Изобретение относится к оборудованию обувного производства, в частности к устройствам для клеевой сборки /г заготовок верха обуви в плоском виде.
Цель изобретения - повышение качества склеивания деталей.
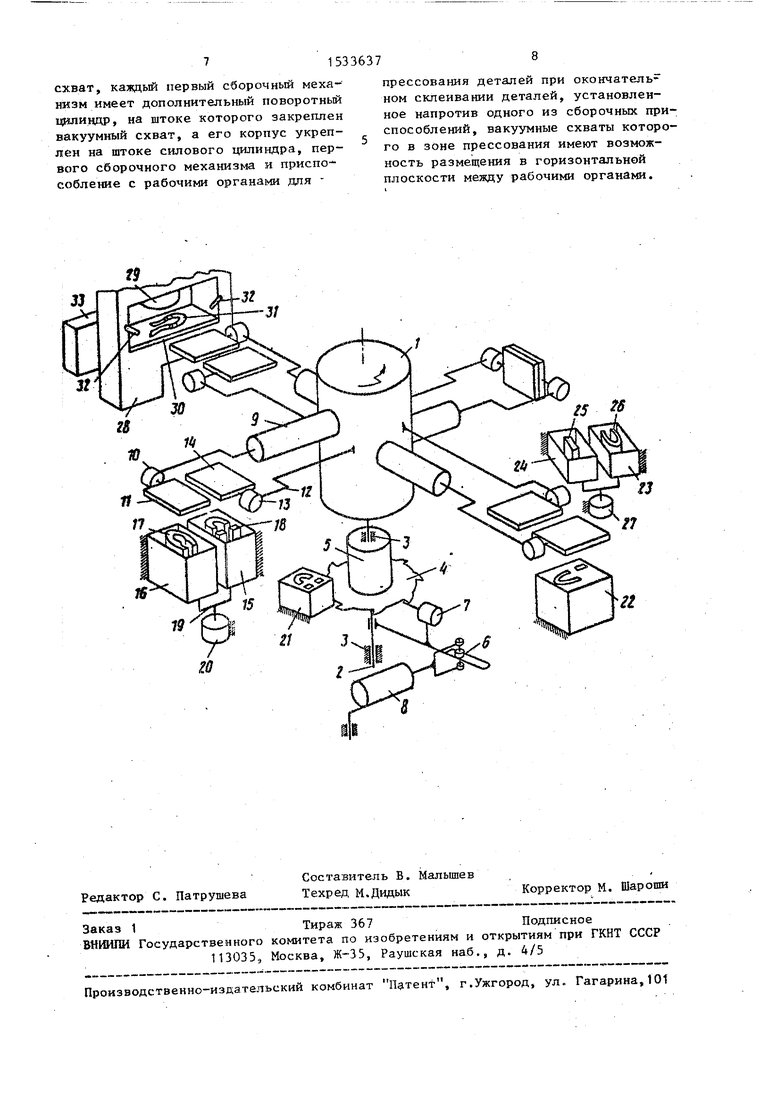
На чертеже изображена кинематическая схема сборочного устройства.
Устройство содержит поворотную колонну 1, установленную на вертикальном валу 2, размещенном в подшипниках 3 корпуса сборочного устройства. К валу 2 прикреплено храповое колесо 4, на котором укреплен цилиндр 5 подъема поворотной колонны 1. Соосно с храповым колесом 4 на валу 2 размещено коромысло 6, к которому присоединен цилиндр 7. Коромысло 6 шарнирно соединено со штоком цилиндра 8, шарнирно расположенного в корпусе устройства. Коромысло 6 имеет кулисный паз, позволяющий выполнять регулирование величины угла поворота. На поворотной колонне 2 равномерно закреплено несколько, напри- мер четыре, цилиндров 9 линейных перемещений, на штоках которых крепятся поворотные цилиндры 10. На штоках последних смонтированы вакуумные захватные органы 11. К поворотной ко лонне 1 посредством кронштейнов 12 закрепляются другие четыре поворотны цилиндра 13, штоки которых снабжены вакуумными захватными органами 14. Под захватными органами 11 и 14 рас- положены накопители 15 и 16 со стопками деталей 17 и 18. Последние размещены на подвижных основаниях (не показаны), соединенных с раздвоенной штангой 19, прикрепленной к штоку цилиндра 20 подъема стопы деталей. По ходу движения колонны 1 непосредственно под захватным органом 14 на одинаковой высоте с верхними деталями стопок деталей 17 и 18 установлено клеенаиосящее приспособление 21, неподвижно закрепленное в корпусе устройства.
