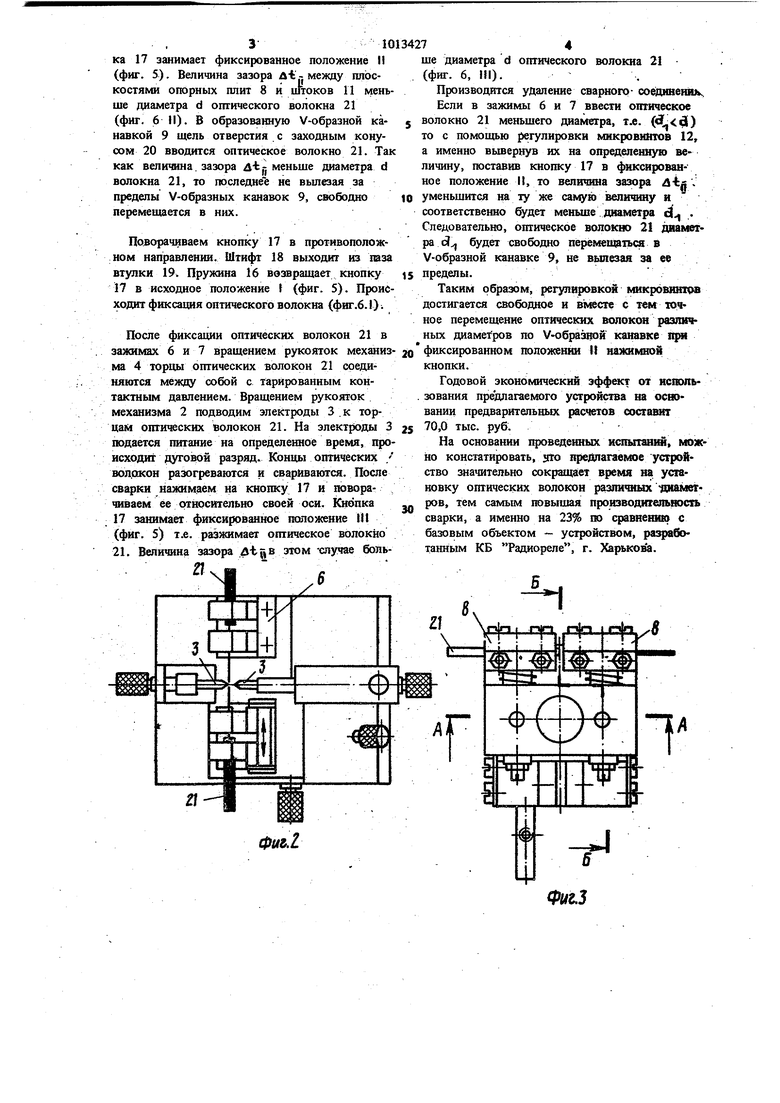
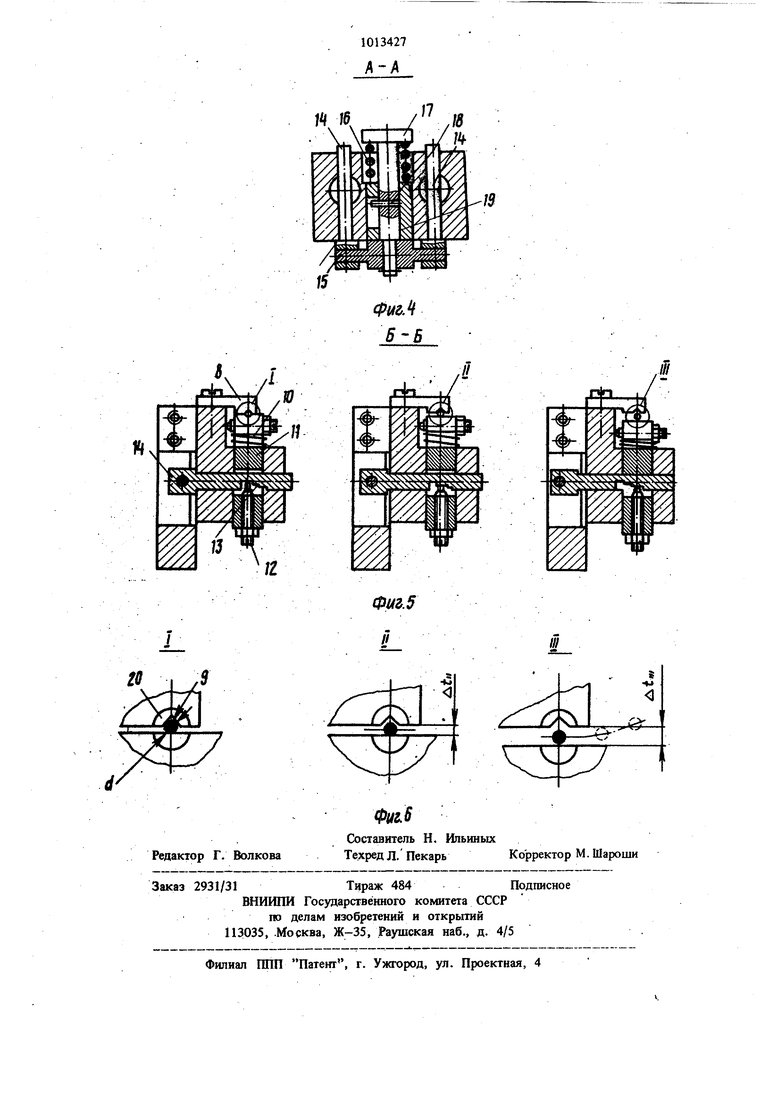
1 Изобретение относится к электротехнической и радиотехнической отрасли промьшшенности, в частности к устройствам для сращи вания оптических волокрн (световодов), и может быть использовано для ликвидацш повреждений, обнаруженных в волоконнооптических системах, а также для производства волоконно-оптических систем свдзи, при меняемых 1феимущественно при производстве аппаратуры средств связи, а также в приборостроительной и, радиоэлектронной промыш лекностях. Известно устройство для автогенного свар ного стыкового соединения оптических волокон, содержащее опорную плиту, в которой имеется V-образный шз для размещения в нем концов оптических волокон, два подвиж ных блока с крьииками и промежуточного звена также снабженных V-образными канавками, элементов для точного совмещения даух оптических волокон и устройства для назревания зоны контакта с целью сварки участков оптических волокон 1. Известно также устройство для сварки оптических волокон, содержащее приспособление для перемещения двух электродов, зажимные элементы для фиксащи оптических волокон, состоящие из двух опор, которые снабжены пазами, внутри которых установлено несколько, постоянных магнитов, изготовленных в форме щшиндров, и зажимного магнита, тсрепленного на пружинящей пластине, и приспособление для перемещения зажимных элементов 2. Недостатком данных устройств является то, что загрузка концов оптических волокон в базирующие V-образные канавки производится сверху, что не совсем удобно, и Не всегда приводит к положительному результату, так как глубина V-образных канавок довольно мала (0,06-0,1 мм). Наиболее близким по технической сущности и достигаемом результату к предлагаемому является устройство для сварки оптических волокон, включающее корпус, два электрода, механизм их перемещения, механизм перемещения подвижной каретки, соеди ненной с одним из-Двух, зажимов, выполненных из жестких опорных плит с V-образ ными канавками шдпрз жиненных щтоков и нажимных кнопок 3. Недостатком известного устройства является то, что загрузка концов оптических волокон в базирующие V-образные канавки производится сверху, а также отсутствие воз можности регулировки зазора между жесткой опорной плитой, имеющей V-образную канавку, и упругой пружиной необходимого для перемещения изолированных отических во7локон различных диаметров при определенном положении нажимной кнопки. Целью изобретения является повышение производительности за счет, сокращения времени установки волокон различных диаметров в зажимы. Поставленная цель достигается тем, что устройство для сварки оптических волокон, включающее корпус, два электрода, механизм их перемещения, механизм перемещения подвижной каретки, соединенной с одним из двух зажимов, выполненных из жестких опор-ных плит с V-образными канавками, подпружиненных щтоков и нажимных кнопок, снабжено закрепленными в нижней части щтоков регулируемыми микровинтами и копирами, нижняя поверхность