4
со
00
9: Изобретение относится к машиностроению и может быть использовано для химико-термического упрочнения деталей машин и инструмента. Известен способ газового азотирования, при котором азотирование проводят с целью сокращения длительност технологического цикла при комбиниро ванных режимах, состоящих из ступене отличающихся температурой насыщения: 1) 500-520С и 2) 5 0-560 0 р. Однако известный способ является сравнительно длительным и малопроизводительным процессом, а азотированный слой обладает пониженной (по сра нению со слоем, полученным при изотермическом азотировании) твердостью и износостойкостью. Наиболее близкимпо технической сущности и достигаемому эффекту к предлагаемому является способ, который проводят по двухступенчатому реж му: Iступень - при 520 С, степени диссоциации аммиака Д 20-30 в течение 18 ч; при , Д IIступень в течение 25 ч. Таким образом, с учетом времени подъема температуры с I ступени на jI общее время азотирования насыщени для получения слоя толщиной 0,4 мм составляет не менее 45 ч f2j, Недостатками известного способа являются длительность процесса и высокая твердость и износостойкость слоя вследствие его частичного деазо тирования. Цель изобретения - сокращение дли тельности обработки и повышение эксплуатационных характеристик обрабаты ваемых изделий. Указанная цель достигается тем, что в способе двухступенчатого газового азотирования, включающем обработку в диссоциированном аммиаке при двух ступенях нагрева, обработку на первой ступени проводят при 5 0-590 в течение 10-40 ч I, а на второй-- при 80-530°С в течение 10-20 ч. При выборе температуры азотирования необходимо, с одной стороны, обеспечить достаточную эффективность диффузии азота, с другой стороны, минимальное разупрочнение сердцевины азотируемых сталей и минимальное коробление азотируемых изделий при температурах азотирования. В соответствии с этим нижний температурный ин162 тервал принят. 480-530 С (ниже диссоциации аммиака без применения специальных катализаторов не происходит). Верхний интервал 5 0590 0 принят из соображения максимальной интенсификации диффузии с учетом минимального разупрочнения сталей и минимального коробления изделий. Комбинирование температурных режимов ступеней в предлагаемом способе с понижением температур на второй ступени более соответствует современным представлениям теории диффузии и механизма образования диффузионного слоя: во-первых, повышение температуры при насыщении чистого металла резко увеличивает глубинную диффузию азота, способствуя образованию зоны внутреннего азотирования значитель-. ной толщины; во-вторых, наличие перег сыщенного твердого раствора, образовавшегося при повышенных температурах, создает благоприятные условия для ускоренного формирования на его основе нитридного слоя при пониженной температуре II ступени. Указанные особенности обуславливают ускоренное (по сравнению с из- ° вестным способом) образование азотированного слоя, имеющего развитую зону внутреннего азотирования, повышенную твердость и высокое сопротивление задиру, схватыванию и износу. Кроме того, высокая ско(эость насыщения на I ступени позволяет сократить время процесса при повышенных температурах, что уменьшает разупрочнение сталей и коробление азотируемых изделий. Пример 1. Проводят азотирова ние нормализованных и улучшенных о6 разцов из стали 38Х2МЮА в диссоциированном аммиаке. Подготовку образцов для азотирования проводят по общепринятой методике. Опытное азотирование проводят по следующему двухступенчатому режиму: Iступень - температура со степенью диссоциации Д , время 18 ч; IIступень - температура Д 25-35, время 20 ч. Для сравнения проводят азотирование таких же образцов по известному двухступенчатому способу со следующим режимом, широко применяемым в станкостроении для получения на стали 38X2haOA слоя толщиной 0,4-0,5 мм и аналогичным прототипу:
Iступень - температура ,
Д 25-35, время 20 ч;
IIступень - температура , Д , время 25 ч.
Пример 2. Проводят азотиро- 5 вание на сталях 5ХНМ и fOXHZMA, общее время 1.0 ч.: I ступень - , 15 ч.; II ступень - 90С, 25 ч. После обработки образуется азотированный слой .толщиной до 0,4 мм с твердостью 90-550. Степень диссоциации аммиака поддерживается в oбщehpинятых для указанных температур пределах.
Пример 3. Проводят азотирование образцов из стали по режиму, указанному в примере 2. Получают слой толщиной до 0,35 мм с твердостью 570-630,,
Для получения аналогичных результатов ПРИ азотировании по известному режиму при тех же температурах требуется до 50-60 ч,.
