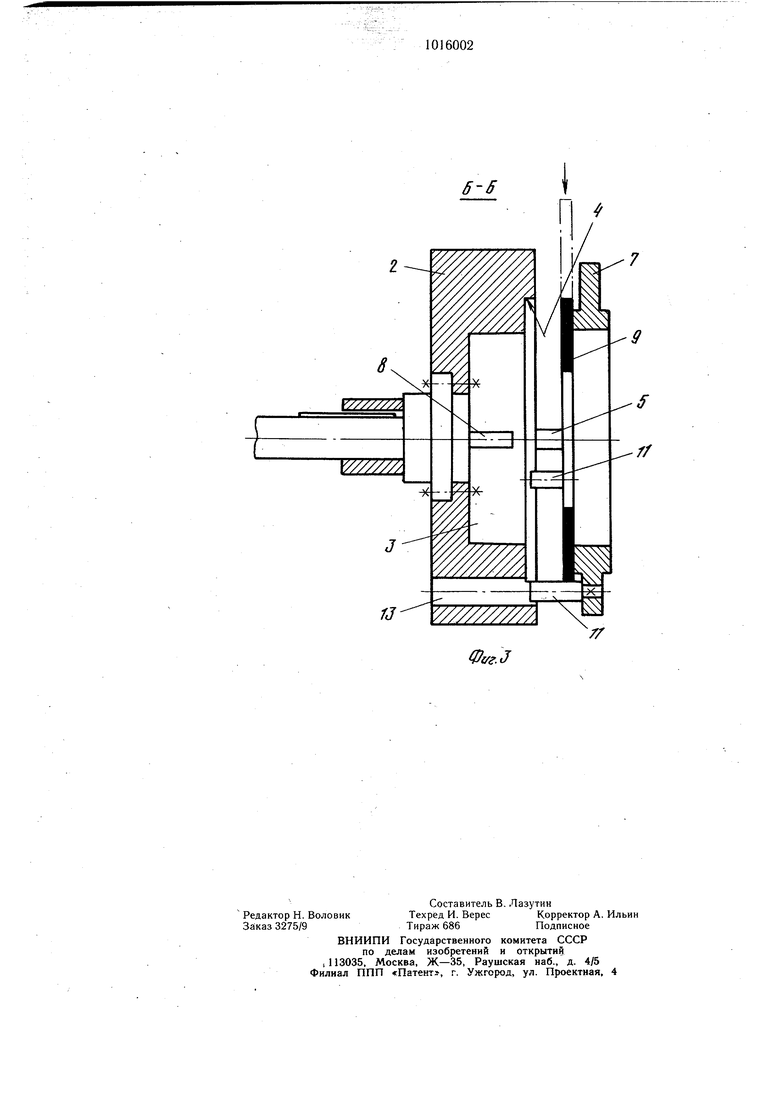
Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении раскаткой изделий с отбортовкой из плоской листовой заготовки. Известно устройство для раскатки изделий, содержащее горизонтальный вращающийся щпиндель с матрицей, имеющей рабочую полость, и раскатной ролик с приводом его подачи 1. Недостатком данного устройства является ограниченность технологических возможностей, поскольку на нем не- могут быть изготовлены детали с отбортовкой из плоской листовой заготовки из-за отсутствия механизма прижима. Наиболее близким к изобретению является устройство для раскатки, содержащее приводной шпиндель с матрицей, имеющий горизонтальную ось вращения, раскатной ролик с приводом его подачи и механизм прижима заготовки с подвижной траверсой, установленной на щпинделе. Благодаря наличию прижима данное устройство позволяет получать изделия с отбортовкой из плоской листовой заготовки 2. Недостатками данного устройства являются то, что прижим работает нерационально; каждый прихват должен прижимать свой участок поверхности заготовки к торцу матрицы с силой, достаточной для удержания заготовки и исключения ее искривления в начальный момент отбортовки, когда заготовка испытывает местный изгиб от внедрения раскатного ролика в матрицу. В каждый момент времени зона действия изгибающих усилий распространяется только на часть прихватов, а остальные в работе практически не участвуют, но так как усилие прижима создается единым приводом через траверсу, то суммарное усилие оказывается завышенным, а следовательно, завышенными являются и затраты энергии на создание этого усилия. Кроме того, при загрузке заготовок (особенно крупногабаритных) в матрицу их не обходимо сцентрировать, ввести в матрицу и удерживать от выпадания до замыкания прижима, что приводит к значительным затратам времени и, соответственно, к снижению производительности. Цель изобретения - повышение производительности и снижение энергозатрат. Поставленная цель достигается тем, что в устройстве для раскатки, содержащем приводной щпиндель с матрицей, имеющей горизонтальную ось вращения, раскатной ролик с приводом его подачи и механизм прижима заготовки с подвижной траверсой, установленной на щпинделе, матрица выполнена с цилиндрическим углублением, механизм прижима заготовки выполнен в виде нажимного кольца, установленного соосно с матрицей на направляющих, связанных с траверсой и проходящих через соответствующие