Изобретение относится к приводам подачи к машинам для стыковой сварки, содержащим гидравлические цилиндры с поршнями для осуш,ествления рабочего хода подвижной части (плиты или залшма) машины, питаемые рабочей жидкостью от гидравлического источника давления.
В известных приводах подобного типа источником давления является гидравлический насос высокой производительности, который должен обладать значительным давлением для обеспечения требуюш,ихсЯ: при осадке больших усилий.
Кроме того, привод подвижной части осуш,ествляется посредством громоздких и сложных устройств, а в процессе работы имеют место сильные удары.
Согласно изобретению, с целью упрои1ения конструкции привода и увеличения надежности его работы, а также для обеспечения безударной работы машины, в качестве источника давления применен поршневой гидравлический цилиндр, привод поршня которого осуществляется .от электродвигателя через редуктор и кулачковую передачу.
В- период оплавления источник давления подает в рабочие гидравлические цилиндры порцию жидкости, достаточную для совершения одного цикла работы машины. Для обратного .кода подвижной части машины применены поршневые пневматические цилиндры, постоянно находящиеся под действием сжатого воздуха.
Для подачи жидкости в рабочие цилиндры в период осадки в приводе применен пневмогидравлический преобразователь давления.
Для регулирования исходного пололчения подвижной части машины применен дополнительный гидравлический цилиндр с поршнем, перестанавливаемым штурвалом.
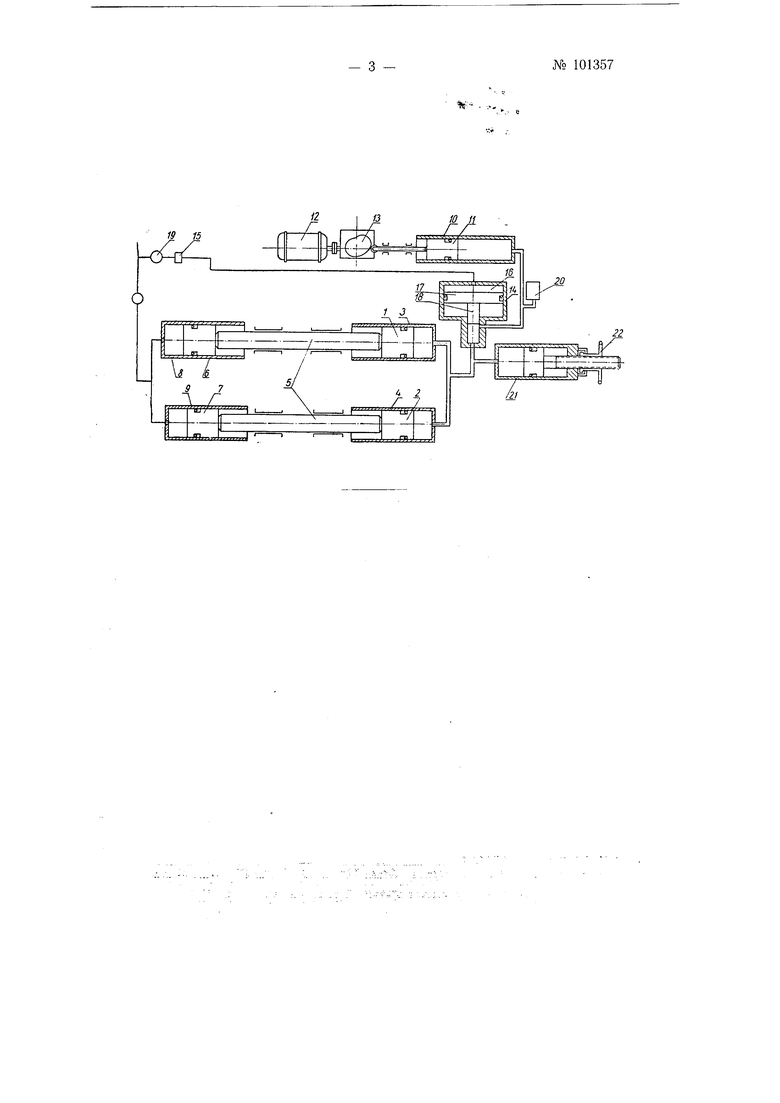
На чертеже показана принципиальная схема предложенного привода.
