Изобретение относится к области перезтки пластмасс и может быть использовано для изготовления длинномерных полых изделий с резьбой в машиностроении, химической промышленности.
Известна литьевая форма для изготовления полых полимерных изделий, содержаш,ая подвижную и неподвижную полуформы, плиту съема и знак, расположенный вдоль оси литьевой машины 1J.
Недостатком данной формы является невозможность изготовления длинномерных изделий, так как по мере увеличения длины изделия возрастают габаритный размер формы и требуемая величина хода раскрытия литьевой формы вдоль оси машины,.что ограничено паспортными хО.анными литьевой машины.
Наиболее близкой к изобретению по технической сушности и достигаемому результату является литьевая форма для изготовления длинномерных полых полимерных изделий, содержашая подвижную и неподвижную полуформы, траверсу, в которой установлен с возможностью враш.ения ходовой винт, поперечную планку с укрепленными на ней тягами, сталкиваюш,ую планку, снабженную трубчатыми толкателями, рычажный механизм, соединенный с полуформами и поперечной планкой, и зн-аки, размешенные на траверсе концентрично трубчатым толкате.;1ям.
Известная литьевая форма обеспечивает изготовление длинномерных полых изделий и надежное их сталкивание при небольшом ходе раскрытия в осевом направлении литьевой машины за счет того, что знак расположен перпендикулярно продольной оси машины и сталкивание изделий осуществляется в плоскости разъема полуформ при встречном движении знака и сталкиваюш,ей планки 2.
Недостаток известной литьевой формы состоит в ее ограниченных технологически-х возможностях, поскольку она не обеспечивает изготовление изделий с внутренней резьбой, так как знак установлен неподвижно, а ходовой винт и знак установлены в одном и том же элементе - траверсе. Установка знака с возможностью врашения в данной литьевой форме также не обеспечила бы возможность формования изделий с внутренней резьбой, поскольку поперечная и сталкивающая планки жестко соединены между собой с помощью тяг, в результате чего требуется строгое согласование скорости перемещения поперечной, а значит и сталкивающей планок вниз со скоростью вращения знака. Для осуществления такого согласования необходимо довольно точное и сложное редуцирование вращения от ходового винта к знаку, что в данных условиях (одна
ступень передачи, малые-габариты) практически неосуществимо.
Цель изобретения - расширение технологических возможностей литьевой формы путем обеспечения изготовления изделия с внутренней резьбой.
Цель достигается тем, что литьевая форма для изготовления длинномерных полимерных изделий, содержашая подвижную и неподвижную, полуформы, траверсу,
0 в которой установлен .с возможностью вращения ходовой винт, поперечную планку с укрепленными на ней тягами, сталкивающую планку, снабженную трубчатыми то.ткателями, рычажный механизм, шарнирно
