Изобретение относится к обработке металлов, давлением, в частности к изготовлению профилей и труб из труднодеформируемых материалов, например из тугоплавких металлов и сплавов прессованием, и может быть использовано в кузнечно-прессовом производстве, в металлургической и машиностроительной отраслях промышленности.
Известен способ изготовления изделий из труднодеформируемых материалов, преимущественно тугоплавких металлов и сплавов, заключающийся в подготовке и нагреве заготовки, установке в контейнер металлического колпачка, заготовки и теплоизолируюи4ей шайбы и выдавливании затем заготовки пуансоном через канал матрицы 1 3.
Использование холодных колпачка и шайбы приводит к захолаживанию торцов заготовки, что обуславливает увеличение усилия прессования и неравномерность деформации, вызывающую снижение качества изделий и повышенный расход металла на прессостаток.
Цель изобретения - снижение потерь металла и повышение качества получаемых изделий.
Поставленная цель достигается тем что согласно способу изготовления изделий из труднодеформируемых материалов, преимущественно тугоплавких металлов и их сплавов, заключающемуся в подготовке и нагреве заготовки, установке в контейнер металлического колпачка, заготовки и теплоизолирующей шайбы и выдавливании затем зёготовки пуансоном через канал матрицы, на внутреннюю поверхность дна колпачка со стороны переднего торца заготовки наносят защитную обмазку с образованием полусферического, утолщения с радиусом, равным радиусу канла матрицы, а теплоизолирующую шайбу нагревают до температуры, равной 0,5 0,8 температуры заготовки.
На чертеже изображена схема осуществления предлагаемого способа изготовления изделий.
Заготовку 1 очищают от окислов и обрабатывают передний торец для образования конуса. Затем покрывают заготовку стеклосмазкой и помещают в печь для нагрева до температуры прессования.
В контейнер 2 пресса помеи(ают колпачок 3 например стальной, с предварительно нанесенной защитной обмазкой k, имеюи4ей у осевой части колпач ка полусферическое утолщение с радиусом, равным радиусу канала матрицы 5. .
Колпачок с обмазкой предохраняет от захолаживания передний торец заготовки, а полусферическое утолщение обеспечивает создание противодавленияв процессе прессования, что способствует интенсификации проработки переднего торца изделия и устраняет его раскрытие.
Заготовку, нагретую до заданной
температуры, помещают в контейнер, в котором установлен колпачок, а сверху устанавливают теплоизолирующую шайбу 6, например из графита, на гретую до температуры, составляющей
0,5-0,8 температуры заготовки.
В этом интервале температур критическая степень деформации основного металла обеспечивается на необходимом уровне. При температуре
шайбы, меньшей части 0,5 температуры заготовки, шайба не предохраняет задний торец заготовки от захолаживания, в результате чего его температура понижается ниже температурного порога пластичности,.чжо вызывает повышение усилия прессобания на конечной стадии и приводит к растрескиванию заднего торца изделия. Нагрев шайбы выше температуры, составляющей 0,8 Температуры заготовки, приводит
к ускорению износа пресс-инструмента.
Затем заготовку выдавливают пуансоном 7 через матрицу 5
Пример. Проводят прессование
молибденовой заготовки Ф 95 мм из контейнера ф 98 мм на прессе 600 тс. Передний торец заготовки имеет фаску с конусом при вершине 90. Заготовки покрывают стеклосмазкой и помещают
в индукционную печь. Температура нагрева заготовки - 1250С. Графитовую шайбу нагревают до 800-900 С.
Для защиты переднего торца заготовки изготавливают колпачокj из стали Ст-3 с конусом при вершине 90° и следующими размерами, мм: . Толщина стенки 3 Высота цилиндриуеской части
Высота конической части
Толщина изоляционного покрытия по боковой поверхности
3 1015951 4
Радиус изоляционно-мещают нагретую заготовку, за котого покрытия в доннойрой устанавливают нагретую графиточасти 2,5вую шайбу, после чего осуществляют выПрессование проводят в матрице.давливание.
