Изобретение относится к машиностроению и может быть использовано в станкостроении при обработке крупногабаритной детали, например станины тяжелого продольно-обрабатывающего станка, состоящей из частей стыкуемых по, длине.
Известен продольно-обрабатывающий фрезерно-расточной станок с подвижным столом, неподвижным порталом неподвижной поперечиной и перемещающейся по поперечине бабкой, состоящей из каретки с вертикально подвижным ползуном, на нижнем торце которого устанавливаются различные накладные головки, причем длина заделки направляющих ползуна на каретке равна длине максимального вылета ползуна. Направляющие поперечины и ползуны содержат основные базовые грани, сопряженные с соответствующими направляющими скольжения каретки, и противоположные им дополнительные грани, сопряженные с подпружиненными элементами качения, каждый из которых снабжен гидроцилиндром, действующим параллельно пружине lJ
Недостаткомэтого станка является низкая точность обработки поперечных вертикальных стыков, так как обработка происходит при больших вылетах ползуна. Снижение точности обработки усугубляется неравномерным износом направляющих поперечины, каретки и ползуна, интенсивность износа которых прямо пропорциональна усилию резания и длине вылета ползуна
Целью изобретения является повышение точности и производительности обработки.
Указанная цель достигается тем, что в станке, предназначенном для обработки составной крупногабаритной детали, например, станины тяжелого продольно-обрабатывающего станка, состоящей из частей, стыкуемых по длине, содержащем подвижный стол, неподвижную поперечину с верхней и нижней направляющими, установленную на поперечине бабку, состоящую из подвижной в горизонтальном направлении каретки с верхней и нижней горизонтальными и вертикальными направляющими скольжения и установленного на каретке ползуна с направляющими вертикального перемещения,.причем длина вертикальных направляющих скольжения каретки равна максимальному вылету ползуна, нижний торец которого предназначен для установки накладных
