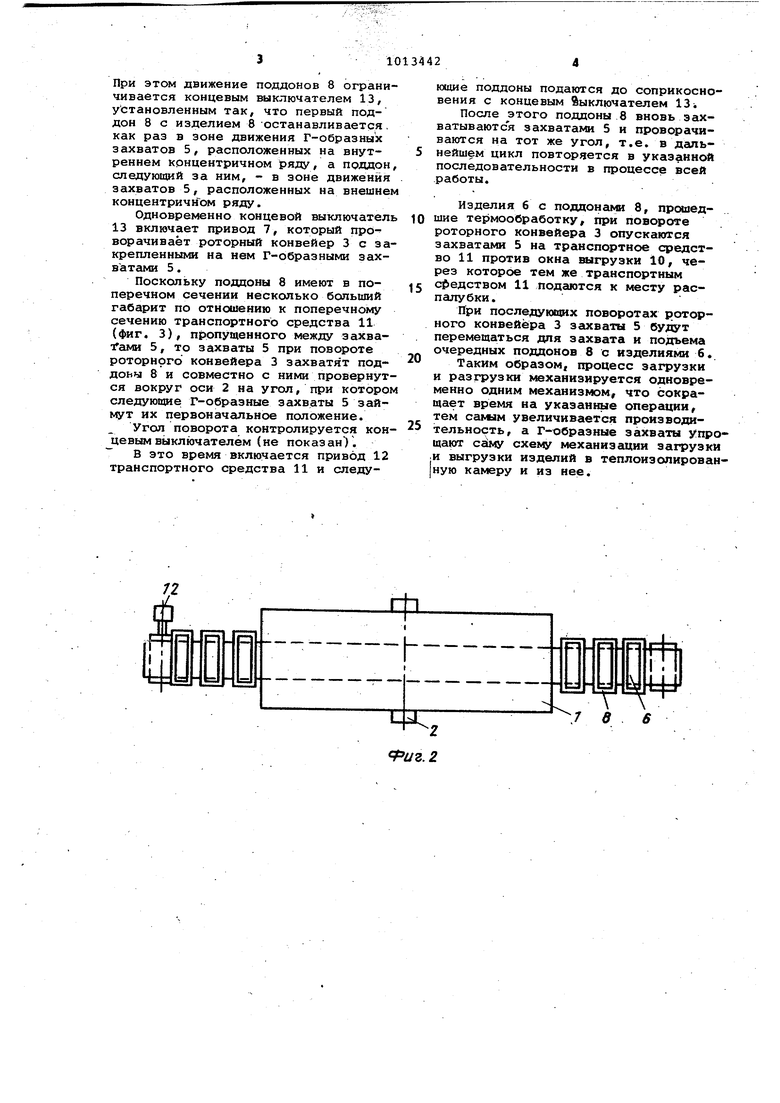
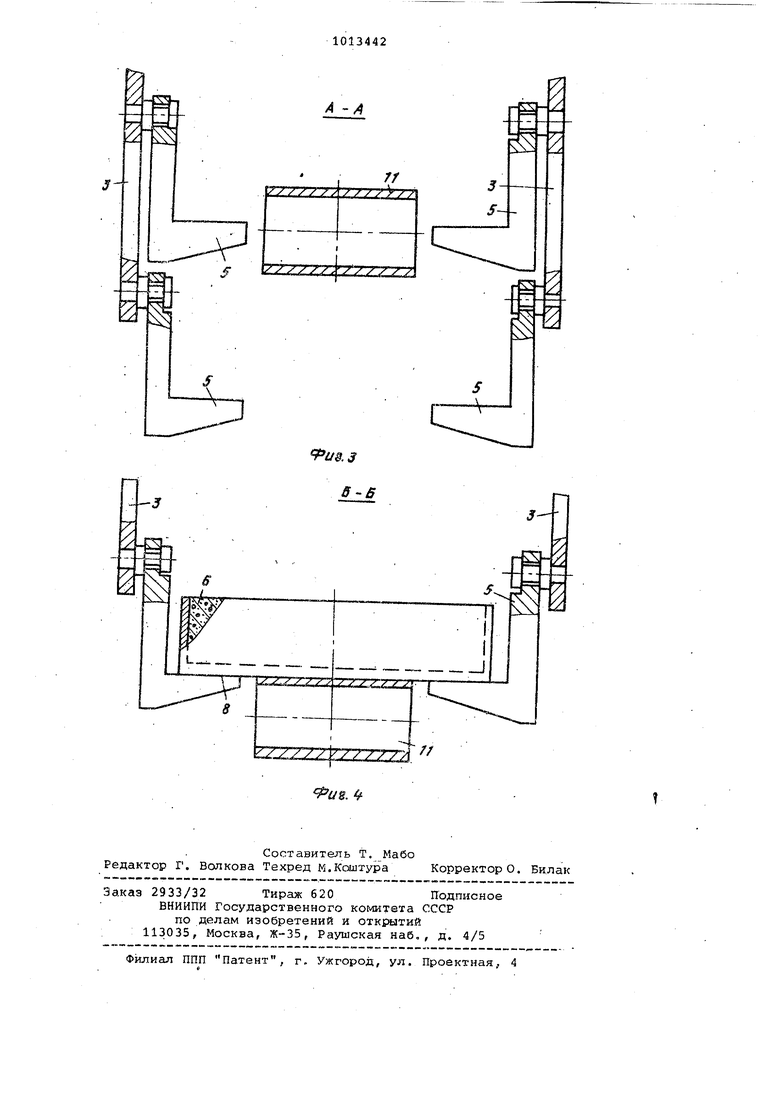
Изобретение относится к оборудов нию по тепловой обработке изделий, преимущественно из бетона и железобетона и может быть использовано на предприятиях строительной индуст рии. Известна установка для термообработки изделий, содержащая цилиндриче кую камеру с загрузочными и разгрузо ными окнами, внутри которой размещен установленный на горизонтальной оси роторный конвейер , выполненный в вид укрепленных на радиальных спицах У-образных панелей, несущих инфракрасные излучатели и образующих отсеки для кассет с изделиями 1 . Недостатком данной конструкции является отсутствие механизма загруз ки и --йлгрузки изделий, что снижает производительность установки. Наиболее близкой по технической сущности и достигаемому результату к предлагаемой является установка для термообработки изделий преимущественно из бетона и железобетона, содержащая теплоизолированную камеру с загрузочным и разгрузочным окнами и размещенный внутри камеры, установленный на горизонтальной оси роторный конвейер, на радиальных Спицах которого на различном удалении от его оси в несколько конценгричных рядов шарнирно закреплены контейнеры для изделий, причем загрузоч ные и разгрузочные окна размещены на торцовых стенках камеры на уровнях каждого концентричного ряда Г23Недостатком известной конструкции является сравнительно невысокая производительность, обусловленная необходимостью загрузки изделия в контей нер и выгрузки его из контейнера пос ле. термообработки, на что-затрачивае ся дополнительное время, а также необходимость иметь отдельные механиз1 « загрузки и выгрузки для каждого концентричного ряда контейнеров. Целью изобретения является повыше ние производительности установки. Поставленная цель достигается тем что в установке для термообработки изделий, содеря(ащая теплоизолированнук1 камеру с загрузочным и разгрузоч ным окнами и размещенный внутри камеры, установленный на горизонтальной оси роторный конвейер, на радиал ных спицах которого на различном удалении от его оси в несколько концентричных рядов шарнирно закреплены контейнеры дпя изделий, снабжена разл щенным в нижней части роторного конвейера