Изобретение относится к термичес кой обработке, а именно к устройствам для загрузки деталей в нагрева.тельную печь,.и может быть использовано на машиностроительных заводах.
Известно устройство для набора деталей в стопки, содержащее механизм укладки деталей в стопки, выпоЛ ненный в виде конвейера, в который встроен с возможностью вертикального перемещения стол, а над конвейером установлены парные упоры для останова деталей,, датчики для включения подъема стола и отсекатели для съема деталей со стола и набора их в стопки 1.
Однако устройство не позволяет раскладывать стопки по ширине печи, из-за чего отпускные печи приходится изготавлива-ть длиной свыше 16 м. Кроме того, такое устройство ffe универсально. При термообработке колец другого диаметра приходится меч нять в нем многие узлы.
Известно устройство для загрузки колец в Нагревательную печь, содержащее механизм подачи колец в Накопитель, опорную плиту с отверстием, механизм пакетирования,содержащий приводной стол и раму со штырями (. центратораг/ш ) и механизм подачи колец в печь 2.
Недостатком указанного устройства является сложность механизма. Кроме того, механизм не универсален и все его узлы рассчитаны на конкретный размер -кольца. Кольца в печь подаются сплошным рядом без нуж- ного зазора,что является недопустимым при термообработке многих подшипниковых колец.
Наиболее близким к предлагаемому по технической сущности и достигаемому результату является устройство для загрузки колец в нагревательную печь, содержащее накопитель, .механизм пакетирования, состоящий из направлякхцей плиты с peгyлиpye /Iыми отверстиями и рймы с центраторами, выполненной с возможностью вертикального перемещения. Кроме того, устройство содержит механизм переачи колец 3.
Устройство полностью не решает вопрос ориентированной укладки коец по ширине рабочего пространства, ак как расстояние между пакетами колец, определяется отверстиями на направляющей плите и при смене парии . колец плиту необходимо замеять; отличается сложностью.