5 соединенный с полуформами и поперечной планкой, и знаки, размещенные на траверсе концентрично трубчатым толкателям, каждый знак выполнен с резьбовым участком и установлен с возможностью вращения при помощи зубчатой передачи в виде закрепленного на знаке зубчатого колеса и щестерни, смонтированной на ходовом винте, причем каждый знак и трубчатый толкатель подвижно связаны резьбовым соединением с щагом и направлением винтовой линии
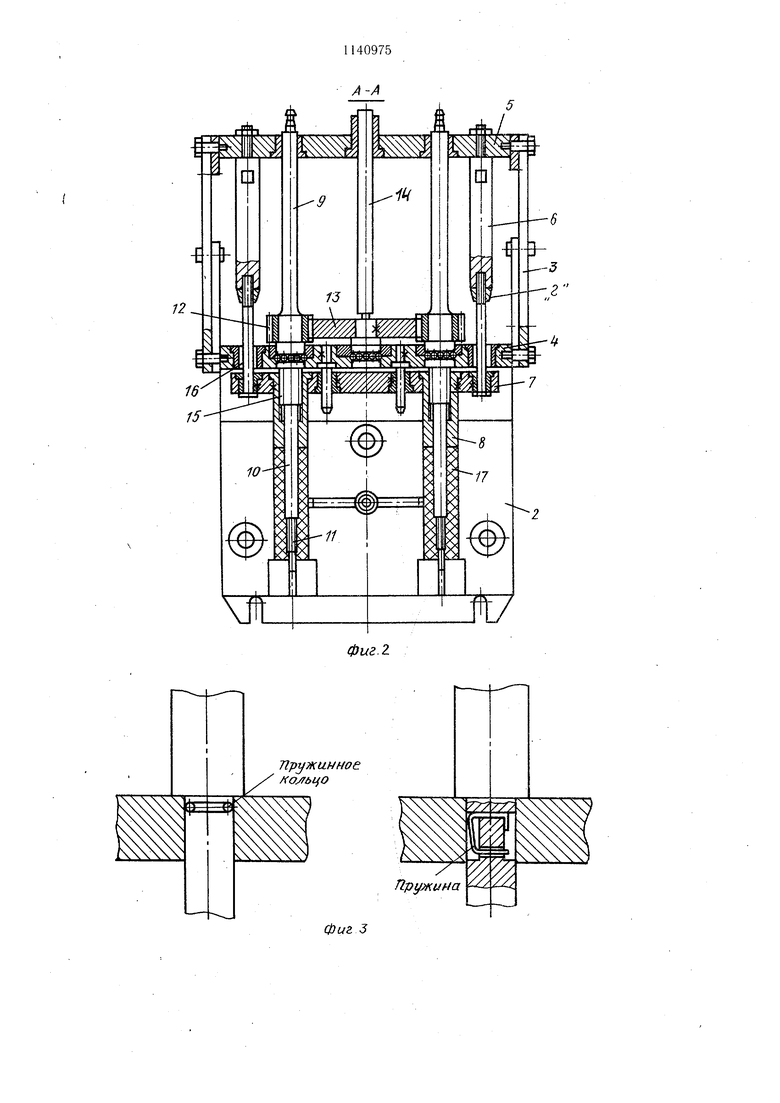
5 резьбы, соответствующими параметрам резьбового участка знака, а тяги выполнены ступенчатыми и смонтированы с воз.можностью перемещения ступенями меньшего диаметра относительно сталкивающей планки и с возможностью взаимодействия выступа.ми ступеней большего диаметра со сталкивающей планкой для их совместного перемещения. На фиг. 1 показана литьевая форма, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - конструкция узла соединения тяги со сталкивающей планкой; на фиг. 4 а, бив-- схема перемещения ступенчатой тяги и сталкивающей планки.
Литьевая форма для изготовления полых длинномерных полимерных изделий, содержит подвижную 1 и неподвижную 2 полу0 формы, рычажный механизм 3, щарнирно соединенный с полуформами 1 и 2, с траверсой 4 и поперечной планкой 5, соединенной укрепленными на ней ступенчатыми тягами 6 со сталкивающей планкой 7, в которой установлены трубчатые толкатели 8. На траверсе 4 размещены концентрично трубчатым толкателям 8 знаки 9 с формообразующими цилиндрическими 10 и резьбовыми 11 участками, установленные с возможностью вращения посредством зубчатой
0 передачи в виде закрепленного на каждом знаке 9 зубчатого колеса 12 и шестерни 13, смонтированной на ходовом винте 14, установленном на траверсе 4 с возможностью вращения и взаимодействующем с поперечной планкой 5. Каждый знак 9 и трубчатый толкатель 8 подвижно связаны резьбовым соединением 15 с щагом и направлением
винтовой линии резьбы, соответствующими параметрам резьбового участка 11 знака 9.
яги 6 смонтированы с возможностью перемещения ступенями меньшего диаметра относительно сталкивающей планки 7 и с возможностью взаимодействия выступами «г ступеней большего диаметра со сталкивающей планкой 7 для их совместного перемещения. В траверсе 4 выполнены отверстия 16 для свободного прохода (с зазором) ступени больщего диаметра тяги 6, а в сталкивающей планке 7 - отверстия для ступени меньщего диаметра, причем каждое отверстие для .ступени меньшего диаметра должно обеспечить отсутствие самопроизвольного опускания сталкивающей планки 7 под действием собственного веса и в то же время возможность относительного тгеремещения
при приложении нагрузки. Это условие обеспечит наличие-в соединении пере.ходной посадки или установки фрикционной защелки, например такой, как на фиг. 3, где тяга 6 показана в нижнем положении.
