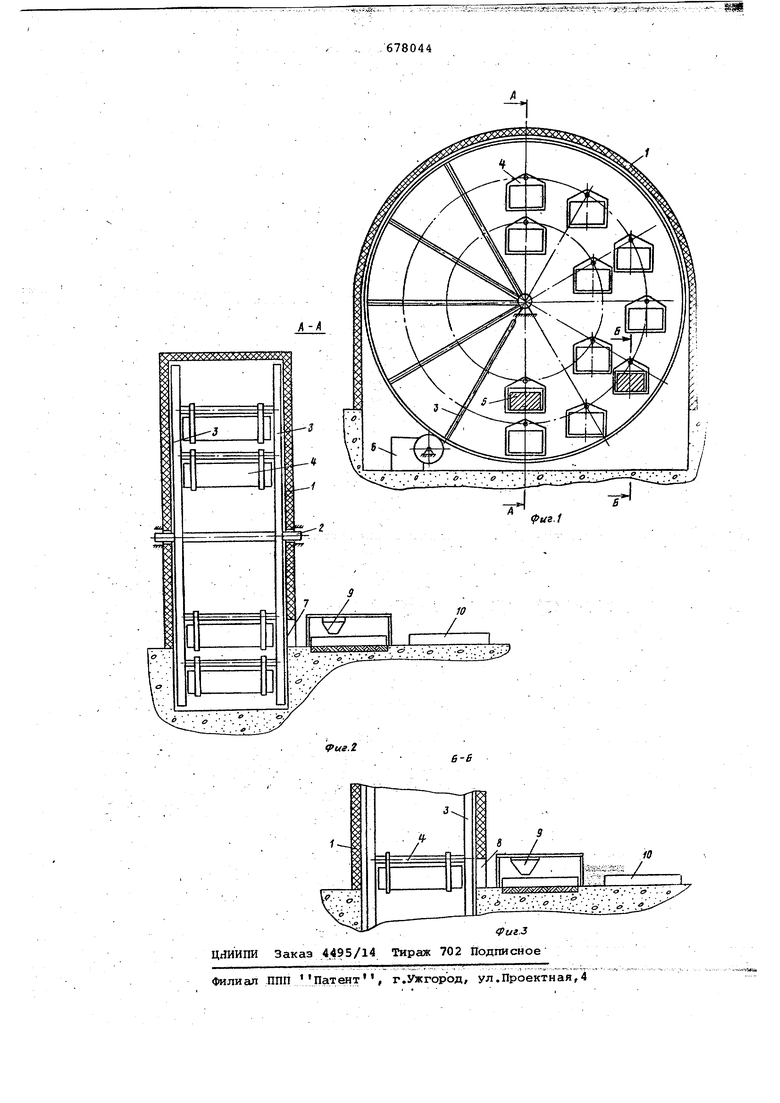
(54) УСТАНОВКА ДЛЯ ТЕРМООБРАБОТКИ ИЗДЕЛИЙ размещенный внутри камеры, установленный на горизонтальной оси- роторный конвейер, на радиальных спицах которрго шарнирно закреплены конвейе ры для изделия, поЪледнйе установлены на различном удалении от оси вращения роторного конвейера в несколько концентричных рядов,.причем, на уровне каждого ряда расположены загрузочные и разгрузочные окна. На фиг.1 показан общий вид устано кй в поперечном разрезе; нафиг.2 разрез А-А на фиг,1; на фиг. 3 разрез Б-В на фиг.1. Установка состоит теплоизолиро ванной Йамеры 1, внутри которой на горизонтальной оси 2 установлен роторный кЪ ив ей ер 3, на радиальных спи цах которого на различном удалении от оси вращения 2 в несколько концент РИЧНЫХ рядов шарнирно закреплены КОН тейнеры 4 тт «,rtor,,t е; ., для изделий 5. Вращение роторного,конвейера 3 происходит на оси 2 при помощи привода б. Загрузка И выгрузка изделий 5 производится через окна 7 (фиг.2) и 8 (фиг.З), которые находятся в торцовых стенках теплЬизолйрЬвайнрЙ камеры/причем загрузочные и разгрузочные окна размещены против каждого из Концентричных рядов контейнеров и закрываются шторками (на чертеже не показаны); ДлЯ удобства эксплуатации р компа ности оборудбВания для и§гот эвлёния железобетонных изделий пост 9 формов ки изделий и пост 10 распалубки; и чиотки формы могут быть приближены непосредственно к самой установке. Установка работает следующим o6pa3OMv :.;-.. --:: . Отформованныеизделия 5 из постов формовки 9 подаются в контейнеры 4 н соответствующие(концентричные ряды через окна 7 и 8, причем изделия, требующие проведения изотермической обработки при более высоких температурах, помещают на более удаленный , от оси вращения ряд, а изделия, требующие меньшую температуру- на более ближний ряд. После этого включают привод 6, который проворачивает роторный конвейер 3 с закрепленными на его радиальных спицах контейнерами 4 на угол, при котором следующая 1 пара контейнеров 4, расположенных на различных рядах, окажется соотsiBTCTBeHHO против загрузочныхбкон 7 и 8 и так до загрузки всех контейнеров 4. Изделия,Прошедшие термообработку, извлекают из контейнеров 4 через окна 7 и 8 и Подают на посты распалубки 10, а на их место с постов формовки 9 подают следующие отформованные изделия 5 в контейнер 4. 4 Затем включают привод б и цикл повторяется.. Возможность размещения изделий в зависимости от массы и геометрии их размеров на различных концентричных рядах роторного конвейера позволяет полностью использовать объем теплоизоляционной камеры и экономить расход энергии теплоносителя за счет того, что более горячие потоки воз-духа (пара) занимают более высокие уровни, а менее нагретые - нижние, образуя таким образом в теплоизоляционной камере данной установки для каждого концентричного ряда контейнера на нижнем уровне,- зону подогрева и охлаждения,;на верхнем - зону изотфлической выдержки. При этом н а более Удаленных от оси вр антенн я концентричных рядах,; на которых расположены изделия с большей массой, , --..