Цель изобретения - упрощение меанизма и расширение технологических озможностей.
Поставленная цель достигается ем, что в механизме для укладки олец в печь, содержащем стол-накопитель, механизм пакетирования, выполненный в виде плиты с направляющими пазами, имеющей возможность вертикальногоперемещения, и рамы с регулируемыми центраторами, и механизм передачи колец, рама с центраторами выполнена с возможност горизонтального перемещения вдоль направляющих пазов.
Кроме того, каждый центратор выполнен в виде группы штырей, не менее трех в каждой группе.
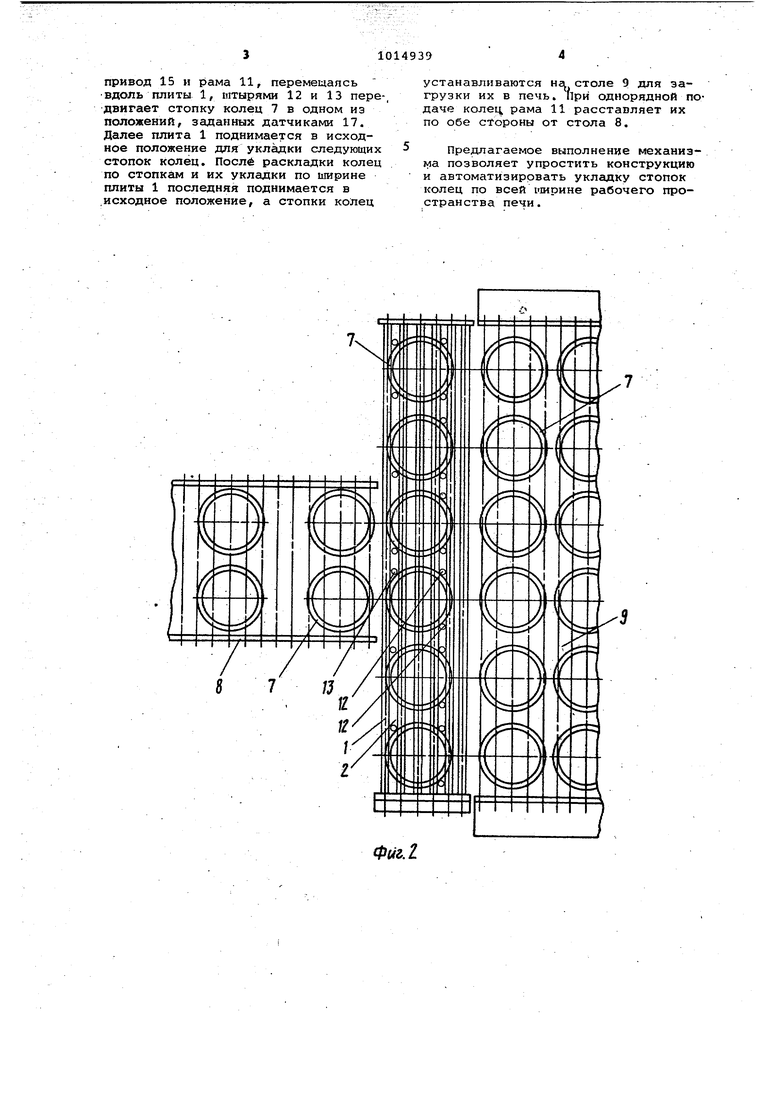
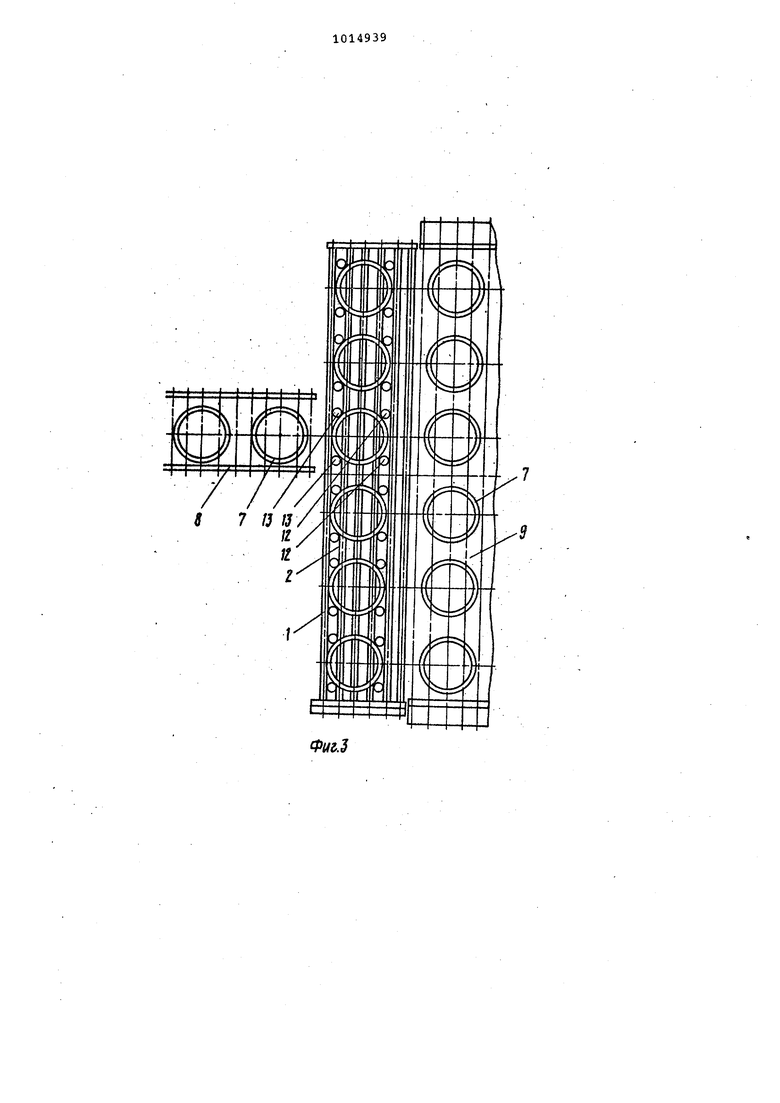
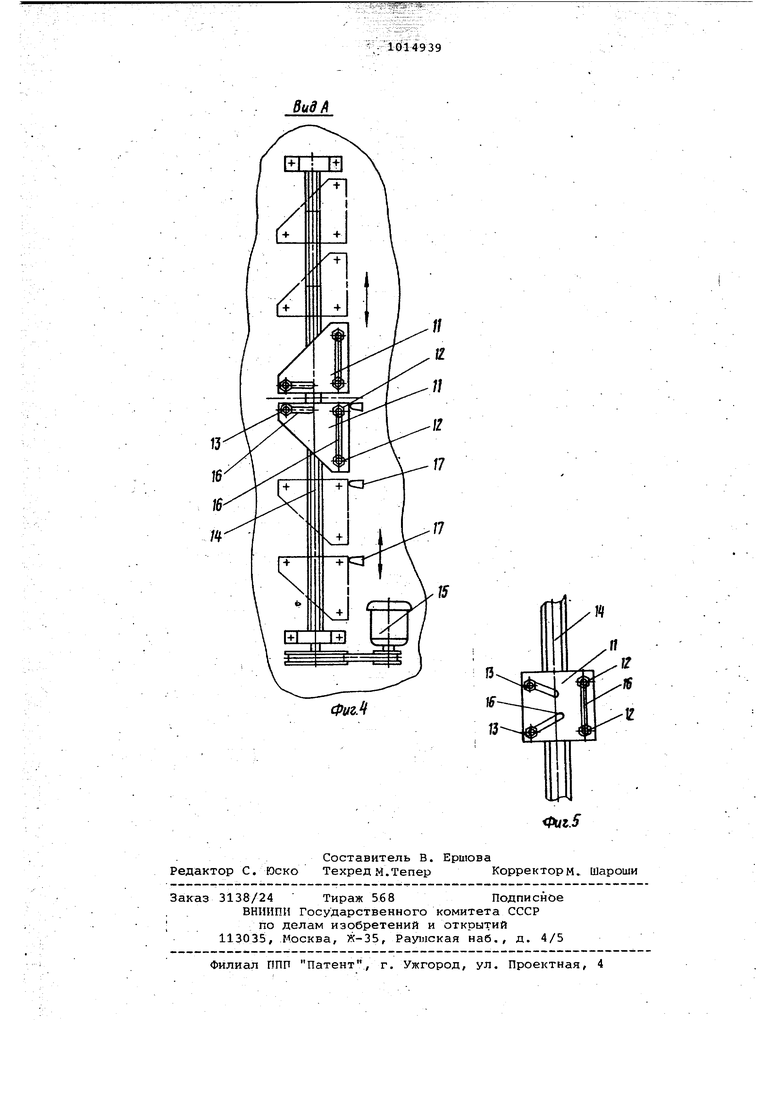
На фиг. 1 изображен механизм, прдольный разрез-, на фиг. 2 - механизм при двухрядной подаче колец, вид сверху; на фиг. 3 - то же, при однорядной подаче, на фиг. 4 вид. А на фиг. 1/ на фиг. 5 - то же, вариант.
