Известна машина для стыковой электрической контактной сварки, имеющая электромеханический привод оплавления и пневмогидравлический .привод осадки, которая быть использована для сварки как черных, так и цветных металлов, но ее конструкция и громоздка; кроме того, машина может сваривать только листовой материал.
Отличительной чертой предложенной машины является то, что опа оснащена направляющей, несущей подвижной зажим, выполненной из толстостенной трубы, внутри которой соосно с ней проходит шток пневмоцилипдра, перемещающий направляющую в соосных подшипниках неподвижного зажима, и одним или несколькими пневмоцилипдрами для резкого перехода от оплавления к осадке, установленными па одной оси с цилиндром оплавления. Эти отличия уменьшают вес и габариты машины, обеспечивают высокую конечную скорость оплавления и резкий переход от оплавления к осадке.
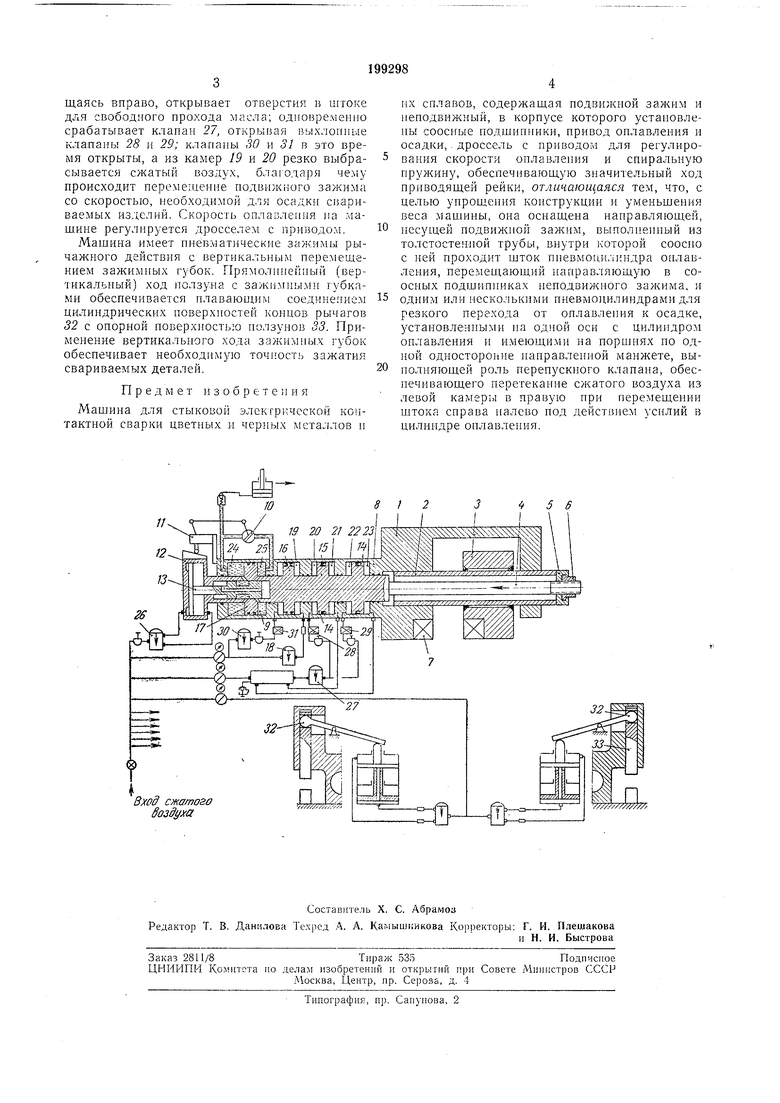
Па чертеже изображена пневмогидравлическая схема предложенной машины.
На станине машины крепится неподвижный зажим, имеющий корпус / в виде скобы. Через подшипники, закрепленные в этой скобе, проходит направляющая 2, несущая подвижной зажим 3. Шток 4 привода оплавления и осадки соединяется с трубчатой направляющей 2, посредством фланца 5 и гайки 6.
