. Изобретение относится к машиностроению, в частности к вспомогателным устройствам, предназначенным дл подачи смазочно-охлаждающей жидкости (СОЖ) к инструменту на круглошлифовальных, бесцентрово-шлифовальных и т.п. станках.
Известно устройство для подачи смазочно-охлаждающей жидкости, преитмущественно на круглошлифовальных станках, содержащее защитный кожух шлифовального круга, установленное на направляющих, расположенных в кожухе, сопло с окном, обращенным к образующей шлифовального круга, и узел подачи сопла по мере износа шлифовального круга 1.
Недостатком известного устройств является значительная сложность его конструкции, особенно узла подачи сопла-исвязанных с ним элементов гидравлики. Содержащиеся в известном устройстве гидродвигатель, золотник, винтовые и копирные механизма значительно усложняют конструкцию и, как следствие, снижают надежность работы устройства.
Цель изобретения - упрощение конструкции, а также повышение надежности работы устройства.
Указанная цель достигается тем, что в устройстве дня подачи смазочно-охлаждающей жидкости, содержащем защитный кожух шлифовального круга, установленное на направляющих, расположенных в кожухе, сопло с окном, обращённым к образующей шлифовального круга, и уЗел подачи сопла по мере износа шлифовального круга, направляющие установлены в параллельно плоскости, проходящей через ось шлифовального круга и середину окна в сопле, а узел подачи сопла выполнен в виде пластины, установленной на сопле под углом относительно нормали к направляющим, равным половине угла между направляющими и направлением перемещения шлифовального круга, и регулируемог упора, -установленного на неподвижной части станка с возможностью взаимодействия с упомянутой пластиной, при этом сопло установлено в направляюищх с возможностью самоторможения.
I . .
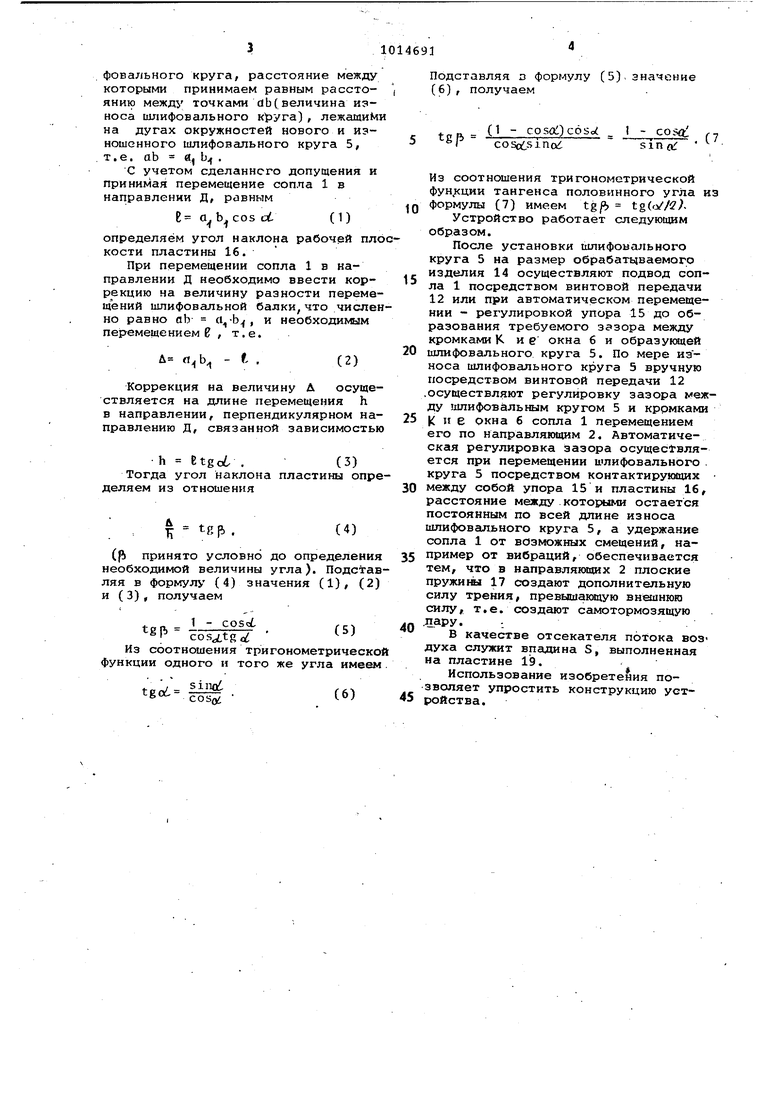
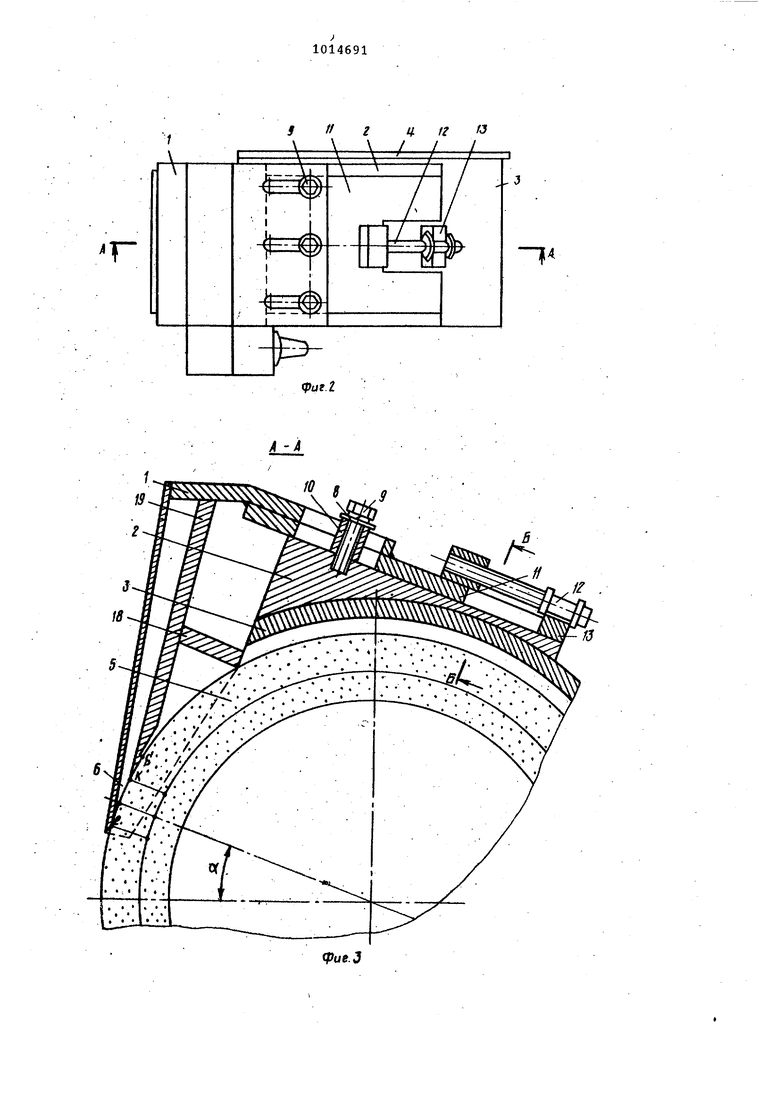
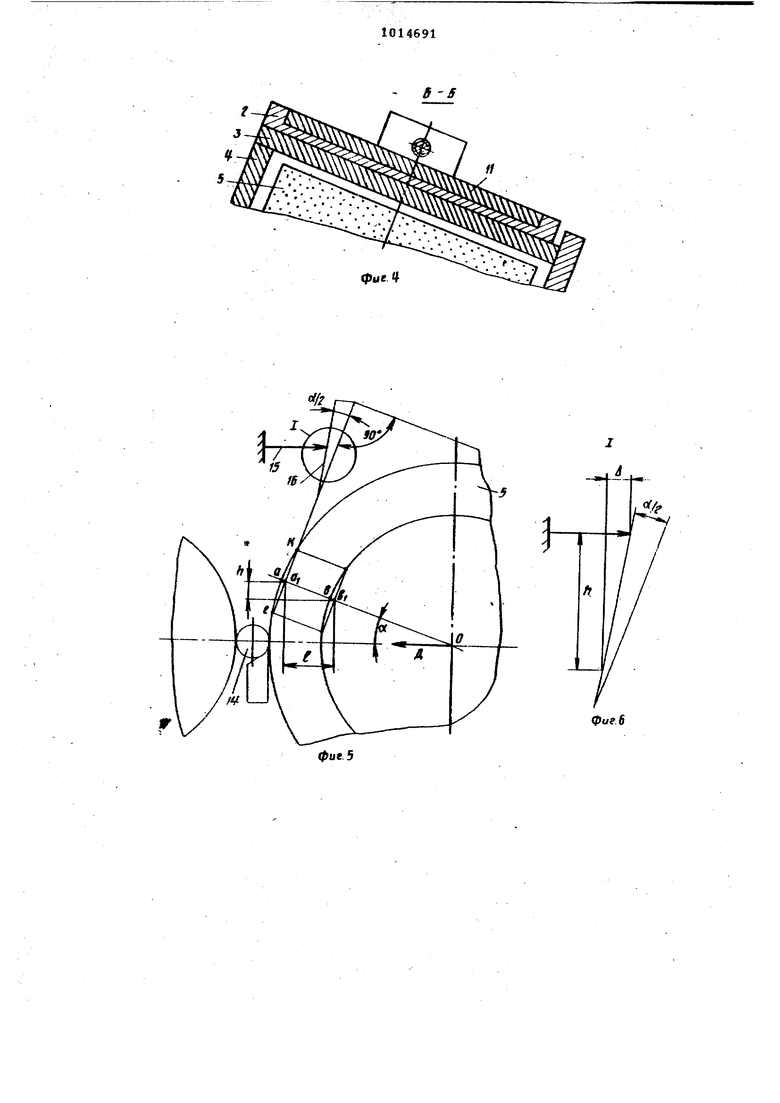
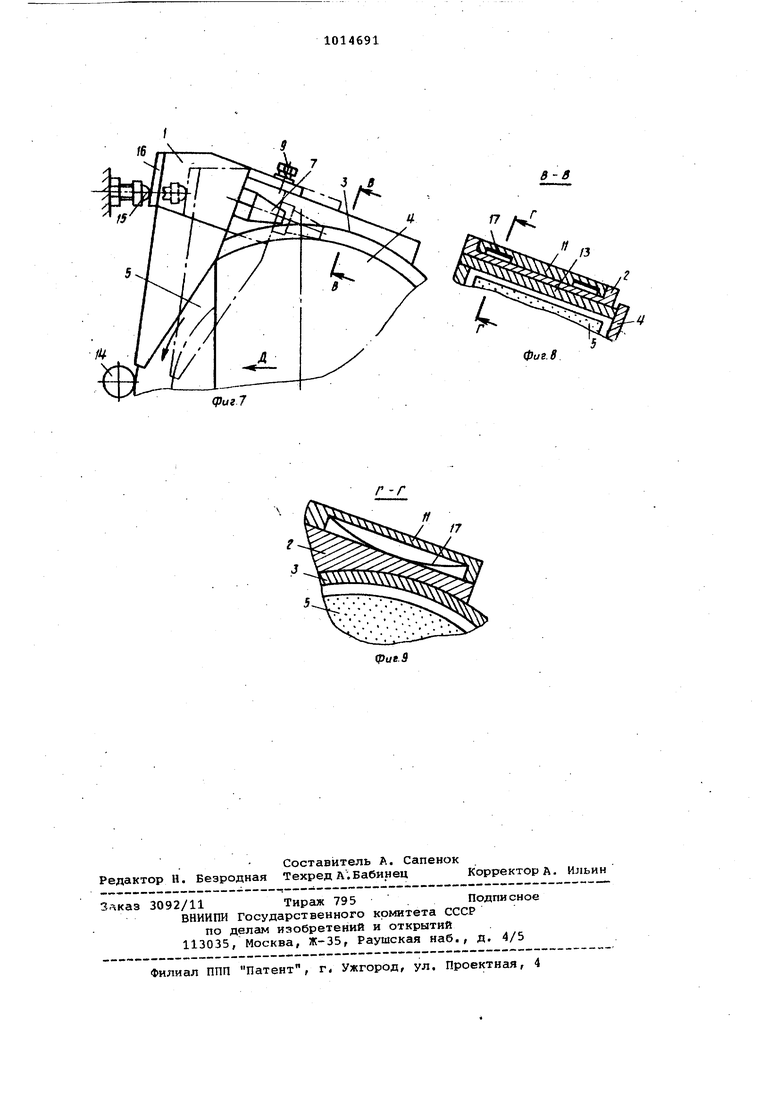
На фиг. 1 показано устройство, общий вид на фиг. 2 - то же, вид .сверху} на фиг. 3 - сечение А-А на фиг. 2j на фиг. 4 - сечение Б-В на фиг. 3f на фиг; 5 - схема для расчета угла наклона пластины на фиг. 6 - элемент I на фиг. 5 на фиг. 7 схема взаимодействия пластины с упором и автоматического перемещения сопла по мере износа-круга на фиг. 8 - сечение В-В на фиг. 7; на фиг. 9 - сечение Г-Г на фиг. И.
