Изобретение относится ,к термической обработке и предназначено для укладки деталей в стопки и подачи их в термическое оборудование.
Известно устройство для укладки деталей в стопки, состоящее «з механдазмов укладки деталей и их т.ранапортирования, щ котор01м механизм укладки деталей выполнен в виде рамы с подъемным столом, имеюп ей возможность наклоняться со столом на некоторый угол.
Предложенное устройство отличается от известного тем, что механизм укладки деталей выполнен в виде конвейера, в который встроен стол, имеющий возможность вертикального перемещения, а над конвейером установлены упоры для останова деталей, датчики для включения подъема стола и отсекатели для съема деталей со стола и набора их в стопки. Это повышает надежность работы устройства, исключая скольжение деталей под действием своего веса,
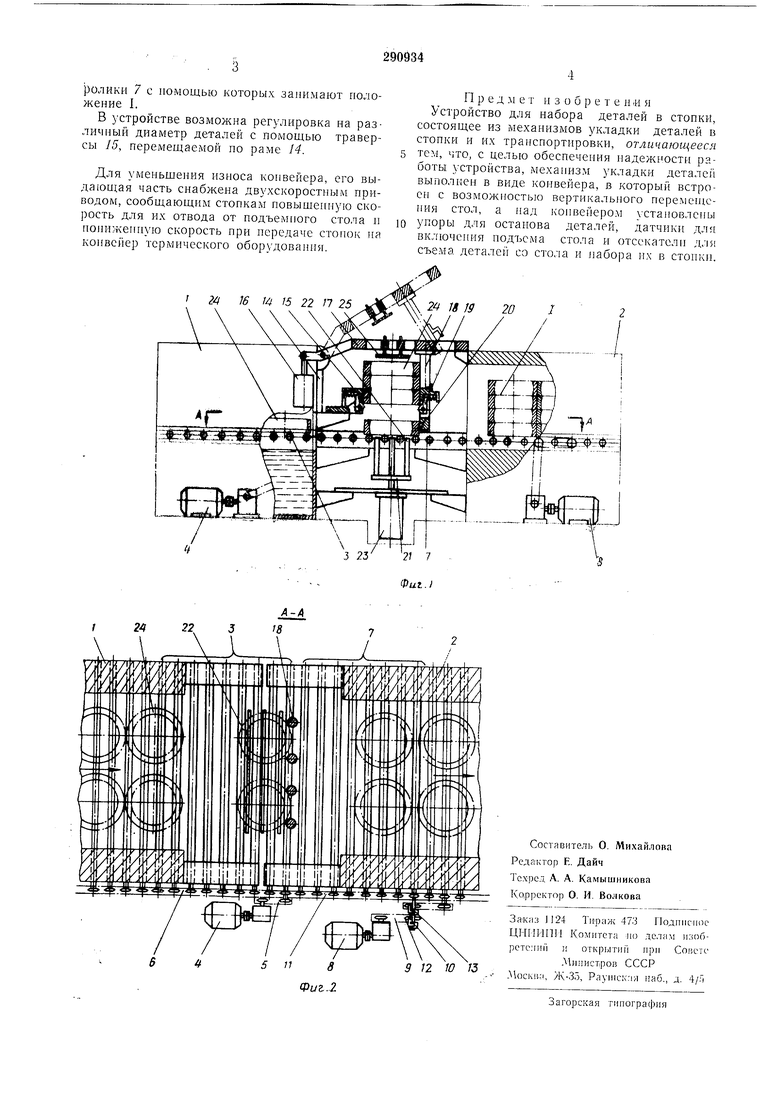
На фиг. 1 показан продольный разрез устройства; на фиг 2 - разрез по Л-Л на
фИГ; 1;
Устройство расположено между моечной машиной 1 и отпускной печью 2, и содержит конвейер в виде приводного рольганга ролики 3 которого получают вращение от электропривода 4 через цепи 5 и 6. Ролики 7 получают вращение и.чп от привода 8 через детали 9, 10, 11, или от привода рольганга печи через детали 12, 13, и 11.
На корпусе моечной машины смонтирована рама 14, несущая траверсу /5, пневмоцилиидр /6 и поворотную раму 17, на которой смонтированы упоры 18 с отсекателями 19. В упоры встроены датчики 20.
В рольганг встроен подъемный стол 21. имеющий ножи 22, закрепленные на штоке пневмоцилиндра 23.