Пневматический привод оплавления и осадки, прикрепленный к корпусу 1 неподвижного зажима 7, имеет трехпоршпевой пиевматический цилиндр 8, гидравлический цилиндртормоз 9, дроссель 10 с регулятором, привод У/ к дросселю, пневматический цилиндр 12 с золотником 13 осадки. Па штоке 4 цилиндра 8 закреплены два поршня 14 цилиндров осадки с У-образными манл етами 15, направле)пыми в одну сторону, и поршень 16 привода оплавлепия с двумя манжетами. Шток 4 заканчивается поршнем 17 гидравлического цилиндра 9 тормол ения.
Пневмопривод оплавления и осадки работает по следующей схеме.
При срабатывании клапана 18 сжатый воздух подается в камеру 19 цилиндра оплавления и шток 4 с порщнями 14 и 16, связаниый с подвил иым , переместится влево.
Сл ;атый воздух, находящийся в камерах 20, 21, 22, 23 цилиндров осадки, перетекает слева направо через У-образпые манжеты 15, ке создавая сопротивления давлению привода. В это же время поршень 17 гидроцилиндра вытесняет масло из камеры 24 через дроссель 10, регулирующий скорость перемещеппя подвил ного в камеру 25.
щаясь вправо, открывает отверстия в штоке для свободного прохода масла; одновременно срабатывает клапан 27, открывая выхлопные клапаны 28 и 29; клапаны 30 и 31 в это время открыты, а из камер 19 и 20 резко выбрасывается сжатый воздух, благодаря чему происходит перемещение подвижного зажима со скоростью, необходимой для осадки свариваемых изделий. Скорость онлавлення на машине регулируется дросселем с приводом.
Машииа имеет нневматическне зажимы рычажного действия с вертикальным перемещением зажимных губок. Прямолииейньа (вертикальный) ход ползуна с заж)1мными губками обеспечивается плаваюндим соединением цилиндрических поверхностей концов рычагов 32 с опорной поверхностью ползуиов 33. Применение вертикального хода зажимных губок обеспечивает необходимую зажатия свариваемых деталей.
Предмет изобретения
Машина для стыковой элекгрической контактиой сварки цветиых и черных металлов и
их сплавов, содержашая подвил пои зажим и неподвижный, в корпусе которого установлены соосные подшипиики, привод оплавлеиия и осадки,. дроссель с приводом для регулирования скорости оплавления и спиральную нружипу, обеспечивающую значительный ход приводящей рейки, отличающаяся тем, что, с целью упрощепия конструкции и уменьщения веса машины, она оснащена ианравляющей, несущей подвижиой зажим, выполнеииый из толстостенной трубы, внутри которой соосно с ней проходит шток ппевмоги-кпшдра опотавления, перемещающий направляющую в сооспых подщипниках неподвижиого зажима, и одним или иеско.лькими иневмоцилиндрами для резкого перехода от оплавления к осадке, установле:нными на одной оси с цилиидром оплавления и имеющи.ми iia поршнях по одной односторонне направленной манжете, выполняющей роль перепускного клапана, обеспечивающего перетекаине сжатого воздуха из левой камеры в правую при перемещении штока справа палево под действием усилий в цилиндре оплавления.
| название | год | авторы | номер документа |
|---|---|---|---|
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ | 1967 |
|
SU201561A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ РЕЛЬСОВ | 1998 |
|
RU2186664C2 |
| Машина для контактной стыковой сварки оплавлением с предварительным подогревом | 1976 |
|
SU766787A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ | 1970 |
|
SU263775A1 |
| Машина для контактной стыковой сварки оплавлением с предварительным подогревом | 1990 |
|
SU1770103A1 |
| Машина для контактной стыковой сварки | 1972 |
|
SU450665A1 |
| Машина для контактной стыковой сварки | 1986 |
|
SU1324797A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ | 1971 |
|
SU308837A1 |
| Машина для контактной стыковой сварки | 1981 |
|
SU1138275A1 |
| Машина для контактной стыковой сварки оплавлением | 1983 |
|
SU1107981A1 |
ffjff сжатого воздуха