5 головок, а направляющие поперечины и ползуны имеют основные базовые грани, сопряженные с направляющими скольжения каретки и противоположные им, дополнительные грани, сопряженные с подпружиненными элементами качения, каждый из которых снабжен гидроцилиндром, действующим параллельно пружине элемента качения, горизонтальные и вертикальные
5 направляющие скольжения каретки снабжены гидроразгрузочными карманами, выполненными так, что площадь их на нижней горизонтальной направляющей и на нижней части вертикальных направляющих в два раза больше площади аналогичных карманов на верхней горизонтальной направляющей и верхней части вертикальных направляющих, а количество элементов качения, установленных в нижней части вертикальных и в зоне нижней горизонтальной направляющих каретки, также в два раза больше количества аналогичных элементов качения, установленных в верхней части вертикальных и в зоне верхней горизонтальной направляющих.
Каждый элемент качения закреплен на каретке посредством пластинчатой пружины, установленной так, что является жесткой в плоскости,параллельной сопряженной с ним дополнительной грани направляющей, и гибкой -в направлении, перпендикулярном к этой грани.
На фиг. 1 изображена компановка станка для обработки составной крупногабаритной детали, общий вид; на фиг. 2 - сечение А-А на фиг. 1,
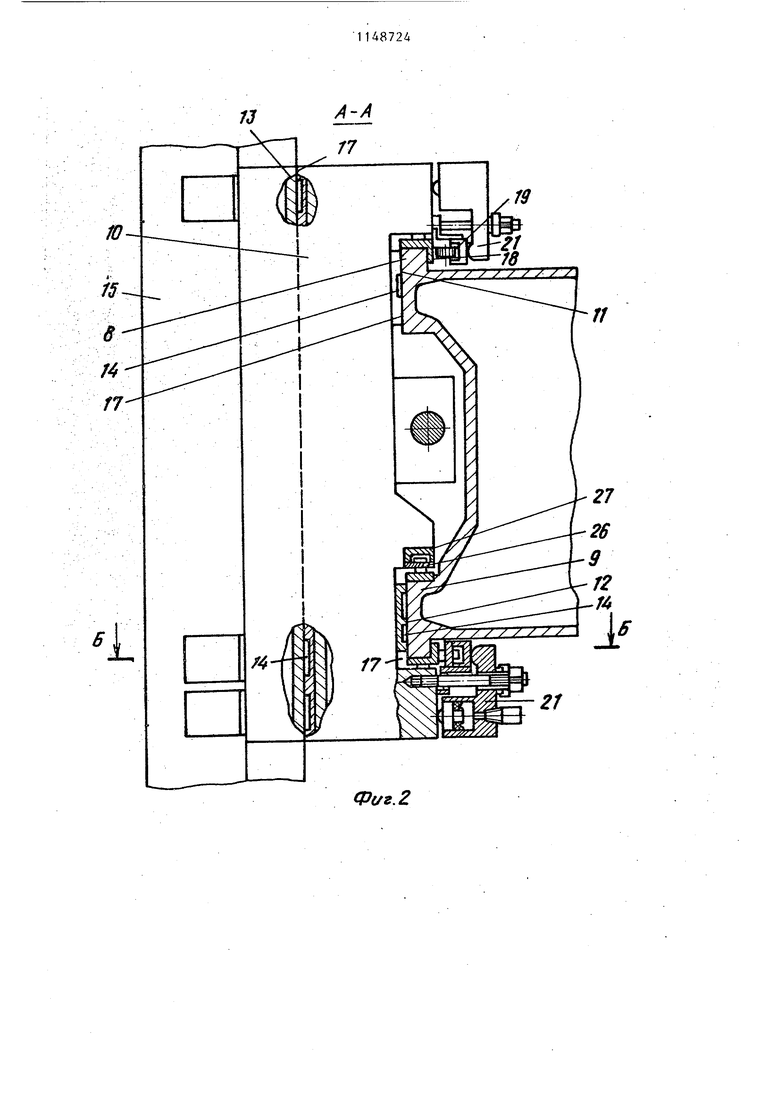
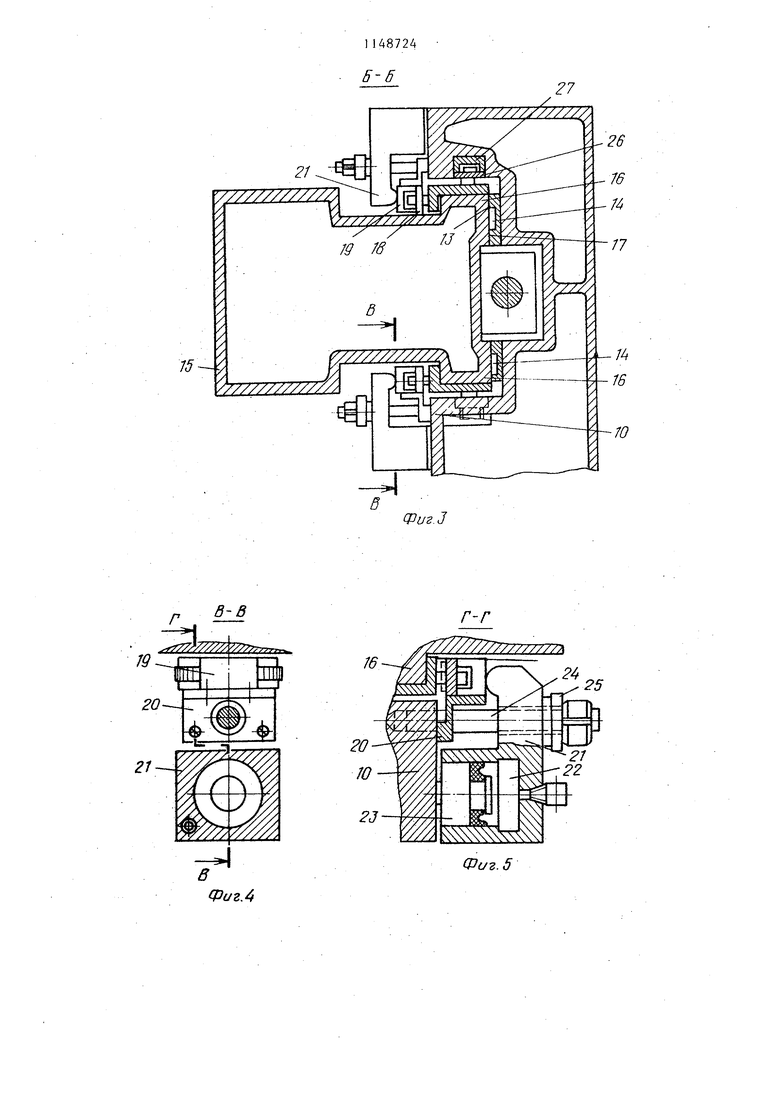
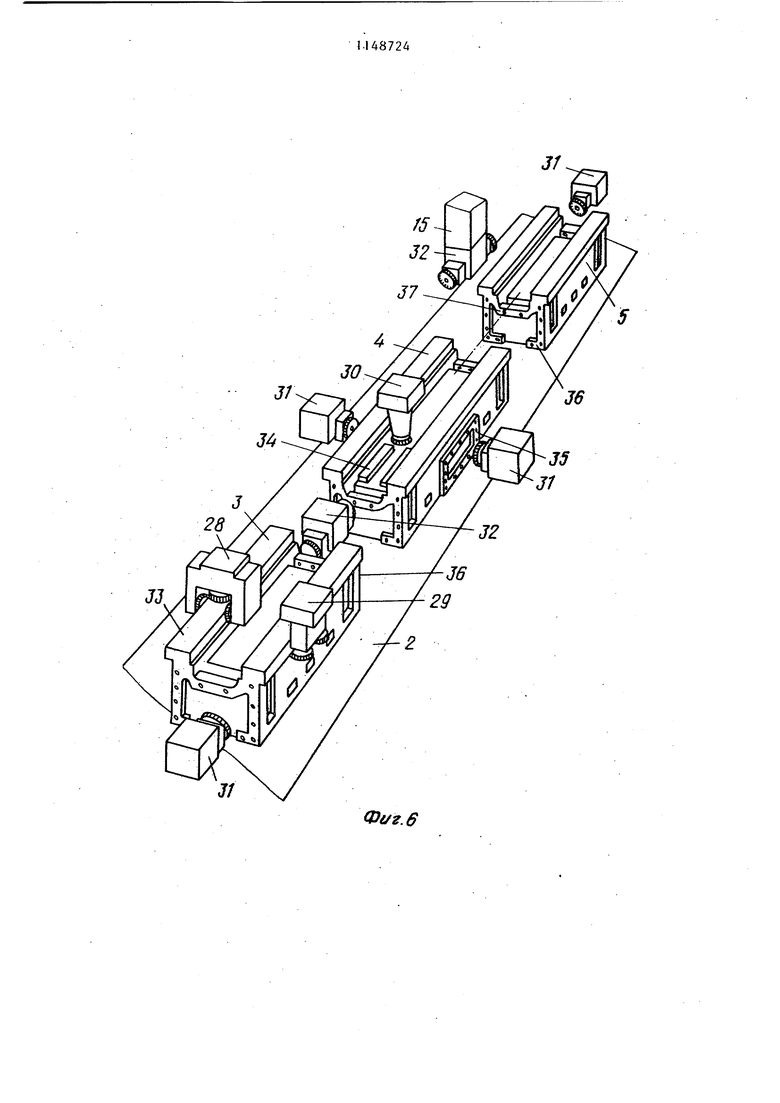
5 на фиг. 3 - сечение Б-Б на фиг. 2 на фиг. 4 - сечение В-В на фиг. 3} на фиг. 5 - сечение Г-Г на фиг. 4, на фиг. 6 - схема обработки составной крупногабаритной детали; на
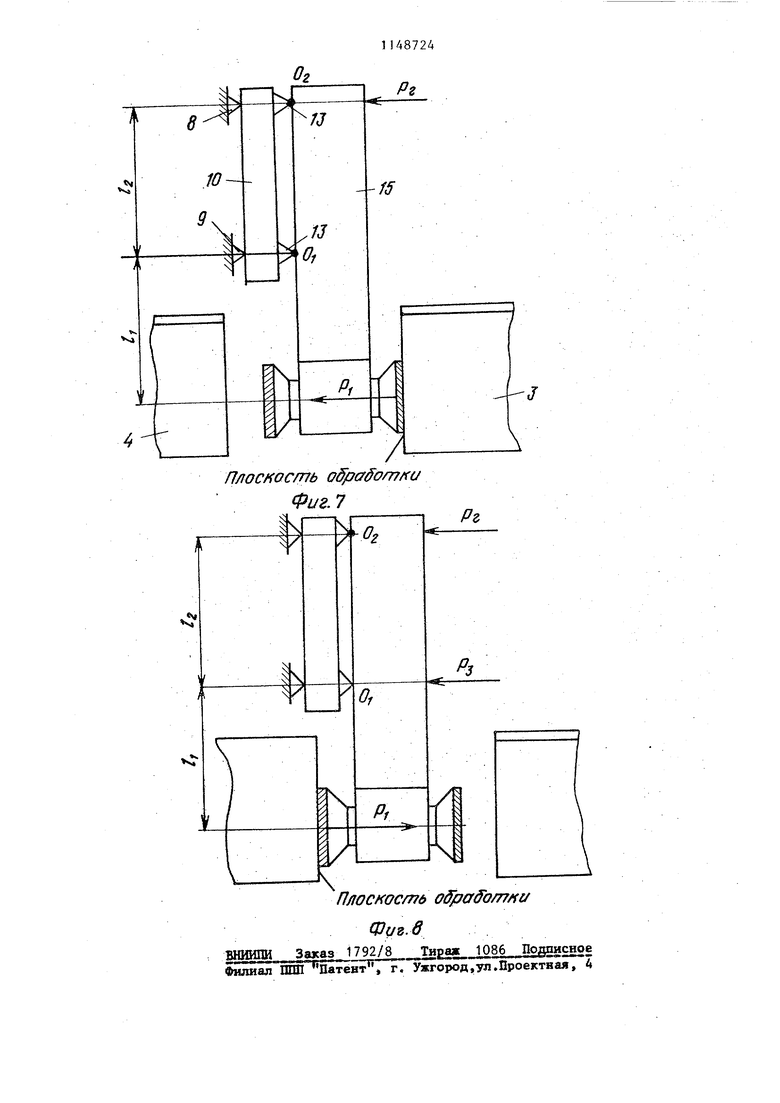
0 фиг. 7 - схема усилий, действующих на элементы станка при лобовой обработке; на фиг. 8 - схема усилий, действующих на элементы станка при тыловой обработке.