и пропущенным через загрузочное и разгрузочное окна транспортирующим устройством, причем окна расположены в боковых стенах камеры, а каждый контейнер для изделий выполнен в виде сблокированных попарно симметричных относительно транспортирующего устройства г-образных захватов. На фиг. 1 показана установка, поперечный разрез; на фиг. 2 - то же, вид сверху на фиг. 3 - разрез А-А на фиг. 1; на фиг. 4 - разрез Б-Б на фиг. 1. Установка состоит из теплоизолированной камеры 1, внутри котррой на горизонтальной оси 2 установлен роторный конвейер 3, на радиальных . спицах 4 которого на различном удалении от оси вращения 2, например, в два концентричных ряда шарнирно закреплены контейнеры в виде расположенных попарно напротив друг друга .Г-образных захватов 5 для изделий 6. Вращение роторного конвейера 3 происходит на оси 2 при помощи привода. Загрузка изделий производится на поддонах 8 через загрузочное окно 9, а выгрузка - через.разгрузочное окно 10 при помощи транспортирующего средства 11, например приводного ленточного транспортера, пропущенного между Г-образными захватами 5 через окна 9 и 10, расположенные в нижней части теплоизолированной камеры 1 на ее боковой поверхности . Привод 12 транспортного средства 11 и привод 7 вращения роторного конвейера 3 блокированы между собой при помощи, например, концевого выключа,теля 13, установленного на пути движения поддонов 8 с изделиями б у внутреннего концентричного ряда контейнеров. Дпя обеспечения одинаковых расстояний между поддонами 8 на тран- . спортном средстве 11 установлены регулируемле упоры 14. Упоры 14 расположены на транспортном средстве 11 таким образом, что при достижении поддоном 8 концевого выключателя 13, установленного на внутреннем концентричном .ряду Г-образных захватов, очередной поддон 8 с изделием окажется между парой Г-образных захватов, расположенных на наружном концентричном ряду, т.е. расстояние между смежными поддонами 8, находящимися на движущемся транспортном средстве 11, равно расстоянию .по горизонтали между контейнерами 5 обоих рядов в момент их соприкосновения с поддонами 8. Установка работает следующим образом. Отформованные изделия б совместно с поддонами 8 устанавливаются между упорами 14 на транспортное средство 11 и подаются им при помощи привода 12 через.окно 9 теплоизолированной камеры 1 к Г образным захватам 5, расположенным на концентричных рядах роторного конвейера 3..