отверстия в матрице, прижимного ролика, установленного с возможностью взаимодействия с торцом нажимного кольца, а также опорных элементов, размещенных между нажимным кольцом и матрицей в секторе, составляющем менее 180°, и совпадающих своими образующими с внутренней цилиндрической поверхностью углубления в матрице, а в матрице выполнены соответствующие отверстия для размещения в них опорных элементов, причем ось вращения прижимного ролика расположена в плоскости, проходящей через оси вращения матрицы и раскатного ролика, а оси вращения раскатного и прижимного роликов расположены по одну сторону от оси вращения матрицы. На фиг. 1 схематично представлено устройство в конце процесса раскатки, вид в плане; на фиг. 2 - вид А (без заготовки) на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 2 (в момент загрузки заготовки). Устройство содержит щпиндель 1, на котором жестко закреплена матрица 2 с рабочей поверхностью 3, на расстоянии, больщем, чем наружный диаметр цилиндричес углубления 4, соответствующий наружному диаметру заготовки, через отверстия в матрице, параллельно оси щпинделя проходят две направляющие 5, одним концом связанные с траверсой 6, смонтированной с тыльной стороны матрицы на шпинделе с возможностью продольного перемещения. а другим концом жестко связанные с нажимным кольцом 7, расположенным соосно матрице со стороны ее рабочей полости и цилиндрического углубления. Через отверстия в матрице проходят выталкивающие штыри 8, соединенные с траверсой 6 и предназначенные для удаления из рабочей полости матрицы готового изделия. На нажимном кольце 7 закреплены центрирующие заготовку 9 опорные элементы 10, так что их опорные поверхности 11, взаимодействующие с заготовкой, совпадают с диаметром цилиндрического углубления 4 в матрице, причем зона расположения опорных элементов не превышает полуокружности, ограниченной осью 12, проходящей через центры направляющих 5 и ось шпинделя (сектор менее 180°). В матрице предусмотрены отверстия 13, предназначенные для размещения опорных элементов 10 при сближении матрицы и нажимного кольца. Устройство содержит также раскатной ролик 14 с приводом подачи (не показан) и прижимной ролик 15 с приводом перемещения и прижима (не показаны), взаимодействующий с торцом нажимного кольца. На одной оси с прижимным роликом смонтирован с возможностью независимого вращения опорный ролик 16, взаимодействующий при раскатке с Образующей наружной поверхности матрицы.