Станок содержит станину 1, стол 2, на который устанавливаются составные части 3-5 обрабатываемой 3 детали, стоек 6, жестко связанных со станиной 1, неподвижную поперечину 7 с верхней направляющей 8 и нижней направляющей 9. На направляющие 8 и 9 поперечин 7 установлена подвижная в поперечном направлении каретка 10 с верхн 11 и нижней 12 горизонтальными и вертикальными 13 направляющими ско жения, на которых выполнены гидроразгрузочные карманы 14. Площадь гидроразгрузочных карма нов 14 на нижней горизонтальной направляющей 12 каретки 10 в два раза больше, чем на верхней, а плп щадь гидроразгрузочных карманов 14 на нижней части вертикальных напра ляющих 13 каретки 10 в два раза больше, чем на верхней их части. На каретке 10 установлен с возможностью вертикального перемещения ползун 15 с направляющими 16. Длина 6 максимального вылета п зуна 15 равна длине заделки направ ляющих 16 ползуна 15 на каретке 10 Направляющие 8 и 9 поперечины 7 и направляющие 16 ползуно 15 имеют основные базовые грани 17. сопряженные с направляющими 11 и 12 скольжения каретки 10. Они восприн мают основные нагрузки, а противоположные им дополнительные грани 18, используются для поджима. С дополнительными гранями 18 находятся в сопряжении элементы 19 качения, в данном случае ролико вые опоры качения (танкетки). Каждый элемент 19 качения установлен на каретке 10 и поджат к со ответствующей грани 1В при помощи пластинчатой пружины 20, жесткой, в плоскости, параллельной сопряжен ной с ним дополнительной грани 18, направляющей и гибкой, в направлении, перпендикулярном к этой грани 18. При рабочих перемещениях элементы 19 качения поджимаются к соп ряженным граням 18 рычагами 21 гид роцилиндров 22 с плунжерами 23. Рычаги 21 удерживаются шпильками 24 через сферические шайбы 25. Регулировка опор 26 качения осуществляется при помощи клиньев 27, обеспечивающих необходимый натяг. На ползуне 15 устанавливают накладные головки 28-32. Для обработки граней 33 направляющих составных частей- 3-5 детали 24 применяют трехшпиндельные 28 и двухшпиндельные Z9 накладные голбв ки, для привалочных поверхностей 34 - головку 30. Поворотная головка 31 служит для обработки боковых и торцовых поверхностей 35 детали, а