Детали 24 поступают на ролики 3, достигают упоров /8, после чего датчики подают команду на пневмоцилиндр 23, ножи которого
снимают детали и подают их к отсекателям 19. Стол 21 опускается, а детали остаются в поднятом положении, удерживаемые отсекателями. Далее цикл повторяется, и так осуществляется набор двух стопок. Во время подъема
последней пары деталей верхние детали в стопках упираются в регулируемый упор 25, и стол 21 останавливается. Упор выставляется так, чтобы при останове стола, отсекатели 19 были отведены деталями. Затем стол опускается, а вместе с ним и обе стопки. Пневмоцилиндр 16 поворачивает раму 17 с упором IS вверх, включается привод 8, сооби1.ающий роликам 7 вращ,ение со скоростью, равной скорости вращения роликов 3. Стопки, опустив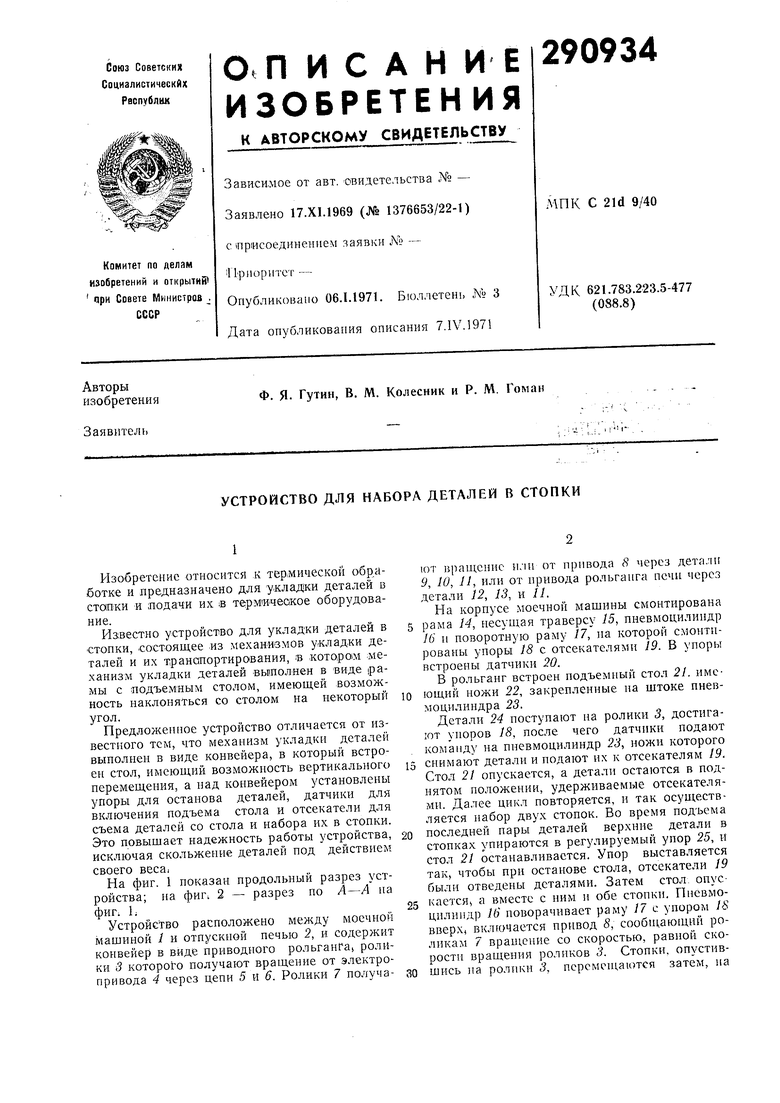
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическое устройство загрузки колец | 1980 |
|
SU905299A1 |
| Механизм укладки колец в печь | 1981 |
|
SU1014939A1 |
| Линия для настилания и раскроя полотна | 1978 |
|
SU791579A1 |
| Автоматическая линия для химико-термической обработки длинномерных деталей | 1989 |
|
SU1710588A1 |
| Устройство для изготовления изделий | 1979 |
|
SU804579A1 |
| АВТОМАТИЗИРОВАННАЯ ЛИНИЯ СБОРКИ РЕЛЬСОШПАЛЬНЫХ РЕШЕТОК ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2005 |
|
RU2285080C1 |
| Установка для закалки деталей | 1978 |
|
SU789595A1 |
| АВТОМАТИЧЕСКИЙ УКЛАДЧИК СТАЛЬНЫХ ХОЛОДНОГНУТЫХ ПРОФИЛЕЙ ТИПА П И С | 2024 |
|
RU2828529C1 |
| Поточная линия для изготовления деталей типа тел вращения | 1980 |
|
SU1016210A1 |
| ЦСЕСОЮЗНДЯП;.TFHTr.>&--- •: V-лij:'p."f^«^^.иотзиа МБ,*С. Б. Алесковский, А. Е. Мордкович, Л. И. Жайворонок и Ф. Н. КапустинМ. Кл. В 65Ь 1/08УДК 66.023:621.798:539. .215(088.8) | 1973 |
|
SU361931A1 |