Механизм укладки колец содержит плиту 1 с пазами 2 с винтовой передчей 3 и приводом 4 вертикального перемещения. Привод 4 выполнен с возможностью останова плиты 1 в нескольких точках по вертикальной плокости, положение которых регулирует ся датчиками 5. Над плитой 1 установлен механизм -6 перемещения коле 7 с подающего стола 8 на плиту 1 и с плиты 1 пакета колец 7 на стоя 9 для загрузки их в печь. Механизм 6 .перемещения имеет датчики 10 положения. Под плитой. 1 находится рама 11 с парными штырями 12 и 13. Штыри 13 меньше на 2-10 мм штырей 12. При однорядной подаче колец на плиту 1 нараму 11 устанавливаются два штыря 13, а при двухрядной подаче ОДИН: штырь 13, две рамы 11. Рамы 11 перемещаются в поперечном направлении посредством винтовой передачи 14, выполняемой при двухрядной подаче колец с нарезкой винта с левой и правой резьбой. Вращение винтовой передачи осуществляется приводом; 15. На раме 11 выполнены пазы 16 для перемещения штырей 12 и 13 при изменении диаметра обрабатываемого кольца. Останов рам 11 в нужном положении регулируется датчиками 17.
Механизм укладки колец работает .следующим образом.
Механизм б перемещения подает кольца на пЛиту 1. В исходном положении плита 1 установлена по высоте так, что пальцы 12 выступают за плоскость стола на 2-15 мм. Кольца перемещаются доупора их в парные штыри 12, после чего плита 1 опускается на высоту кольца 7. Механизм б перемещения подает следующую пару колец 7, укладывая их в нижние кольца 7. Плита 1 опускается еще на высоту кольца 7 и механизм,б перемещения подает следующую пару колец. Дзсле набора стопки колец включается
привод 15 и рама 11, nepeNremancb вдоль плиты 1, штырями 12 и 13 передвигает стопку колец 7 в одном из положений, заданных датчиками 17. Далее плита 1 поднимается в исходное положение для укладки следующих стопок колец. После раскладки колец по стопкам и их укладки по ишрине плиты 1 последняя поднимается в .исходное положение, а стопки колец
устанавливаются на столе 9 для загрузки их в печь. При однорядной подаче колец рама 11 расставляет их по обе с-Гороны от стола 8.
Предлагаемое выполнение механизма позволяет упростить конструкцию и автоматизировать укладку стопок колец по всей ишрине рабочего пространства печи.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическое устройство загрузки колец | 1980 |
|
SU905299A1 |
| Линия для производства керамической плитки | 1985 |
|
SU1284837A1 |
| Линия наклейки ковров из керамических плиток | 1985 |
|
SU1296422A1 |
| УСТРОЙСТВО ДЛЯ НАБОРА ДЕТАЛЕЙ В СТОПКИ | 1971 |
|
SU290934A1 |
| УСТАНОВКА ДЛЯ ЗАКАЛКИ ИЗДЕЛИЙ | 1969 |
|
SU234435A1 |
| Поточная линия для производства дренажных раструбных труб | 1983 |
|
SU1079456A1 |
| Устройство для закалки колец | 1981 |
|
SU1006517A1 |
| Установка выбивки стопочных безопочных форм | 1981 |
|
SU982843A1 |
| Устройство для сборки заготовок верха обуви | 1988 |
|
SU1533637A1 |
| СПОСОБ РАЗДЕЛКИ И УПАКОВКИ АВТОМОБИЛЬНЫХ И ТРАКТОРНЫХ ШИН И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2211145C2 |
1. МЕХАНИЗМ УКЛАДКИ КОЛЕЦ В ПЕЧЬ, содержащий стол-накопитель, механизм пакетирования, выполненный в виде плиты с направляющими пазами,, имеющей возможность вертикального перемещения, и рамы с регулируемыми центратораг., и механизм передачи колец, отличающийся . тем, что, с целью упрощения механизма и расширения технологиче.ских возможностей, рама с центраторами выполнена с возмохсностью горизонтального перемещения вдоль направляющих пазов, 2. Механизм по п. 1,отличающийся тем, что каждый центратор выполнен в виде группы -§ штырей, не менее трех в каждой груп L 0 пе. (Л 4 QD QO СО
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| УСТРОЙСТВО ДЛЯ НАБОРА ДЕТАЛЕЙ В СТОПКИ | 0 |
|
SU290934A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