двусторонняя угловая торцовая головка 32 предназначена для обработки плоскостей 36 каждого стыка и их соосно расположенных крепежных отверстий 37. При установочных перемещениях каретка 10 поджимается к основным граням 17 направляющих поперечины, а ползун 15 - к вертикальным направляющим 13 каретки только при помощи пластинчатых пружин 20. При рабочих перемещениях каретки 10 и ползуна 15. т.е. в процессе резания в гидроцилиндры 22 рычагов 21 подается масло под давлением. Через рычаги 21 усилие передается на элементы 19 качения обеспечивая предварительный натяг в направляющих. Для уменьшения удельного давления в направляющих одновременно с подачей масла в гидроцилиндры 22 рычагов 21 масло также подается в гидроразгрузочны карманы 14. Гидроцилиндры 22 рычагов 21 и гидроразгрузочные карманы 14 управляются независимо, давление в них поддерживается в нужном сочетании, в зависимости от направления действия внешних сил. Причем благодаря тому, что площадь гидроразгрузочных карманов 14 и количество элементов 19 качения в нижней части направляющих в два раза больше, чем в верхней, удельное давление на верхних и нижних участках направляющих одинаково . Следовательно, износ этих участков будет равномерным, что повышает точность обработки. Схема иллюстрирует взаимное расположение группы, составных частей 3-5 обрабатываемой детали на столе 2 многооперационного фрезерно-расточного станка и положение режущего инструмента относительно обрабатьшаемых плоскостей детали в процессе обработки. Обработка составной крупногабаритной детали осуществляется следующим образом. Группу из составных частей 3-5 детали устанавливают в порядке их очередности на столе 2 обрабатывающего станка с промежутками между плоскостями 36 каждого стыка, достаточными для размещения головки 32. Затем выверяют взаимное расположение грани 33 направляющих, закрепляют составные части 3-5 детали и обрабатывают грани 33 направляющих и продольные поверхности 34, используя накладные головки 28-31. Обработ ку Торцовых поверхностей