которых выполнена ступенчатой формы, причем копиры соединены с нажимными кнопками и смонтированы с возможностью взаимодействия со щтоками. На фиг. 1 схематично изображено устройство, вид сбоку; на фиг. 2 - то же, вид сверху; на фиг. 3 - зажим, общий вид; на фиг. 4 - разрез А-А на фиг. 3; на фиг. 5 - разрез Б-Б на фиг. 3 (соответственно положение i, положение II, положение III; на фиг. 6 - фрагменты положений I, II, ill. Устройство состоит из корпуса 1, на котором закреплен механизм перемещения в двух взаимно перпендикулярных плоскостях 2 электродов 3. Устройство содержит механизм перемещейия в трех взаимно перпендакулярных плоскостях 4 подвижной каретки 5, а также два зижима 6, 7, закрепленных соответственно один на корпусе 1, второй на подвижной каретке 5, состоящих из жестких опорных плит 8, включающих V-образные канавки 9, под1Ч)ужиненных пружинами 10 скользящих щтоков И, в нижней части шабженных регулируемыми микровинтами 12, которые, взаимодействуют со ступенчатыми поверхностями 13 копиров 14, соединенных коромыслом 15 р подпружиненной, пружиной 16 нажимной кнопкой 17, снабженной щткфтом 18, который взаимодействует с пазами (на рисунках не показаны) втулки 19. Нижнаяя часть опорных плит 8 и верхняя часть щтоков 11 имеют общее отверстие с заходным конусом 20, в которое вводится оптическое волокно 21. Устройство работает следующим образом. Нажимаем на кнопку 17, коромысло 15, соединенное с ней, перемещает копиры 14, ступенчатые поверхности 13 которых взаимодействуя с микров}аггами 12, перемещают щтоки И. Поворачиваем кнопку 17 относительно своей оси. Штифт 18 заходит в таз (на рисунках не показан) втулки 19, кноп,310134 ка 17 занимает фиксированное положение II (фиг. 5). Величина зазора At-j между плоскостями опорных плит 8 и штоков 11 меньше диаметра d огтгического волокна 21 (фиг. 6 II). В образованную V-образной ка- 5 навкой 9 шель отверстия с заходным конусом 20 вводится оптическое волокно 21. Так как величина. зазора -fc. меньше диаметра d волокна 21, то последнее не вылезая за пределы V-образных канавок 9, свободно перемешается в них. Поворачиваем кнопку 17 в противоположиом направлении. Штифт 18 выходит из паза втулки 19. Пружина 16 возвращает кнопку 17 в исходиое положение I (фиг. 5). Происходит фиксация оптического волокна (фиг.б. I). После фиксации оптических волокон 21 в зажимах 6 и 7 вращением рукояток механиз- jo ма 4 торцы оптических волокон 21 соединяются между собой с тарированным контактным давлением. Вращением рукояток механизма 2 подводим электроды 3 .к торцам оптических волокон 21. На электроды 3 js подается питание на определенное время, происходит разряд. Концы оптических / водокои разогреваются и свариваются. После сварки нажимаем на кнопку 17 и поворачиваем ее (пйосительно своей оси. Кнопка - 17 занимает фиксированное положение 1И (фиг. 5) т.е. разжимает оптическое волокно 21. Величина зазора «fti ц в зтом-случае боль1015 74 ше диаметра d оптического волокна 21 (фиг. 6, III).. Производится удаление сварного- соеднвеиюк Если в зажимы 6 и 7 ввести оптическое волокно 21 меньшего диаметра, т.