На следующей технологической позиции по ходу колонны 1 разме щено другое клеенанос-.-дее приспособление 22, установленное аналогично первому. Далее за клеенаносящим приспособлением 22 помещены накопители 23 и 24 со стопками деталей 25 и 26. Накопители 23 и 24 оснащены механизмом 27 поддержания постоянного уровня стопок 25 и 26, выполненным аналогично цилиндру 20. Против последней технологической позитрш поворотной колонны 1 установлено прессующее приспособление 28, например пресс типа ПГТП-45. К траверсе пресса прикреплена каретка 29 с резаком. На рабочий стол 30 направлены воздуш- ные сопла 31, укрепленные па корпусе прессующего приспособления 28. С противоположной стороны от поворотной колонны 1 рядом с прессующим приспособлением 28 размещена нако- пительная емкость 32.
Устройство работает следующим образом.
, Q $ 0 5
0
5 0 55
45
Цилиндр 5 опускает поворотную колонну 1 в крайнее нижнее положение - таким образом, чтобы захватные орга-, ны 11 и 14 соприкасались с верхними деталями стопок 17 и 18. После вакуумного захвата верхних деталей из этих стопок захватными органами 11 и 14 цилиндр 5 поднимает поворотную колонну 1 с расположенными на ней механизмами в крайнее верхнее положение, после чего срабатывает цилиндр 7. Выдвинутый шток цилиндра 7 входит в зацепление с зубом храпового колеса 4, а сработавший цилиндр 8 поворачивает поворотную колонну 1 на соответствующий угол. Далее ци-: линдр 5 вновь опускает колонну 1 в крайнее нижнее положение и закрепленная на захватном органе 11 базовая деталь 17, соприкасаясь с клеенаносящим приспособлением 21 намазывается клеем в местах, предназначенных для клеевого крепления деталей из стопок 18. После чего цилиндр 5 поднимает колонну 1 в исходное положение, а цилиндр 8 посредством систем 4-6-7 поворачивает колонну в следующее положение, Во время этого перемещения поворотные цилиндры 10 и 13 . встречно поворачивают захватные органы 11 и 14 захваченными деталями из стопок 17 и 18 друг к другу, а сработавший цилиндр 9 линейных перемещений сопрягает, что приводит к их предварительному склеиванию. После чего отключается подача вакуума к захватному органу 14 и собранное таким образом изделие удерживается на захватном органе 11. Далее захватные органы 11 и 14 приводятся в исходное положение. Когда захватные органы 11 и 14 достигают горизонтального положения, цилиндр 5 опускает поворотную колонну 1 и соответственно предварительно собранное из деталей , 17 и 18 изделие, находящееся на захватном органе 11, соприкасается с клеенаносным приспособлением 22. Последнее отпечатывает на изделии клеевой след, соответствующий конфигурации следующей партии присоединяе- мых деталей из стопок 25 и 26. Цилиндр 5 поднимает поворотную колонну 1, после чего цилиндр 8 посредством системы 4-6-7 поворачивает ее в следующую технологическую позицию, таким образом, захватные органы 11 и 14 ус-, танавливаются над накопителями 23 и
24. Цилиндр 5 вновь опускает колонну 1 в крайнее нижнее положение. Возобновляется подача вакуума в захватный орган 14. При опускании колонны верхняя деталь стопки 26 приклеивается к изделию, а деталь из стопки 25 с помощью вакуума прикрепляется к захватному органу 14. Цилиндр 5 вновь поднимает колонну 1 вверх, а цилиндр 8 посредством системы 4-6-7 поворачивает ее на следующую технологическую позицию. Во время этого поворота срабатывают поворотные цилиндры 10 и 13 и поворачивают захватные органы деталями друг к другу. После чего цилиндр 9 сопрягает собираемые детали между собой и деталь из стопки 25, расположенная на захватном органе 14, приклеивается к изделию, состоящему из деталей 17-18-2 Далее прекращается подача вакуума к захватному органу 14 и поворот ко- понны 1 на следующую технологическую позицию. На этой позиции производится возвращение захватных органов в исходное положение, после чего колонна 1 вновь поворачивается на новую технологическую позицию 27 и устанавливается против прессующего приспособления 28. Цилиндр 9 перемещает захватный орган 11 с предварительно собранной заготовкой и устанавливает ее под рабочими органами 29-30 прессующего приспособления 28. Колонна 1 опускается под действием цилиндра 5, отключается питание вакуумом захватного органа 11. При подъеме колонны
Iи соответственно захватного органа
I1вверх на рабочем столе 30 прессующего приспособления 28 остается предварительно собранная заготовка 31. После чего цилиндр 9 возвращает захватный орган в исходное положение.
В это время рабочий стол 30 прессующего приспособления 28 поднимает заготовку 31 к каретке 29 и прессует ее. Закончив процесс прессования, рабочий стол 30 возвращается в исходное положение, а сопла 32 сдувают собранную заготовку 31 в накопительную емкость 33.