Литьевая форма работает следующим образом.
После впрыска расплава термопласта и соответствующей технологической выдержки под давлением литьевую форму раскрывают. При этом подвижная полуформа 1 приводит в движение рычажный механизм 3, пере.мещающий поперечную планку 5 вниз, приводя во вращение ходовой винт 14, который с помощью 1иестерни 13 и зубчатого колеса 12 передает вращение знаку 9. Трубчатые толкатели 8 благодаря резьбовому соединению 15 перемещаются относительно знака 9 и пере.мещают вниз сталкивающую планку 7 и изделие 17. После того, как сталкивающая планка 7 переместилась на величину, равную длине резьбового участка 11, трубчатые толкатели 8 выходят из зацепления с резьбовы.м соединением 15 знаков 9, а каждая ступенчатая тяга 6, пройдя ступенью большего диаметра через отверстия 6 в траверсе 4, упирается выступом «г в сталкивающую планку 7, при этом ступень меньшего диаметра ступенчатой тяги 6 располагается внутри отверстия в сталкивающей планке 7. Далее происходит снятие изделия 17 с цилиндрического участка 10 знака 9, при этом знак 9 враидается вхолостую, а перемещение поперечной планки 5 передается через ступенчатую тягу 6, сталкивающую планку 7 и трубчатый толкатель 8 непосред
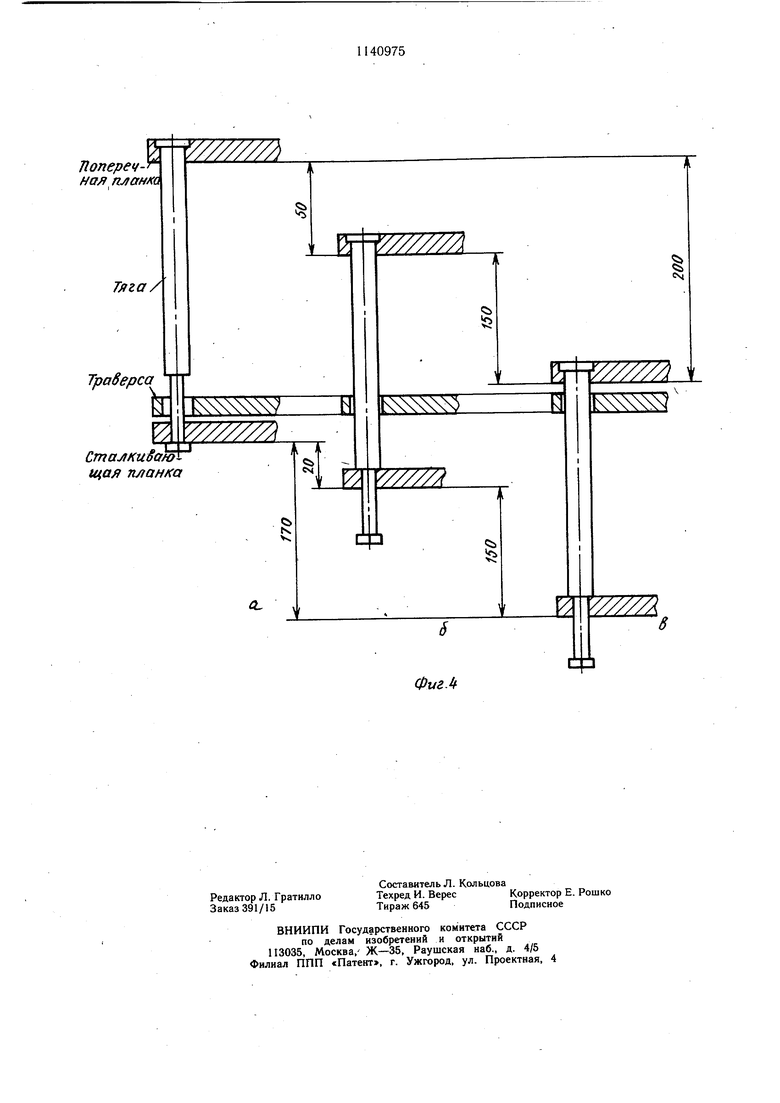
ственно изделию 17 до полного его съема со знака 9. Более подробно работа ступенчатой тяги 6 и сталкивающей планки 7 показаны на фиг. 4. Допустим, что весь требуемый ход сталкивания изделия 17 (ход 5 поперечной планки 5) составляет 200 мм, при этом 50 мм в начале хода требуется для того, чтобы выкрутить формообразующий резьбовой участок 11 знака 9 длиной 20 мм. Итак, получаем при раскрытии формы
0 исходное положение (фиг. 4а). Поперечная планка 5 проходит вниз первых 50 мм хода, а сталкивающая планка 7 - требуемые для выкручивания 20 мм, при этом тяга 6 упирается в сталкивающую планку 7 выступом «г (фиг. 46). Поперечная планка 5 с помощью тяги 6 передвигает сталкивающую планку 7 вниз еще на 150 мм - изделие снято. Теперь сталкивающая планка 7 удерживается на тяге 6 за счет того, что выполненное отверстие под тягу 6 не допускает