Устройство для подачи СОЖ на крутлошлифовальном станке содержит сопло 1, установленное с возможностью перемещения по направляющим 2, расположенным, на цилиндрической
части 3 защитного кожуха 4, шлифовального круга 5. Сопло 1 выполнено с окном 6, обращенным к шлифовальному кругу 5 и имеет штуцер 7 для подвода СОЖ. Крепление-сопла 1 на
0 направляющих 2 выполнено с возможностью его перемещения за счет гарантированного зазора между шайбами 8, закрепленными винтами 9 и втулками 10, Hi планкой 11 сопла 1.
5 Для осуществления ручного перемещения применена винтовая передача 12, установленная на кронштейне 13, закрепленном на направлякяцих 2, Для осуществления автоматического перемеQ щения сопла 1 по мере износа шлифовального круга 5 на нем и на неподвижном относительно обрабатываемого изделия 14 узле ус-гановлены контактирующие между собой упор 15-и пластина 16. Упор. 15 установлен с расположением оси его перпендикулярно оси шлифовального круга 5, а пластина 16 так, что ее рабочая плоскость расположена параллельно оси шлифовального круга 5 и относительно нормали
к прямолинейной направляющей 2 под
углом oi/2/ равным половине угла наклона направляющих 2 к направлению Д перемещения шлифовального круга 5, В этом случае сопло 1 установлено на
5 направляющих с возможностью самоторможения за счет плоской пружины 17,
Сопло 1 снабжено пластиной 18, скрепленной с утолщенной стенкой 19, обращенной к шлифовальному кругу 5,
0 которая воспринимает удары осколков разорвавшегося шлифовального круга 5, защищая рабочего от возможных травм.
Расположение рабочей плоскости пластины 16 под углом , равным
5 половине угла « наклона направляющих 2 к направлению перемещения Д шлифовального круга 5, вызвано тем, что при износе шлифовального круга 5 на величину а в перемещение сопла 1 по
Q направлению 2 в направлении Д перемещения шлифовального круга 5 составит величину Б..
Влияние изменения кривизны шлифовального круга 5, связанное с
5 уменьшением его диаметра из-за износа на величину перемещения сопла 1, незначительно и равно около О,3 мм при изменении диаметра круга в пределах, например, от 400 мм до 280мм.
