Предметом изобретения Я1;;|яется способ холодной сиарки вязких металлов н их сплавов, осуществляемый пуансонами.
При точечпой сварке этим методом, вследствие значительного давления рабочих пуансонов на свариваемую точку, происходит )езкое продавливание листа и деформация его, нарушающая размеры узла, а часто и прочность свариваемых точек.
В предлагаемом способе эти недостатки ЗСтранены тем, что вдав.тивание рабочих пуансонов в свариваемый материал производят после или одновременно с созданием да15леиия вокруг зоны приложения рабочего давления пуансонами.
.Зажатие свариваемых деталей осупхествляют С помопияо плит пли насадок, приводимых в де1 1етвпе от механического, пневлгатического пли гидравлического устройства.
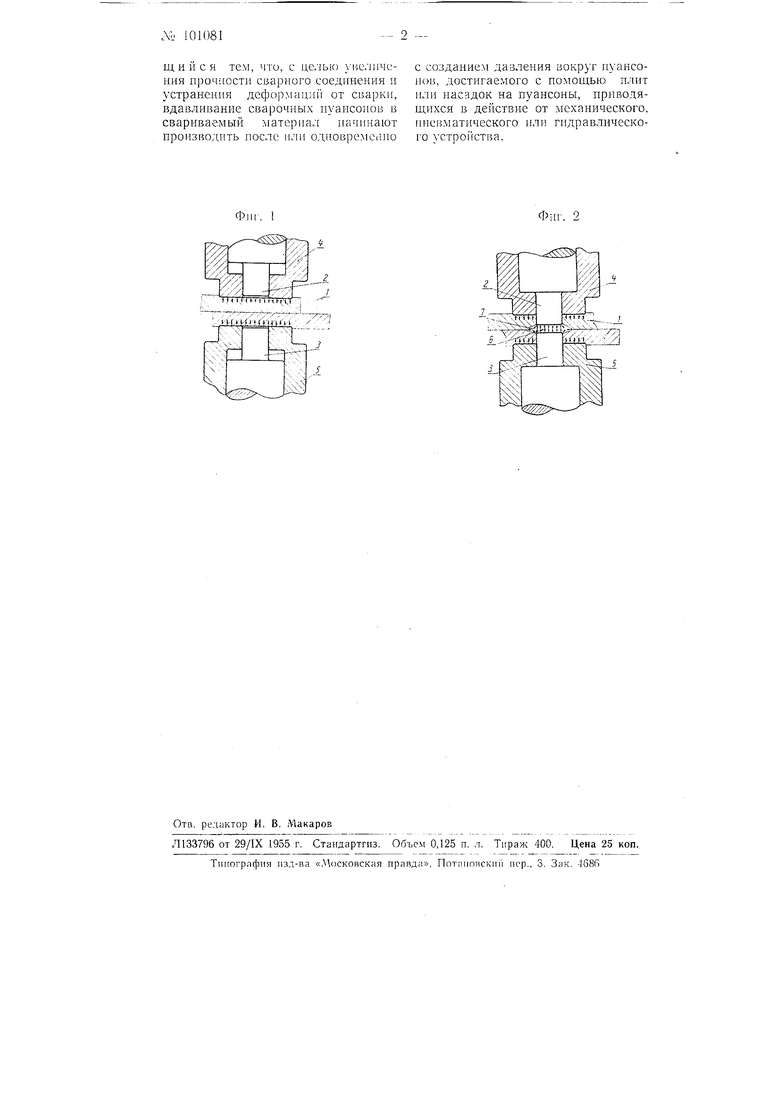
На фиг. 1 изображено зажатие свариваемых деталей до сварки; па фиг. 2 - то же в процессе сварки.
Предназначенные для сварки детали / устанавливают между рабочими пуансонами 2 и 3 сварочного устройства.
Для обеспечения увеличения прочности сварногО соедипенпя и устраие;1ия деформаци от сварки стройство спабжеио подвпжными плитами или насадками 4 и 5, кoтopы пI детали, подлежащие сварке, зажимаются г; зоне сварки. При этом зажатпе деталей осуп1ествляется перед (фиг. 1) ;дав.П1влнием рабочих пуансонов 2 и 3 Б снарпг аемые детллп пли одповременпо с этим (фиг. 2) и продолжается до око чапия сварки. Благодаря этому вызываемое в месте вдавливания п а11сона течение мета.тла прир.одиг к глубокому персмещиванию частиц ,аемых слоев не только в зоне 6 между пуансона: п1, но п ;- пекото Х)Г1 зоне 7. тасиоложеп ю { iiOKpyr пуаисопов.
