I
Изобретение относится к области обработки металлов давлением, а именно к конструкциям подающих устройств радиально-обжимных машин.
Цель изобретения - повышение качества изделий.
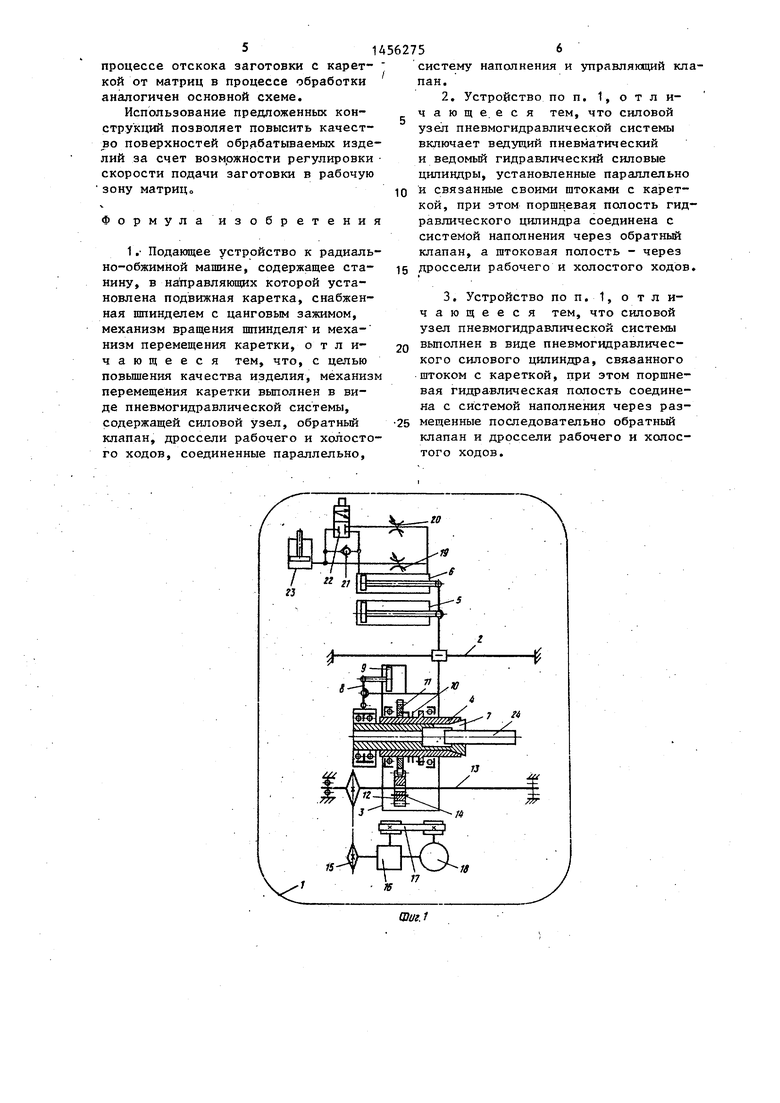
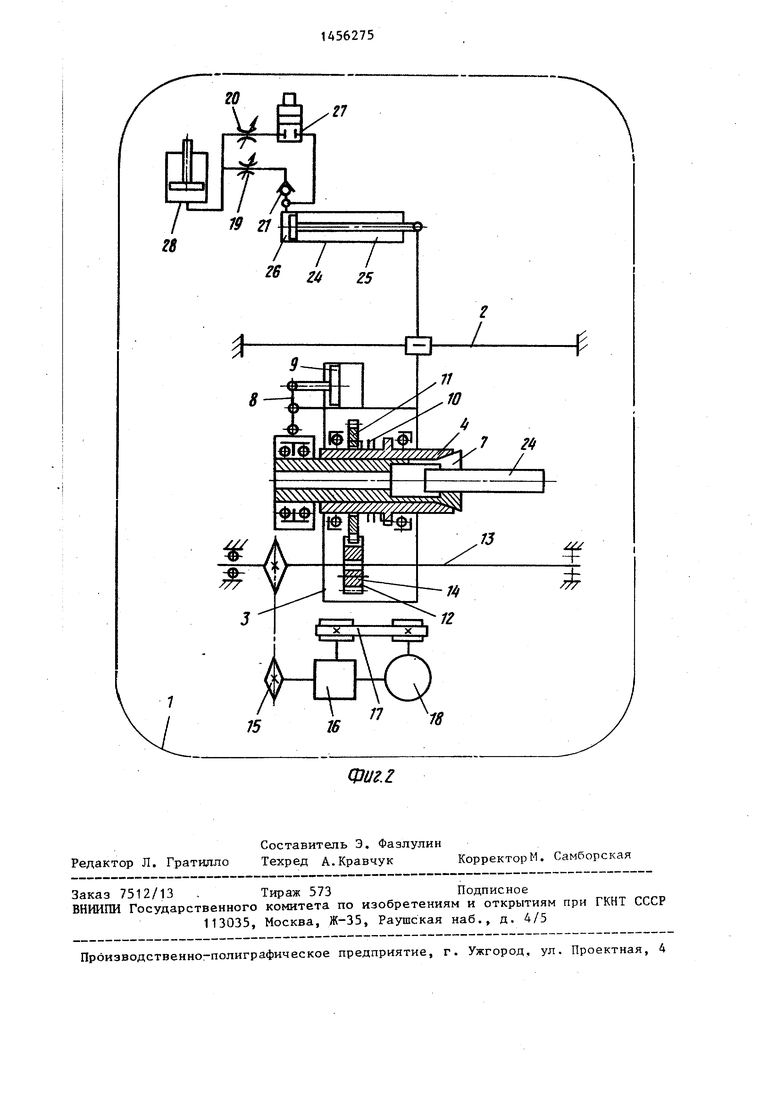
На фиг. 1 изображена кинематическая схема предлагаемого устройства, первый вариант; на фиг. 2 - то же, второй вариант.
Устройство содержит станину 1 с направляющими 2, несущими подвижную
31456275 „„
ч .г.™,«т,г.пан г чение управляющего клапана 22 на каретку 3, в смонтирован с 3. При этом жидвозможностью вращения шпиндель ч. i
соединена со штоками, усКаретка 3
тановленных параллельно ведущего пневматического 5 и ведомого гидравли ческого 6 силовых цилиндров пневмо- гидравлической системы. В шпинделе 4 смонтирован цанговый зала:м 7, соедикость из В1токовой полости перетекает в поршневую только через дроссель 19 .-5 рабочего хода и обратный клапан 21, что снижает скорость подачи заготовки до рабочей. Заготовка 28, которой сообщается вращение от механизма вра
смонтирован цанговый шпинделя, подается в рабочую ненный посредством рьтага 8 Ю „,„,„, захвата и об
зажимного пневмоцилиндра 9. Шпнидель 4 через пружину 10 кручения связан с механизмом его вращения, выполнен- ньм в виде зубчатого венца 11,. шестерни 12, установленной с возможностью осевого перемещения на валу 13 с помощью шпонки 14, цепной передачи 15, редуктора 16, клиноременной передачи 17 и