При необходимости изменения количества собираемых деталей в заготовке выполняется переналадка сборочного устройства. Для чего изменяется длина коромысла 6 путем перестановки места закрепления штока цилиндра 8 в пазу коромысла. Кроме того, производится
0
5
0
5
0
5
0
5
0
5
изменение количества накопителей и клеенаносных приспособлений в сборочном устройстве. При необходимости увеличения количества собираемых деталей в заготовке устройство дополни- тепьно оснащается нужным количеством накопителей и клеенаносных приспособлений, размещаемых на свободных технологических позициях. В случае необходимости уменьшения количества собираемых деталей указанные приспособления демонтируются.
Использование предлагаемого изобретения в промышленности позволяет полностью автоматизировать процесс клеевой сборки заготовки верха обуви в плоском виде, поднять производительность труда и повысить качество изделий. Кроме того, технологически гибкая конструкция сборочного устройства дает возможность расширить ассортимент и усложнить модель собираемой заготовки без увеличения ее трудоемкости„
Формула изобретения
Устройство для сборки заготовок верха обуви, содержащее поворотную колонну, установленную с возможностью вращения, механизм для пошагового перемещения поворотной колонны, сборочные механизмы, состоящие из закрепленных равномерно на поворотной колонне силовых цилиндров для радиального перемещения вакуумных схватов, которые установлены с возможностью поштучного забора деталей из загрузочных бункеров, размещенных под вакуумными схватами на противоположных концах оси симметрии поворотной колонны, приспособление для нанесения клея на детали, смонтированные между бункерами по ходу вращения поворотной колонны, отличающееся тем, чт о, с целью повышения качества склеивания деталей, оно имеет дополнительные сборочные механизмы для предварительного соединения де- деталей, укрепленные с возможностью взаимодействия попарно с соответствующими первыми сборочными механизмами, каждый из дополнительных сборочных механизмов содержит дополнительный ва- вакуумный схват и поворотный цилиндр, укрепленный на поворотной колонне | посредством неподвижных кронштейнов и и несущий дополнительный вакуумный
схват, каждый первый сборочный механизм имеет дополнительный поворотный цилиндр, на штоке которого закреплен вакуумный схват, а его корпус укреплен на штоке силового цилиндра, первого сборочного механизма и приспособление с рабочими органами для прессования деталей при окончательном склеивании деталей, установленное напротив одного из сборочных приспособлений, вакуумные схваты которого в зоне прессования имеют возможность размещения в горизонтальной плоскости между рабочими органами.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для автоматической штамповки | 1980 |
|
SU867671A1 |
| Поточная линия для сборки заготовки верха обуви | 1981 |
|
SU1233853A1 |
| Устройство для поштучной выдачи заготовок | 1986 |
|
SU1324728A1 |
| Промышленный робот | 1982 |
|
SU1125127A1 |
| Автомат безопочной стопочной формовки | 1980 |
|
SU944749A1 |
| Робот к листоштамповочному прессу | 1986 |
|
SU1465158A1 |
| КОМБИНИРОВАННОЕ ЗАХВАТНОЕ УСТРОЙСТВО РОБОТА-МАНИПУЛЯТОРА | 2019 |
|
RU2730343C1 |
| Устройство для сборки плоских изделий из легкодеформируемых деталей | 1983 |
|
SU1136792A1 |
| Робот к листоштамповочному прессу | 1985 |
|
SU1250363A2 |
| Автоматизированный технологический комплекс для прессования изделий из порошков | 1991 |
|
SU1801048A3 |
Изобретение относится к оборудованию обувного производства и обеспечивает повышение качества склеивания заготовок верха обуви. Устройство имеет поворотную колонну с механизмом пошагового перемещения. На поворотной колонне равномерно закреплены парные сборочные приспособления с вакуумными захватами. Основные сборочные приспособления не имеют силового цилиндра линейного перемещения относительно поворотной колонны, а имеют цилиндр поворота в горизонтальной плоскости. Дополнительные сборочные приспособления имеют силовой цилиндр линейного перемещения и поворотный цилиндр. По ходу вращения поворотной колонны установлены загрузочные, клеенаносящие и прессующие приспособления. Из загрузочных бункеров вакуумными схватами берутся детали и с помощью поворота, подъема и опускания поворотной колонны производится намазывание деталей в клеенаносящих приспособлениях. Вакуумные схваты с деталями в промежуточных позициях поворачиваются друг к другу в вертикальной пло
JJ
J6
го
6
21
| Устройство для дублирования деталей кожевенно-галантерейных изделий | 1975 |
|
SU560621A1 |
