоватепьч по это время составляет О,О172 мин. В предлагаемом автомате этих потерь не будет, следовательно, время цикл составит (0,172-0,0172). За счет этого производительность повышается на 10 Дополнительно повышение производитеяь2S6ности радиально-обжимного автомата определяется следуюискми обстоятельсл вами: указанный базовый автомат Колюбакинского игольного завода в течение месяца находится в ремонте по замене бойков, вышедших из строя от соударения с роликами J в обшей сложности 4 рабочих дня, следовательно фактическое время работы при 24-х дневном рабочем месяце составляет 20 дней. Считая время подачи и машинное время обработки радиально-обжимного автомата одинаковым с известным, получаем дополнительно повышение производительности за счет сокращения времени на ремонт на Мд 16,6%. Следовательно предлагаемый автомат имеет производительность на 26,6% выше.
| название | год | авторы | номер документа |
|---|---|---|---|
| РОТАЦИОННО-ОБЖИМНОЙ АВТОМАТ НЕПРЕРЫВНОГО | 1966 |
|
SU179739A1 |
| Радиально-обжимной автомат дляОбРАбОТКи дЕТАлЕй из пРОВОлОКи | 1978 |
|
SU831279A1 |
| Радиально-обжимной автомат | 1978 |
|
SU676363A1 |
| ЗАЖИМНАЯ ГОЛОВКА-МАНИПУЛЯТОР | 2005 |
|
RU2295436C2 |
| Подающее устройство к радиально-обжимной машине | 1986 |
|
SU1456275A1 |
| СПОСОБ ПРОИЗВОДСТВА ТОНКОСТЕННЫХ ТРУБ ПОВЫШЕННОЙ ТОЧНОСТИ ИЗ ЛЕГИРОВАННЫХ ДЕФОРМАЦИОННО-УПРОЧНЯЕМЫХ СПЛАВОВ НА МЕДНОЙ ОСНОВЕ | 2012 |
|
RU2539799C2 |
| ПЕРЕЛИВНОЙ-ОБРАТНЫЙ КЛАПАН | 2011 |
|
RU2466265C1 |
| Устройство для наружного хонингования пакетов поршневых колец | 1980 |
|
SU1024242A1 |
| Способ изготовления сферических шарниров | 1987 |
|
SU1466905A1 |
| Радиально-обжимная машина | 1988 |
|
SU1606251A1 |


РАДОАЛЬНОиОБЖИМНОЙ АВТОМАТ, содержащий установяеяную в корпусе с возможностью вращения от привода двухшпиидепьную обжимную г-оповку, выполненную в виде обуоалвых. Mavpam, размешенных в пазах рабочей части Bi rrpeHHero шпинделя и щшвопных бойков, смонтированных в рабочей части наружного шпинделя, механизм осевого перемешения внутреннего шпиоч деля и механик периодической подави заготовки, о т л и ч а ю ш и и с я тем, что, с попью пстышения производи тельности я снижения уровня шума, он снабжен регулщ уемым |Исгочнтсом жидкости высокого давления, а привод бо& ков ВЫПОЛНИ в виде соединенных с ис точником жидкости высокого давлштя плунжеров при этом в рабочей частя наружного шпинделя выпопншы рааНваа ные отверстия, в которые установлены указанные плунжеры, а в Kqmyce обжимной головки и в наружисвъ шпинделе :Вьшолнены каналы для периодического соединения радиальных отверстий с ио точником жидкости высокого давлЦшя и со СЛИВОМ.
-X
«7
1(6
I-Йч
1)VW
|vw
-р-
«/
Г в
1
Фиг2
л
J г
фигЗ
30
/.
33
3J
29
2h
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| РОТАЦИОННО-ОБЖИМНОЙ АВТОМАТ НЕПРЕРЫВНОГО | 0 |
|
SU179739A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