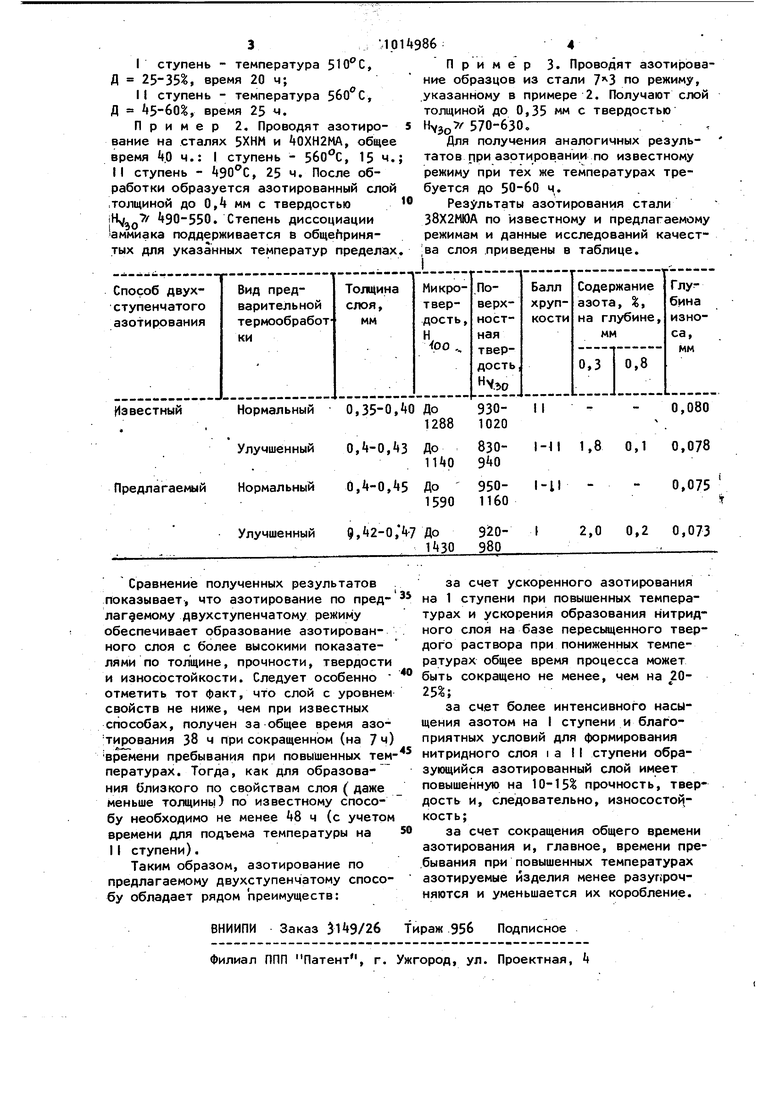
Результаты азотирования стали 38Х2МЮА по известному и предлагаемому режимам и данные исследований качест;ва слоя .приведены в таблице.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПРОЧНЕНИЯ ПОВЕРХНОСТНОГО СЛОЯ ДЕТАЛЕЙ ИЗ КОНСТРУКЦИОННЫХ СТАЛЕЙ | 2005 |
|
RU2291227C1 |
| Способ изготовления азотируемых длинномерных деталей | 1980 |
|
SU899712A1 |
| СПОСОБ ОБРАБОТКИ СТАЛЬНЫХ ИЗДЕЛИЙ В ГАЗООБРАЗНОЙ СРЕДЕ | 2007 |
|
RU2367716C1 |
| СПОСОБ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ | 1990 |
|
RU2044801C1 |
| СПОСОБ АЗОТИРОВАНИЯ ДЕТАЛЕЙ МАШИН С ПОЛУЧЕНИЕМ НАНОСТРУКТУРИРОВАННОГО ПРИПОВЕРХНОСТНОГО СЛОЯ И СОСТАВ СЛОЯ | 2012 |
|
RU2522872C2 |
| СПОСОБ ГАЗОВОГО АЗОТИРОВАНИЯ ИЗДЕЛИЙ В КИПЯЩЕМ СЛОЕ И УСТАНОВКА ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2002 |
|
RU2208659C1 |
| Способ азотирования стальных деталей | 1982 |
|
SU1081238A1 |
| СПОСОБ АЗОТИРОВАНИЯ КОРРОЗИОННО-СТОЙКИХ И ВЫСОКОЛЕГИРОВАННЫХ СТАЛЕЙ | 2020 |
|
RU2756547C1 |
| СПОСОБ ИОННО-ПЛАЗМЕННОЙ ОБРАБОТКИ ПОВЕРХНОСТИ МЕТАЛЛОРЕЖУЩЕГО ИНСТРУМЕНТА, ИЗГОТОВЛЕННОГО ИЗ ПОРОШКОВОЙ БЫСТРОРЕЖУЩЕЙ СТАЛИ | 2009 |
|
RU2413793C2 |
| СПОСОБ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ ИЗ СТАЛЕЙ МАРТЕНСИТНОГО КЛАССА | 2014 |
|
RU2574944C1 |
СПОСОБ ДВУХСТУПЕНЧАТОГО ГАЗОВОГО АЗОТИРОВАНИЯ СТАЛЬНЫХ ИЗДЕЛИЙ, включающий обработку в диссоциированном аммиаке при двух ступенях нагрева, отличающийся тем, что, с целью сокращения длительности обработки и повышения эксплуатацион;ных характеристик обрабатываемых изделий,, обработку на первой ступени |Проводя при 540-590°С в течение 10;40 ч, а на второй - при 480-530С в Стечение 10-20 ч. i
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Минкевич А.Н | |||
| Химико-терми- | |||
| ческая обработка металлов и сплавов | |||
| М., Машиностроение, 1965 с | |||
| Ударно-долбежная врубовая машина | 1921 |
|
SU115A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Горенко В.Г | |||
| и Старченко Ю.П | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Киев, УкрНИИНТИТЭИ, 1970, с.. | |||