50 ИИ. Процесс прессования осущест-5 По сравнению с базовым объектом
вляется следуюи1им образом.использование предлагаемого изобреВначале в контейнер устанавлива-тения позволяет снизить потери металют колпачок с изоляционным покрыти-ла и повысить качество получаемых
ем. В колпамок передним торцом по-изделий.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРЕССОВАНИЯ ПРОФИЛЕЙ | 2006 |
|
RU2333061C2 |
| СПОСОБ ПРЕССОВАНИЯ ПРОФИЛЕЙ | 2002 |
|
RU2228810C1 |
| Инструмент для прессования заготовок из труднодеформируемых материалов | 1988 |
|
SU1690881A1 |
| СПОСОБ ПРЕССОВАНИЯ ТРУБ | 2000 |
|
RU2184633C2 |
| ЗАГОТОВКА ДЛЯ ПРЕССОВАНИЯ ИЗДЕЛИЙ ИЗ ТРУДНОДЕФОРМИРУЕЛ1ЫХ СПЛАВОВ | 1970 |
|
SU278610A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ | 1973 |
|
SU368920A1 |
| СПОСОБ ПРЕССОВАНИЯ КОРОТКОМЕРНЫХ ТРУБ | 2001 |
|
RU2208490C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНЫХ БЕСШОВНЫХ ТРУБ | 1999 |
|
RU2166394C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРУТКОВОЙ ЗАГОТОВКИ | 2011 |
|
RU2478013C1 |
| СПОСОБ ПОЛУЧЕНИЯ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ ПОЛОГО ПРОФИЛЯ | 2012 |
|
RU2509617C1 |
СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ТРУДНОДЕФОРМИРУЕМНХ МАТЕРИАЛОВ, преимущественно тугоплавких металлов и сплавов, заключающийся в подготовке и нагреве заготовки, установке в контейнер металлического колпачка, заготовки и теплоизолирующей шайбы и выдавливании затем заготовки пуансоном через канал матрицы, о т л.и ч а ю щ и и с я тем, что, с целью снижения потерь металла и повышения качества получаемых изделий, на внутреннюю поверхность дна колпачка со стороны переднего торца заготовки наносят защитную обмазку с образованием полусферического утолщения с радиусом, равным радиусу канала матрицы, а теплоизолирующую шайбу нагревают до температуры, равной 0,5-0,8 температуры заготовки. 01 со СП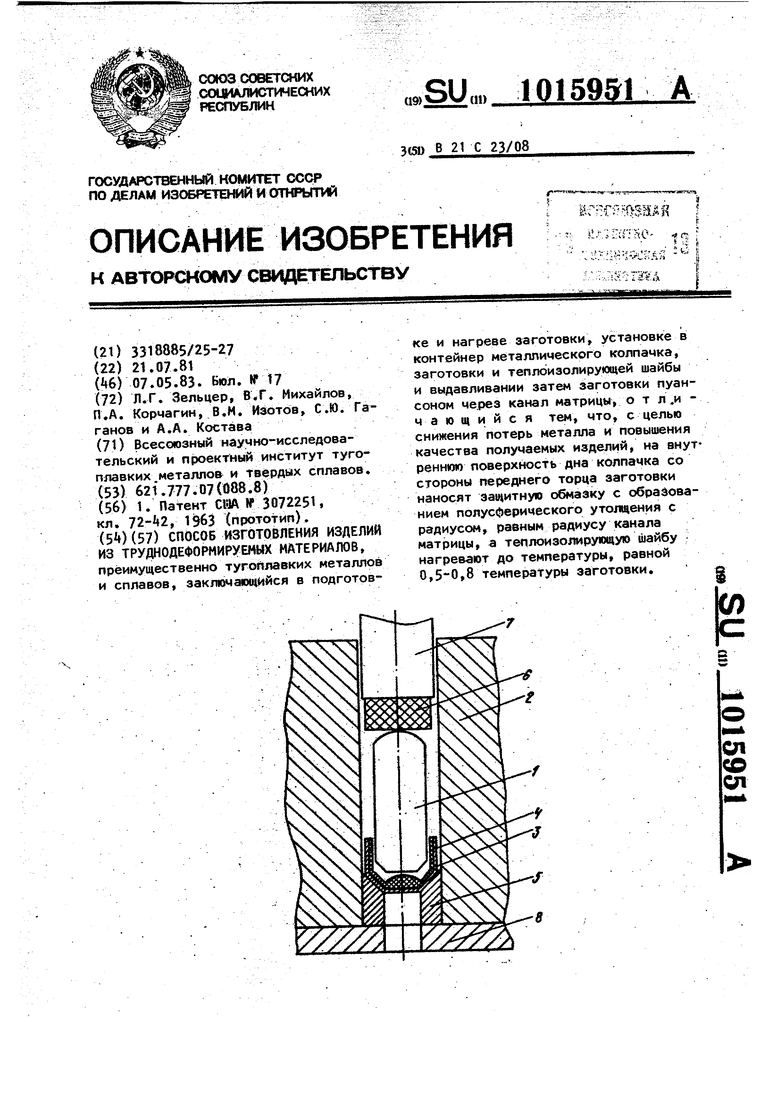
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Патент СМ № 3072251, кл, , 19бЗ (прототип) | |||