е. () то с помощью регулировки микровингов 12, а именно вывернув их на определенную величину, поставив кнопку 17 в фнксированное положение И, то величина зазюра A-tjs V уменьшится на ту же самую 1велифшу и соответственно будет меныае диаметра о( . Следовательно, оптическое волокно 21 диаметра d, будет свободно перемещаться в V-образной канавке 9, не вылезая за ее пределы. Таким образом, регулировкой мвкровикюв достигается свободное и вместе с тем точное перемещение оптических волокон различных диаметров по У-образ1юй канавке при фиксированном положении II нажимной кнопки. Годовой экономический эффект от исшльзования предлагаемого устройства на основании предварительных расчетов составит . руб. На основании проведенных испытанш, можно констатировать, sto 1федлагаемое устройство значительно сокращает время на устаковку оптических волокон разяичнюс дааметров, тем самым повышая производтельноссь сварки, а именно на 23% по cpaBHetoiK с базовым объектом - устройством, ра аботайным КБ Радиореле, г. Харькова.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для резки оптических волокон | 1983 |
|
SU1131839A1 |
| Устройство для сплавления оптических разветвителей | 1989 |
|
SU1704126A1 |
| КАРТРИДЖ ДЛЯ УСТРОЙСТВА СВАРКИ ОПТИЧЕСКИХ ВОЛОКОН | 2013 |
|
RU2538448C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОФИЛИРОВАННЫХ СТЕБЛЕЙ СВЕРЛ ОДНОСТОРОННЕГО РЕЗАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2136423C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПРОФИЛИРОВАННЫХ СТЕБЛЕЙ СВЕРЛ ОДНОСТОРОННЕГО РЕЗАНИЯ | 1997 |
|
RU2137568C1 |
| Устройство для юстировки оптических волокон | 1989 |
|
SU1765795A1 |
| Установка ультразвуковой микросварки | 2020 |
|
RU2742635C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПРОФИЛИРОВАННЫХ СТЕБЛЕЙ СВЕРЛ ОДНОСТОРОННЕГО РЕЗАНИЯ | 1997 |
|
RU2137567C1 |
| Устройство для сборки и сварки металлоконструкций | 1985 |
|
SU1286386A1 |
| Способ изготовления магнитопроводов и устройство для его осуществления | 1984 |
|
SU1216818A1 |
УСТРрЙСТЮ ДЛЯ СВАРКИ ОПТИЧЕСКИХ ЮЛОКОН, включающее корпус, wia электрода, механизм их перемещения, механизм перемещения подвижной каретки, соединенной с одним из двух зажимов, выполненный из жестких опорных гошт с - У-обрвдны ми канавками, 1ЮДщогжиненнь1Х штоков и нажимных кнопок, отличающееся, тем, что, с. целью повыщения производительности за счет сокращение времени установки волокон различных диаметров в зажим, оно снабжено закрепленными-в нижней части иггоков регулируемыми микровинтами и копирами, нижняя поверхность кото рых выполнена ступенчатой формы приздм копиры соединены с нажимными кнопками, и смонтированы с возможностью взаимодействия со штоками. . (/) С 00 4; Ю sl
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| УШНОЙ ТЕРМОМЕТР (ВАРИАНТЫ) | 2003 |
|
RU2300744C2 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| кл | |||
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