производят при помощи поворотной головки 31 или двусторонней головки 32. Затем, используя двустороннюю ГОЛОВКУ 32, последовательно обрабатывают плоскости 36 стыка одной части,. например 3j затем сопряженный стык 33 другой части 4 и далее таким же образом обрабатывают соосные крепежные отверстия 37 стыков 36. Двусторонняя угловая торцовая головка 32 помогает стабилизировать
2 1
Фиг.1 положение оси вращения режущего инструмента относительно координат его перемещений во время перехода обработки от одной плоскости стыка к противоположной или во время перехода от одного парного крепежного отверстия 37 к противоположному , лежащему на одной оси. Таким образом, предлагаемый станок позволяет повысить точность обработки взаимопараллельных плоскостей каждого стыка детали, его крепежных соосных отверстий и снизить общий цикл обработки за счет исключения переустановок составных частей детали с одного станка на другой, устранить ручные доводочные работы по подготовке стыков, связанные с затратой времени на выверку граней при стыковке составных частей.
Фиг.г
Б-В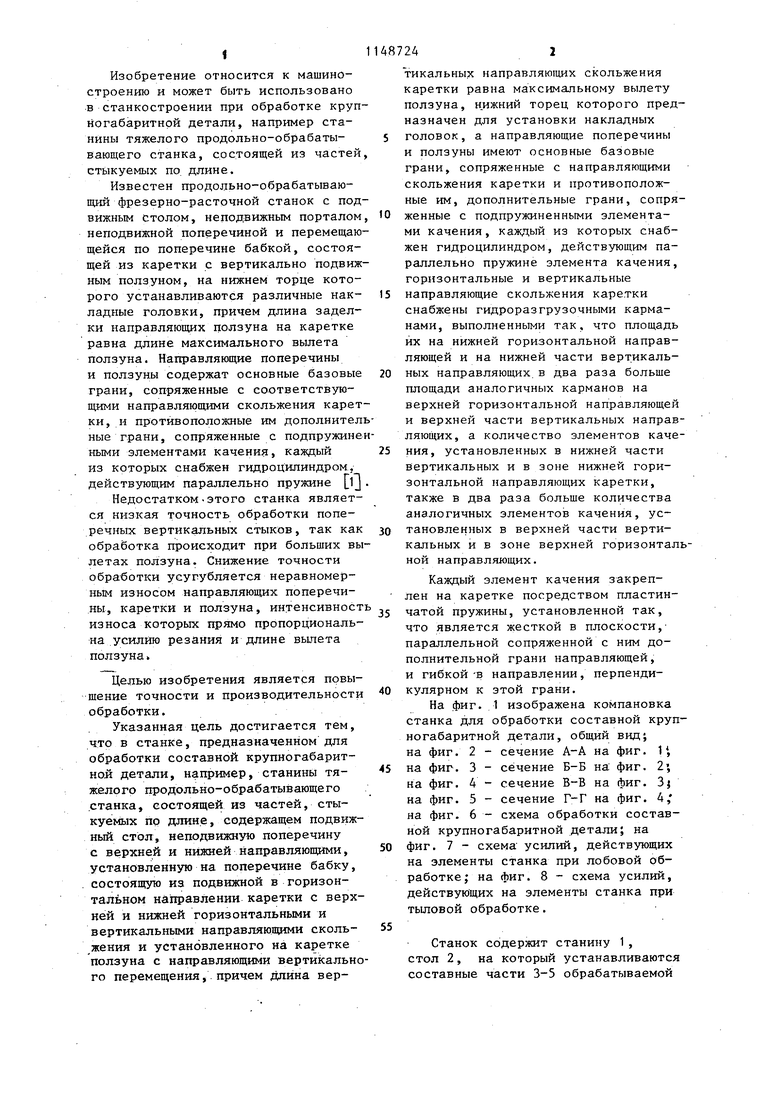


| название | год | авторы | номер документа |
|---|---|---|---|
| Многооперационный фрезерно-расточный станок портального типа | 1983 |
|
SU1151413A1 |
| НАПРАВЛЯЮЩИЕ КАЧЕНИЯ И СИСТЕМА НАПРАВЛЯЮЩИХ КАЧЕНИЯ | 2003 |
|
RU2270746C2 |
| Продольно-строгально-фрезерный станок | 1991 |
|
SU1797526A3 |
| Металлорежущий станок | 1988 |
|
SU1604517A1 |
| Многооперационный станок | 1983 |
|
SU1117181A1 |
| Продольно-строгальный станок для обработки железнодорожных рельсов | 1983 |
|
SU1135566A1 |
| Металлорежущий станок | 1982 |
|
SU1118488A1 |
| Многооперационный станок портального типа | 1989 |
|
SU1742029A1 |
| Металлорежущий станок с автоматической сменой инструментальных головок | 1987 |
|
SU1463427A1 |
| СПОСОБ ОБРАБОТКИ РАБОЧЕЙ ПОВЕРХНОСТИ ГОЛОВКИ РЕЛЬСА НА РЕЛЬСОФРЕЗЕРНОМ СТАНКЕ И РЕЛЬСОФРЕЗЕРНЫЙ СТАНОК | 2001 |
|
RU2201318C2 |