«и.„ .и, .-L.-- - .f .---. -...... . , температура в зонах изотермической выдержки будет значительно выше по сравнению с температурой для рядов близлежащих к .оси. . Размещение роторного конвейера на гОрйЭр нтаЙьной оси с возможностью вращений его. в вертикальной плоско- ; сти позволяет значительно сократить плЬ цадзьзастройкцза счет того, что ширина роторного конвейера, а следовательно и теплоизоляционной камеры имеет значительно меньшие размеры по отношению к диаметру. Формула изобретения Установка для термообработки изделий, преимущественно из бетона и желеаббетона, содержащая теплоизолированнутокамеру с расположенными на ее торцовых стенках загрузочньв ш и ра-згрхзЬчнь ми окнами и размеченный внутри камеры, установленный на гЬризонтВльной оси . роторный конвейер, на радиальных спицах которого шарйирнр закреплены контейнеры для изделий, о т л и ч а. ю щ а я с я тем,что,с целью повышения производительности и q6jscпечения возможности проведения однЪвременной термообработки изделий при различных режимах, контейнеры для иэделий установлены . .-- - . . , . . . . на различном удалении от оси вращеййй конвейера, в несколько йойцентрйчных рядов, причем, на уровне каждого ряда расположены загрузочные и разгрузочные окна. Источники информации,.принятые во внимание при экспертизе 1. Авторское свидетельство СССР №282996, кл. В 28 В 17/00, 1968. 2.Авторское свидетельство СССР №532731, кл.Р 26 В 15/08, 1974

| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для термообработки изделий | 1981 |
|
SU1013442A1 |
| Установка для термообработки изделий | 1974 |
|
SU532731A1 |
| Горизонтально замкнутая конвейерная линия для вертикально формуемых строительных изделий | 1986 |
|
SU1433812A1 |
| Роторно-конвейерная линия для вертикально формуемых изделий | 1987 |
|
SU1694383A1 |
| Горизонтально-замкнутая конвейерная линия для вертикально-формуемых строительных изделий | 1983 |
|
SU1150081A1 |
| Автоматическая линия для изготовления резьбовых деталей | 1982 |
|
SU1042956A1 |
| Поточная линия для изготовления железобетонных изделий | 1976 |
|
SU701806A1 |
| КОНВЕЙЕРНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ МАЛЫХ ЖЕЛЕЗОБЕТОННЫХ И БЕТОННЫХ ИЗДЕЛИЙ | 1991 |
|
RU2015010C1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХИЗДЕЛИЙ | 1972 |
|
SU435936A1 |
| Устройство для диффузионной металлизации в среде легкоплавких жидкометаллических растворов | 2019 |
|
RU2692142C1 |