электродвигателя 18. Штрковая и поршневая полости гидравлического цилиндра 6 механизма перемещения каретки через дроссель 19 рабочего и дроссель 20 холостого ходов, обратный клапан 21 и управляющий клапан 22 соединены между собой и связаны с системой наполнения в виде дополнительного гидравлического цилиндра 23, предназначенного для компенсации разности объемов в поршневой и штоковой полостях гидроцилиндра 6./ ол
По второму варианту (фиг. } механизм перемещения каретки выполнен в виде пневмогидравлического силового цилиндра 24, штоковая полость ко20
зону матриц. В момент захвата и обжима матрицами заготовка неподвижна. Вращательное движение цангового зажима 7 предотвращается за счет скручивания пружины 10, а остановка в осевом направлении - за счет демпфирующего действия воздуха в поршневой полосе пневмоцилиндра 5. При это возможность отскока заготовки с каре кой из рабочей зоны матриц предотвра щается обратным клапаном 21, который закрывается, не позволяя штоку возвращаться назад, т.е. жидкость в поршневой полости в данный момент 25 работает как жесткий упор.
После отхода матриц от заготовки 28 пружина 10.раскручивается, ускоренно поворачивая заготовку, и каре ка 3 со скоростью рабочей подачи пе -р, ремещается ведущим пневмо цилиндр ом в зоне матриц для следующего обжати при этом открьгоается обратньш клапан и жидкость через дроссель 19 ра бочего хода перетекает из штоковой полости гидроципиндра в поршневую.