0 самопроизвольного опускания сталкивающей планки 7 (фиг. 4 в).
Таким образом, за ход раскрытия формы поперечная планка 5 опустилась на 200 мм, а сталкивающая планка 7 - на 170 мм.
5 После съема изделия 17 литьевая форма закрывается. Поперечная планка 5 перемещается вверх, ступенчатая тяга 6 вместе со сталкивающей планкой 7 поднимается до уровня, на котором трубчатый толкатель 8 резьбовым соединением 15 зацепляется GO
0 знаком 9, который, получая вращение от ходового винта 14 через щестерни 13 и зубчатое колесо 12, выставляет сталкивающую планку 7 в первоначальное положение. При этом выставляются в исходное положение полуформы 1 и 2, рычажный механизм 3
и поперечная планка 5. Так как во время раскрытия и закрытия знак 9 вращается беспрерывно, а величина холостого прокручивания при движении сталкивающей планки 7 вниз такая же, как и при движении
0 ее вверх, то очевидно, что начала резьб в трубчатом толкателе 8 и в знаке 9 совпадут.
Далее цикл повторяется. Использование предлагаемой конструкции литьевой формы позволяет в автоматическом режиме получить длинномерные полые изделия, имеющие участки с внутренней резьбой.
Ожидаемый экономический эффект составит 1,2 тыс. py6 i|гoд,.
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма для полимерных изделий | 1981 |
|
SU973380A1 |
| Литьевая форма термопластавтомата для изготовления изделий из пластмасс | 1980 |
|
SU1028515A1 |
| Литьевая форма для полимерных изделий с внешней резьбой | 1981 |
|
SU954244A1 |
| Литьевая форма | 1988 |
|
SU1512791A1 |
| Механизм вывинчивания резьбовых знаков в литьевых формах для полимерных изделий | 1978 |
|
SU730583A1 |
| Литьевая форма для изготовления длинномерных полимерных изделий | 1981 |
|
SU1036565A1 |