При этом движение поддонов 8 ограничивается концевым шлключателем 13, установленным так, что первый поддон 8 с изделием 8 останавливается, как раз в зоне движения Г-образных захватов 5, расположенных на внутреннем концентричном ряду, а поддон, следукидай за ним, - в зоне движения захватов 5, расположенных на внешнем концентричн ом ряду.
Одновременно концевой выключатель 13 включает привод 7, который про ворачиваёт роторный конвейер 3 с закрепленными на нем Г-образными захватами 5.
Поскольку поддоны 8 имеют в поперечном сечении несколько больший габарит по отношению к поперечному сечению транспортного средства 11 (фиг, 3), пропущенного между захва1ами 5, то захваты 5 при повороте роторного конвейера 3 захватят поддоьы 8 и совместно с ними провернутся вокруг оси 2 на угол, при котором следующие Г-образные захваты 5 займут их первоначальное положение.
Угол поворота контролируется концевым выключателем (не показан). В это время включается привод 12 транспортного средства 11 и следующие поддоны подаются до соприкосновения с концевым выключателем 13
После этого поддоны 8 вновь захватываются захватами 5 и проворачиваются на тот же угол, т.е. в дальнейшем цикл повторяется в указанной последовательности в процессе всей работы.
Изделия 6 с поддонами 8, прошедшие термообработку, при повороте
0 роторного конвейера 3 опускаются захватами 5 на транспортное средство 11 против окна выгрузки 10, через которое тем же транспортным 5 С1 едством 11 подаются к месту распалубки.
При последующих поворотах роторного конвейера 3 згисваты 5 будут переметаться для захвата и подъема очередных поддонов 8 с изделиями 6.
0
Таким образом, процесс загрузки и разгрузки механизируется одновременно одним механизмом, что сокращает время на указанные оперещии, тем cai«iM увеличивается производи5тельность, а Г-образные захваты упрощают сему схему механизации загрузки и выгрузки изделий в теплоизолированную камеру и из нее.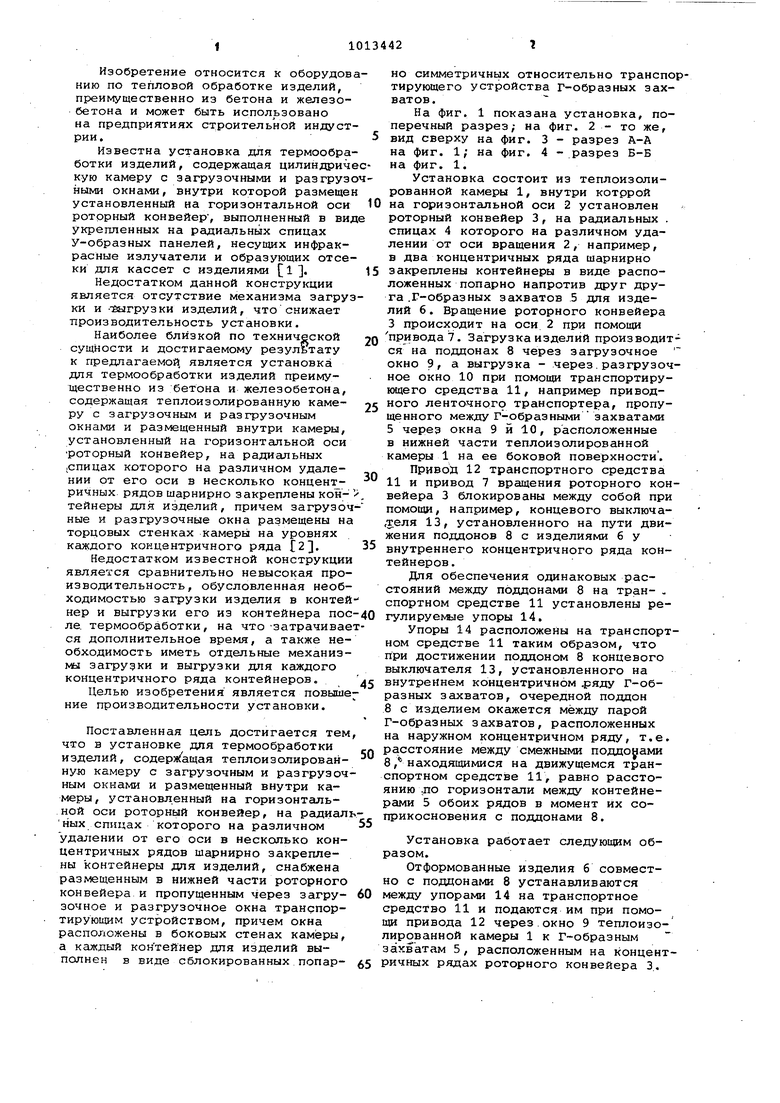