J TpoiicTBa, обеспечивающие обжатие поверхности свариваемых деталей вокруг ириложеиия рабочего давления, могут быть различных ко гструкпиГ, например, с винтовым и эксцентр1п овым прпводом от П1тамповочного пресса, гидравлическим с питаппем от насоса и гпдроаккуму.тятора ii.Tri с иpи ioпe;l ie i пневмр.тичоских зажнмсв.
П р е д мет п з о б i е т е п и я
Способ холодной вязких металлов и их сплавов, с примепеппем вст :1ечпых п ансоно:, от л;
щ И н С Я тем, что, с це.1ью ур еличсния прочности сварного соединения и устранения деформации от сварки, вдавливание сварочных пуансонов в свариваемый материа; начинают производить после или одновремссига
с созданием давления вокруг пуансо11013. достигаемого с помощью плит или насадок на пуансоны, приводящихся в действие от механического, пневматического или гидравлического устройства.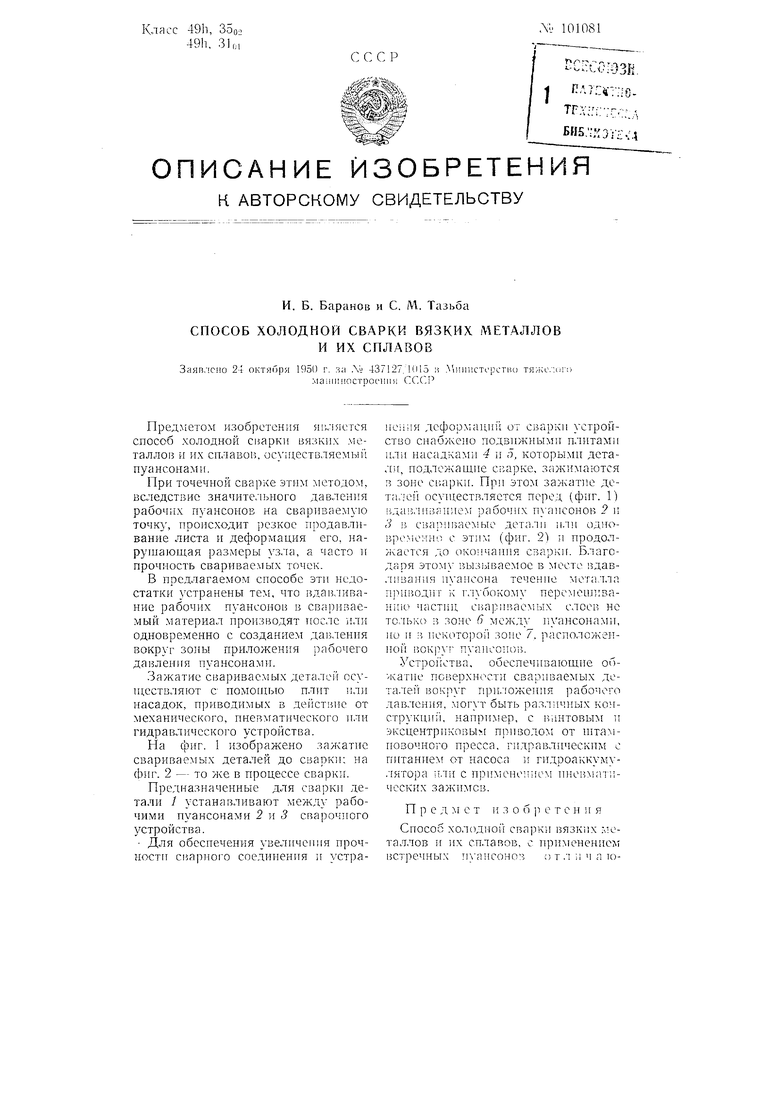
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ холодной сварки | 1954 |
|
SU98668A1 |
| Зажим для стыковых сварочных машин | 1956 |
|
SU107439A1 |
| Способ холодно точечной сварки | 1990 |
|
SU1756071A1 |
| Гидравлический привод зажима в машине для электрической стыковой сварки | 1954 |
|
SU101142A1 |
| УСТРОЙСТВО ДЛЯ ХОЛОДНОЙ СВАРКИ ДАВЛЕНИЕМ | 2005 |
|
RU2305617C2 |
| Многоэлектродная контактная машина для точечной сварки плоских арматурных конструкций | 1954 |
|
SU100484A1 |
| Привод подачи к машинам для стыковой сварки | 1954 |
|
SU101357A1 |
| Способ холодной сварки металлов внахлестку | 1977 |
|
SU763052A1 |
| Способ холодной сварки металлов внахлестку | 1981 |
|
SU1004048A1 |
| Способ холодной точечной сварки | 1988 |
|
SU1613279A1 |