1. СТАНОК ДЛЯ ОБРАБОТКИ СОСТАВНОЙ КРУПНОГАБАРИТНОЙ ДЕТАЛИ, например станины тяжелого продольно-обрабатывающего станка, состоящей из частей, стыкуемых по длине, содержащий подвижный стол, неподвижную поперечину с верхней и нижней направляющими, установленную на поперечине бабку, состоящзпо из подвижной в горизонтальном направлении каретки с верхней и нижней горизонтальными и вертикальными направляющими скольжения и установленного на каретке ползуна с направл5йощими вертикального перемещения, причем длина вертикальных нагфавляющих скольжения каретки равна максимальному вылету ползуна, нижний торец которого предназначен для установки накладных головок, а нащ авляющие поперечины и ползуны имеют основные базовые грани, сопряженные с направляюпщми скольжения каретки и противоположные им, дополнительные грани, сопряженные с подпружиненными элементами качения, каждый из которых снабжен гидроцилиндром, действующим параллельно пружине элемента качения, о тличающийся тем, что, с целью повышения точности и производительности обработки, горизонтальные и вертикальные направляющие скольжения каретки снабжены гидро- разгрузочными карманами, выполненными так, что площадь их на нижней горизонтальной направляющей и на нижней части вертикальных направляющих в два раза больще площади аналогичных карманов на верхней горизонтальной направляющей и верх(Л ней части вертикальных направляющих, а количество элементов качения, установленных в нижней части вертикальных ив зоне нижней горизонтальной направляющих каретки, также в два раза больше количества ,аналогичных элементов качения, установленных в верхней части верти- кальных и в зоне верхней горизонтальной направляющих. 2. Станок по п. 1, отличающийся тем, что пружина элемента качения выполнена пластинчатой и установлена так, что является жесткой в плоскости, параллельной сопряженной с ним дополнительной грани направляющей, и гибкой в направлении, перпендикулярном к этой грани.
в-В
ФигЛ
г-г
Фиг. 5
Ф1/г.6
Плоскость (и Фиг. 7
Рг
f
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| Каталог | |||
| М., Станкоимпорт, 1980 | |||