о цилиндра 24, штоковая полость ко- 35 ГеГоб пе иваТГпла ная подача :.орого 25 соединена с. источником дав- -« f.
ления сжатого воздуха, а поршневая полость 26 заполнена гидравлической средой и через обратный клапан 21, дроссели 19 и 20 и управляющий кла- 40 пан 27 соединена с. системой 23 наполнения.. Устройство работает следующим образом.
Заготовку 28 устанавливают в -дан- g говый зажим 7 и зажимают путем подачи сжатого воздуха в пневмоцилиндр 9. Подачей сжатого воздуха в поршневую полость ведущего пневмоцилиндра 5 осуществляется ускоренная подача ка- ретки 3 к матрице (не показана) ра- диально-обжимной машины на холостом ходу, при этом жидкость из штоковой полости ведомого гидроцилиндра 6 перетекает в поршневую одновременно gg через -дроссели рабочего 19 и холостого 20 ходов.
Перед входом заготовки в рабочую :зону- матриц осуществляется переклю- ,
заготовки.
После окончания процесса обработ ки путем переключения управляющего клапана 22 осуществляется ускоренный отвод каретки 3 с помощью пнев- моцилиндра 5.в. исходное положение. Жидкость из поршневой полости цили ра 6 через дроссели рабочего 19 и холостого 20 ходов перетекает в шт ковую полость. Панговьм зажим 7 ра жимается пневмоцилиндром 9 и издел извлекается из зажима.
Очередной цикл осуществляется в аналогичной последовательности.
При работе устройства по втором варианту (фиг. 2) рабочий ход осуществляется под действием жидкости в поршневой полости 26 из системы наполнения, ускоренный ход в обрат ном направлении - под действием да ления сжатого воздуха в штоковой п лости 25 и дросселей рабочего 19 и холостого 20 ходов. Жесткий упор в
чение управляющего клапана 22 на 3. При этом жидi
кость из В1токовой полости перетекает; в поршневую только через дроссель 19 5 рабочего хода и обратный клапан 21, что снижает скорость подачи заготовки до рабочей. Заготовка 28, которой сообщается вращение от механизма вра шпинделя, подается в рабочую Ю „,„,„, захвата и об
шпинделя, подается в рабочую „,„,„, захвата и об
0
зону матриц. В момент захвата и обжима матрицами заготовка неподвижна. Вращательное движение цангового зажима 7 предотвращается за счет скручивания пружины 10, а остановка в осевом направлении - за счет демпфирующего действия воздуха в поршневой полосе пневмоцилиндра 5. При этом возможность отскока заготовки с кареткой из рабочей зоны матриц предотвращается обратным клапаном 21, который закрывается, не позволяя штоку возвращаться назад, т.е. жидкость в поршневой полости в данный момент 25 работает как жесткий упор.
После отхода матриц от заготовки 28 пружина 10.раскручивается, ускоренно поворачивая заготовку, и каретка 3 со скоростью рабочей подачи пе- -р, ремещается ведущим пневмо цилиндр ом в зоне матриц для следующего обжатия, при этом открьгоается обратньш клапан и жидкость через дроссель 19 ра- бочего хода перетекает из штоковой полости гидроципиндра в поршневую.
35 ГеГоб пе иваТГпла ная подача -« f.
еГоб пе иваТГпла ная подача -« f.
заготовки.
После окончания процесса обработки путем переключения управляющего клапана 22 осуществляется ускоренный отвод каретки 3 с помощью пнев- моцилиндра 5.в. исходное положение. Жидкость из поршневой полости цилиндра 6 через дроссели рабочего 19 и холостого 20 ходов перетекает в што- ковую полость. Панговьм зажим 7 разжимается пневмоцилиндром 9 и изделие извлекается из зажима.
Очередной цикл осуществляется в аналогичной последовательности.
При работе устройства по второму варианту (фиг. 2) рабочий ход осуществляется под действием жидкости в поршневой полости 26 из системы 23 наполнения, ускоренный ход в обратном направлении - под действием давления сжатого воздуха в штоковой полости 25 и дросселей рабочего 19 и холостого 20 ходов. Жесткий упор в
процессе отскока заготовки с кареткой от матриц в процессе обработки аналогичен основной схеме.