0 в связи с этим и с целью упрощения рас- чета угла наклона пластины 16 вводим (фиг. 5) точки о и Ь, лежащие на пересечении радиуса, проведенного из центра О под углом об с хор5 дамй нового и изношенного шлифовального круга, расстояние между которыми принимаем равным расстоянию между точками аЬ(величина износа шлифовального круга), лежащим на дугах окружностей нового и изношенного шлифовального круга 5, т.е. аЬ й Ц .
С учетом сделанного допущения и принижая перемещение сопла 1 в направлении Д, равным
(1)
Е d.
определяем угол наклона рабочей плоскости пластины 16.
При перемещении сопла 1 в направлении Д необходимо ввести коррекцию на величину разности перемещений шлифовальной балки,что численно равно аЬ- (Ц-Ь , и необходимым пер емещением 8 , т.е.
«.
(2)
А ,
Коррекция на величину Д осуществляется на длине перемещения h в направлении, перпендикулярном направлению Д, связанной зависимостью
h Etgo6 .(3)
Тогда угол наклона пластины определяем из отношения
tgp.
(4)
(fi принято условно до определения необходимой величины угла). Подставляя в формулу (4) значения (1), (2) и (3), получаем
tgrb I-- «Sc6
(5) 1 ее
Из соотношения тригонометрической функции одного и того же угла имеем.
si
(6) - cosoi
Подставляя D формулу (5). значение (6), получаем
cosg;
(1 - cosopcosc
(7. cosoisinai
SinftT
Из соотношения тригонометрической тангенса половинного угла из формулы (7) имеем tg| tgCfV/ A Устройство работает следующим образом.
После установки шлифоиального круга 5 на размер обрабатываемого изделия 14 осуществляют подвод сопла 1 посредством винтовой передачи 12 или при автоматическом перемещении - регулировкой уПора 15 до образования требуемого зазора между кромками К и е окна б и образуквдей шлифовсшьного круга 5. По мере иэноса шлифовального круга 5 вручную посредством винтовой передачи 12 .осуществляют регулировку зазора между шлифовальным кругом 5 и кррмками
|i и е окна 6 сопла 1 перемещением его по направляющим 2. Автоматическая регулировка зазора осуществляется при перемещении шлифовального . круга 5 посредством контактирующих
между собой упора 15 и пластины 16, расстояние между.которыми остается постоянным по всей длине износа шлифовального круга 5, а удержание сопла 1 от возможных смещений, например от вибраций, обеспечивается тем, что в направлякяцих 2 плоские пружиил 17 создают дополнительную силу трения, превышаквдую внешнюю силу, т.е. создают самотормозящую .пару. В качестве отсекателя потока воздуха служит впадина S, выполненная на пластине 19.