Рабочий ход подвижной части машины осуществляется поршнями / и 2 гидравлических цилиндров 3 и 4, упирающимися в правые (по чертежу) торцы цилиндрических направляющих 5.
Обратный ход осуществляется поршнями 6 н 7 пневматических цилиндров 8 я 9, упирающимися в левые торцы направляющих 5.
Рабочий ход при оплавлении осуществляется под действием давления масла, подаваемого из гидравлического цилиндра 10. Поршень // приводится в действие электродвигателем 12 небольшой мощности через червячный редуктор и кулачковое устройство 13. Масло подается одной
порцией, достаточной для совершения одного цикла работы машииы.
Кзлачок соответствующего профиля ,;0беспечивает треб)емую для процесса , оплавления переменную скорость перемещения подвижной части машины.
Обратное перемещение нодвижиой части при сварке с предварительным подогревом и при возвращении (после сварки) в исходное положение осуществляется путем реверсирования электродвигателя. При этом масло нз рабочих цилиндров 3 и 4 выжимается обратно в цилиндр 10 под воздействием поршней пневматических цилиндров 8 и 9.
Для подачи жидкости в рабочие цилиндры в период осадки в приводе имеется иневмогидравлический преобразователь давления 14. В определенный момент через электропневматический клапан 15 в верхнюю камеру 16 подается сжатый воздух, который перемещает вниз поршень 17 и связанный с ним гиунжер 18 гидравлической камеры. При этом плунжер перекрывает отверстие, через которое в процессе оплавления подавалось масло из иилиидра 10 в рабочие цилиндры 3 н 4. После этого создается требуемое для процесса осадки давление. Величина давления сжатого воздуха, подаваемого в верхнюю камеру пиевмогидравлического устройства, регулируется с помощью редуктора давления 19.
После окончания сварки воздух из камеры 16 выпускается и порщень 17 под воздействием поршне/) пневматических цплиндров возвращается в исходное положение. Электродвигатель начинает вращаться в обратном нанравлении и вся система возвращается в исходное юложение.
В гидравлической системе имеется реле 26.давления, которое служит .для остановки электродвигателя (или для пуска его в обратном, направлении) в случае избыто чпого давления -в системе. . .В связи с тем, что .общий ход подвижной части мащины довольно
значителен при относительно небольщом рабоче.м ходе в процессе сварки, предусмотрен дополнительный гидравлический цнлиндр 21 с порщнем, перемещаемы.м с помощью ручного щтурвала 22. Перемещением этого поршня можно устанавливать исходное положение подвижной части мапганы.
Кроме того, цнлиндр 21 используется в качестве резервуара масла, необходимого для компенсации возможной утечкн.
Предмет изобретения
1.Привод подачи к машинам для стыковой сварки, содержащий гидравлические цилиндры с порщнями для осуществления рабочего хода подвижной, части (плиты или зажима) машины, питаемые рабочей жидкостью от гидравлического источника давления, отличающийс я тем, что, с целью упрощения конструкции привода и увеличения надежности его работы, а также для обеспечения безударной работы
машины, в качестве указанного источника давления применен поршневой гидравлический цилиндр, привод поршня которого осуществляется от электродвигателя через редуктор н кулачковую передачу и который в период оплавления подает жидкость в рабочие гидравлические цилиндры одной порцией, достаточной для соверщения одного цикла работы машины, а для обратного хода подвижной части маишпы применены поршневые ппевматические цилиндры, постоянпо находящиеся под действием сжатого воздуха.
2.Привод, ио п. 1, отличающ и и с я тем, что для подачи жидкости в рабочие цилиндры в период, осадки применен пневмогидравлический преобразователь давления.
3.Привод по п. 1, отличающ и и с я тем, что для регу щрования исходного положения подв.ижной части машины применен дополнительньш- гидравлический цилиндр с порцгнем, ,перестанавливаёМь1м штурвалом.