Использование предложенных конструкций позволяет повысить качество поверхностей обр гбатываемых изделий за счет возможности регулировки скорости подачи заготовки в рабочую зону матрицо
Формулаизобретения
1.- Подающее устройство к радиаль- но-обжимной машине, содержащее станину, в на правляющих которой установлена подвижная каретка, снабженная шпинделем с цанговым зажимом, механизм вращения шпинделя и меха- низм перемещения каретки, отличающееся тем, что, с целью повьш1ения качества изделия, механизм перемещения каретки выполнен в виде пневмогидравлической системы, содержащей силовой узел, обратный клапан, дроссели рабочего и холостого ходов, соединенные параллельно.
систему наполнения и управляющий клапан.
2. Устройство по п. 1, о т л и- чающе. еся тем, что силовой узел пневмогидравлической системы включает ведущий пневматический и ведомьш гидравлический силовые цилиндры, установленные параллельно и связанные своими штоками с кареткой, при этом поршневая полость гидравлического цилиндра соединена с системой наполнения через обратный клапан, а штоковая полость - через дроссели рабочего и холостого ходов.
3. Устройство по п. 1, отличающееся тем, что силовой узел пневмогидравлической системы вьшолнен в виде пневмогидравличес- кого силового цилиндра, связанного штоком с кареткой, при этом поршневая гидравлическая полость соединена с системой наполнения через раз- мещенные последовательно обратный клапан и дроссели рабочего и холостого ходов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Многопозиционный агрегатный станок | 1989 |
|
SU1779544A1 |
| Промышленный робот | 1984 |
|
SU1684019A1 |
| Пневмогидравлическое устройство защиты инстумента для глубокого сверления | 1973 |
|
SU467793A1 |
| Силовой стол | 1980 |
|
SU965713A1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ ЗАГОТОВОК | 1994 |
|
RU2105653C1 |
| Установка для формования полых оболочек (ее варианты) | 1982 |
|
SU1101312A1 |
| СПОСОБ ПРЕССОВАНИЯ И СИСТЕМА УПРАВЛЕНИЯ СИЛОВЫМ ПРИВОДОМ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2005 |
|
RU2346816C2 |
| Пневмогидравлический привод машины для сварки трением | 1986 |
|
SU1333510A1 |
| Способ работы газогидравлического цилиндра и газогидравлический цилиндр | 1990 |
|
SU1712680A1 |
| Сверлильная головка | 1979 |
|
SU918063A2 |
Изобретение относится к обработке металлов давлением и может быть использовано в подающих устройствах радияльно-обжимных машин. Цель изобретения - повьшение качества изделий. Механизм перемещения каретки, несущей в цанговом зажиме заготовку в зону обработки, выполнен в виде пнев- мо-гидравлической системы. Система включает параллельно установленные и связанные штоками с кареткой веду- пщй пневматический и гидравлический силовые цилиндры. Поршневая полость гидравлического цилиндра соединена с системой наполнения через обратный клапан. Штоковая полость соединена с той же системой через параллельные дроссели рабочего и холостого ходов. При рабочем ходе ускоренное перемещение каретки в зону обработки достигается возможностью перетек ания жидкости из штоковой в поршневую полость одновременно через дроссели рабочего и холостого ходов. В зоне обработки переключением управляющего клапана это перетекание осуществляется только через дроссель рабочего хода. В случае возникновения возможности отскока заготовки с кареткой от действия обрабатывающих матриц жидкость в поршневой полости работает как жесткий упор, закрывая обратный клапан. Каретка остается на месте и при следующем раскрытии деформирзпощих матриц без срывов и ускорений плавно перемещается вперед. Ускоренный отвод каретки в исходное положение осуществляется включением клапана в режим работы обоих дросселей. Качество обрабатываемых изделий повышается за счет возможности регулирования скорости подачи каретки, исключающей возникновение ударов каретки о матрицы, шума и вибраций. 2 з.п.ф-лы, 2 ил. i сл ел О5 tC СП
| Подающее устройство к машинам для ротационного обжатия | 1974 |
|
SU565769A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