Использование изобретения позволяет упростить конструкцию устройства.
Т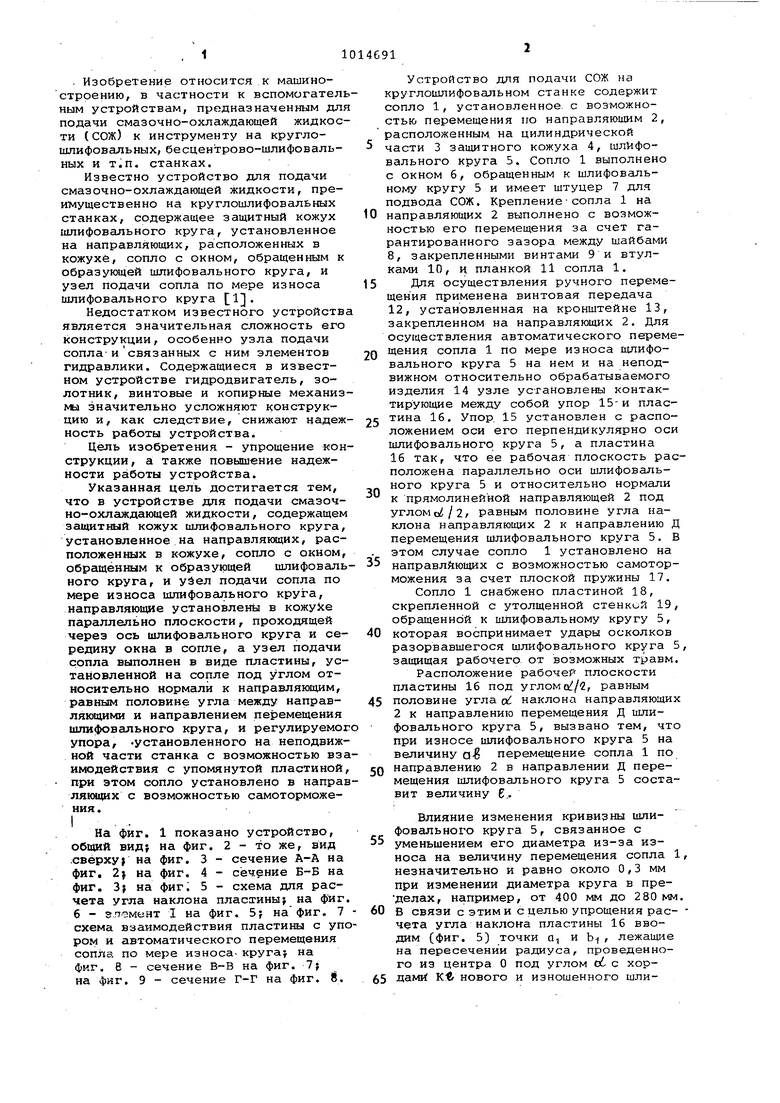
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ | 1992 |
|
RU2036777C1 |
| ЗАГРУЗОЧНО-РАЗГРУЗОЧНОЕ УСТРОЙСТВО | 1997 |
|
RU2113334C1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ ПРИ ПЛОСКОМ ПЕРИФЕРИЙНОМ ШЛИФОВАНИИ | 2014 |
|
RU2579325C1 |
| Устройство для шлифования | 1980 |
|
SU876399A2 |
| Устройство подачи смазочно-охлаждающей жидкости при плоском шлифовании периферией круга | 2019 |
|
RU2708485C1 |
| СПОСОБ ШЛИФОВАНИЯ ПЕРИФЕРИЕЙ КРУГА | 2011 |
|
RU2468905C2 |
| Устройство для подачи смазочно-охлаждающей жидкости к шлифовальному кругу | 1983 |
|
SU1168394A1 |
| СПОСОБ ШЛИФОВАНИЯ ЦЕНТРОВЫХ ОТВЕРСТИЙ НА УСТРОЙСТВЕ ДЛЯ ВНУТРЕННЕГО ШЛИФОВАНИЯ | 2007 |
|
RU2353500C2 |
| СПОСОБ УСТАНОВКИ ОПРАВКИ С ЗАГОТОВКОЙ НА ЦЕНТРЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2203777C2 |
| Устройство для шлифования | 1981 |
|
SU1013242A1 |
УСТРОЙСТВО ДЛЯ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮОЩЙ ЖИДКОСТИ, преимущественно на кругл&шлифрвальных станках, содержащее защитгалй кржух шлифовального круга, установленное на направляющих, расположенных в кожухе, сопло с окном, обращенным к образующей шлифовального круга, и узел подачи сопла по мере износа шлифовального круга, отличающее с я тем, что, с целью упрощения конструкции и повышени; надежности, направляющие установлены в кожухе параллельно плоскости, проходящей через ось шлифовального круга и середину окна в сопле, а узел подачи сопла выполнен в виде пластины, установленной на.сопле под углом относительно нормали к направляющим, равным половине угла между направлякхцими и направлением перемещения, шлифовального круга, и регулируемого упора, установленного на неподвижной , части станка с возможностью взаимо- j действия с упомянутой пластиной, при этом сопло установлено на направлян щих с возможностью самотормол ения. . 
фиг б
17
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для шлифования | 1980 |
|
SU876399A2 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