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для термообработки изделий | 1977 |
|
SU678044A1 |
| Установка для термообработки изделий | 1974 |
|
SU532731A1 |
| ПОДЪЕМНО-ТРАНСПОРТНОЕ ОБОРУДОВАНИЕ КОМПЛЕКСА ТЕРМООБРАБОТКИ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ И КАССЕТА ДЛЯ ТРАНСПОРТИРОВКИ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 2013 |
|
RU2526572C1 |
| Печь термообработки цилиндрических деталей | 1989 |
|
SU1733885A1 |
| КОНВЕЙЕРНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ МАЛЫХ ЖЕЛЕЗОБЕТОННЫХ И БЕТОННЫХ ИЗДЕЛИЙ | 1991 |
|
RU2015010C1 |
| АВТОМАТИЧЕСКАЯ ПОТОЧНАЯ ЛИНИЯ ДЛЯ ТЕРМООБРАБОТКИ ИЗДЕЛИЙ | 1989 |
|
RU2065395C1 |
| Автоматическая роторная линия для производства посадочного материала | 1988 |
|
SU1607718A2 |
| Линия растаривания и подачи цилиндрических заготовок к прессу | 1980 |
|
SU927563A1 |
| АВТОМАТИЗИРОВАННАЯ ПЕЧЬ ДЛЯ НАГРЕВА ИЗДЕЛИЙ | 1992 |
|
RU2102670C1 |
| Устройство для дезинфекции мусорных контейнеров | 1984 |
|
SU1199709A1 |
УСТАНОВКА ДЛЯ ТЕРМООБРАБОТ КИ ИЗДЕЛИЙ..преимущественно из бетона и железобетона, содержащая тепло изолированную камеру с загрузочным и разп)узочным окнами и размещенный Фиг.1 внутри камеры, установленный на го- . ризонтальной оси роторный конвейер, на радиальных спицах которого на различном удалении от его оси в несколько концентричных рядов шарнирно закреплены контейнеры для изделий, о тличающаяся тем, что, с целью повышения производительности установки., она снабжена размещенным в нижней части роторного конвейера и пропущенным через- загрузочное и разгрузочное окна транспортирующим устройством, причем окна расположены в боковых стенках камеры, а каждый контейнер для изделий выполнен в виде сблокированных попарно симметричных относительно транспортирующего I устройства Г-образных захватов.
.г
А
2
X
3 S
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Установка для термообработки изделий | 1974 |
|
SU532731A1 |
| Прибор для получения стереоскопических впечатлений от двух изображений различного масштаба | 1917 |
|
SU26A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Установка для термообработки изделий | 1977 |
|
SU678044A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