| Литьевая форма для изготовленияиздЕлий C ВНуТРЕННЕй РЕзьбОй | 1979 |
|
SU816767A1 |
| Литьевая форма для изготовления полых полимерных изделий | 1978 |
|
SU730584A1 |
| Литьевая форма | 1975 |
|
SU534364A1 |
| Литьевая форма для изготовления полимерных изделий с внутренними резьбами | 1982 |
|
SU1034915A1 |
ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ДЛИННОМЕРНЫХ ПОЛЫХ ПОЛИМЕРНЫХ ИЗДЕЛИЙ, содержащая подвижную и неподвижную полуформы, траверсу, в которой установлен с возможностью вращения ходовой винт, поперечную планку с укрепленными, на ней тягами, сталкивающую планку, снабженную трубчатыми толкателями, рычажный механизм, щарнирно соединенный с полуформами и поперечной планкой, и знаки, размещенные на траверсе., концентрично трубчатым толкателям, отличающаяся тем, что, с целью расширения технологических возможностей литьевой формы путем обеспечения изготовления изделия с внутренней резьбой, каждый знак выполнен с резьбовым участком и установлен с возможностью вращения при помощи зубчатой передачи в виде закрепленного на знаке зубчатого колеса и шестерни, смонтированной на ходовом винте, причем каждый знак и трубчатый толкатель подвижно связаны резьбовым соединением с шагом и направлением винтовой линии резьбы, соответствующими параметрам резьбового участка знака, а тяги выполнены ступенчатыми и смонтированы с возможностью перемещения ступенями меньщего диаметра относительно сталкивающей планки и с возможностью взаимодействия выступами ступеней большего диаметра со сталкивающей планкой для их совместного перемещения.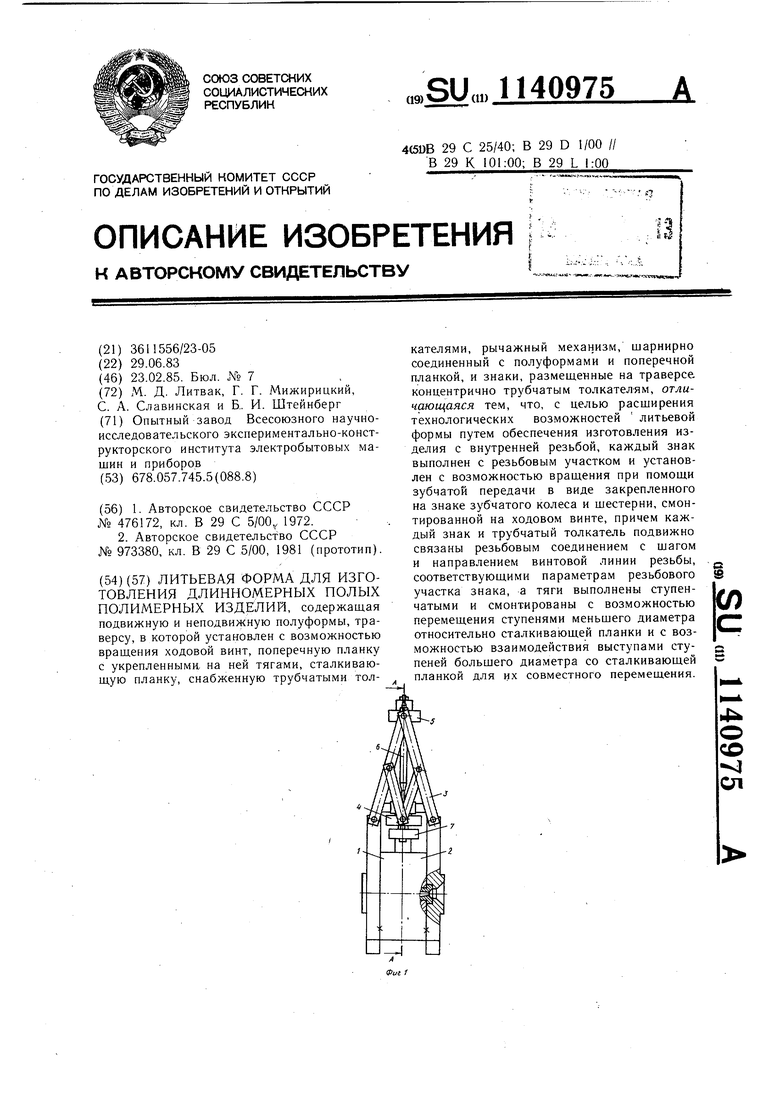
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Литьевая форма для изготовления полых изделий из термопластов | 1972 |
|
SU476172A1 |
| Солесос | 1922 |
|
SU29A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Литьевая форма для полимерных изделий | 1981 |
|
SU973380A1 |
| Солесос | 1922 |
|
SU29A1 |