Устройство работает следующим образом В исходном положении шпиндель 1 вручную или механически устанавливается так, что ось 12, соединяющая центры направляющих 5, располагается горизонтально, а полуокружность, на которой расположены опорные элементы Ш, находится снизу от оси 12. Под действием привода перемещения (не показан) нажимное кольцо 7 отведено от матрицы 2, раскатной ролик 14 и прижимной ролик 15 с опорным роликом 16 отведены от матрицы. В образовавшийся зазор между торцовыми поверхностями матрицы 2 и . нажимного кольца 7 опускается заготовка 9, имеющая форму плоской щайбы Заготовка свободно проходит между направляющими 5, так как они разнесены на расстояние больше ее наружного диаметра. Перемещение заготовки вниз ограничивается опорными поверхностями опорных элементов 10, опираясь на которые, заготовка автоматически центрируется по цилиндрическому углублению в матрице. После загрузки заготовки включается привод перемещения траверсы 6, и связанные с ней посредством направляющих 5 нажимное кольцо 7 перемещается к матрице, заталкивая заготовку в цилиндрическое углубление и прижимая ее своим торцом, при этом усилие зажима недостаточно для осуществления технологического прижима, поскольку привод перемещения траверсы 6 выполняет в данном случае чисто кинематические функции. После загрузки заготовки включается привод вращения шпинделя 1 (не показан), прижимной ролик 15 перемещается, к матрице до упора в торец нажимного кольца 7 и прижимает заготовку, а сидящий на одной оси с ним опорный ролик 16 касается образующей наружной поверхности матрицы. После зажима заготовки включается рабочая подача раскатного ролика 14, в результате чего осуществляется отбортовка заготовки по матрице, причем возникающие радиальные усилия воспринимаются опорным роликом 16, предохраняя щпиндель I от изгиба. При раскатке оси вращения прижимного и раскатного роликов расположены в одной плоскости с осью вращения щпинделя, по одну сторону от последней, так что усилие прижима сосредоточено в непосредственной близости от зоны деформации, что
0 повыщает эффективность работы устройства. По окончании раскатки раскатной ролик 14 выводится из матрицы, ролики 15 и 16 отводятся в исходное положение, вращение шпинделя отключается, и после установки епо в требуемое положение траверса 6 перемещается к матрице, отводя нажимное кольцо 7 от матрицы, при этом изделие выталкивается из полости матрицы штырями 8. Готовое зделие извлекается через зазор между матрицей 2 и нажимным кольцом 7, после чего цикл повторяется.
Предлагаемое устройство облегчает загрузку заготовки в матрицу, поскольку достаточно только опустить заготовку в зазор между матрицей и нажимным кольцом, и она автоматически сцентрируется опорными
5 элементами по диаметру цилиндрического углубления в матрице, а при перемещении нажимного кольца 7 будет загружена в матрицу его торцом, что позволяет повысить производительность.
0 Кроме того, усилие прижима сосредоточено только в зоне действия раскатного ролика, благодаря чему величина потребного усилия прижима существенно (в 5-10 раз) снижается, а следовательно, снижаются и затраты энергии на сбадание этого усилия.
Таким образом, предлагаемое устройство обеспечивает повышение производительности и снижение энергозатрат.
SV /7oSep/V /77f7
ф1/г.г
6-6
У//////////Л
7/
.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для раскатки осесимметричных изделий | 1989 |
|
SU1703223A1 |
| КОЛЬЦЕРАСКАТНЫЙ АВТОМАТ И СПОСОБ ИЗГОТОВЛЕНИЯ БАНДАЖЕЙ | 1998 |
|
RU2139163C1 |
| Устройство для торцовой раскатки осесимметричных изделий | 1985 |
|
SU1291260A1 |
| Клепальная установка | 1973 |
|
SU487706A1 |
| Устройство для раскатки изделий ти-пА пАТРубКОВ | 1978 |
|
SU812395A1 |
| Устройство для раскатки осесимметричных изделий | 1980 |
|
SU860929A1 |
| СТАН ДЛЯ РАСКАТКИ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2017 |
|
RU2679033C1 |
| УСТРОЙСТВО ДЛЯ ОТБОРТОВКИ И РАСКАТКИ КРУГЛЫХ ОТВЕРСТИЙ | 2004 |
|
RU2263554C2 |
| ЗАКАТОЧНО-ОТБОРТОВОЧНЫЙ СТАНОК | 1993 |
|
RU2070104C1 |
| УСТРОЙСТВО ДЛЯ ОТБОРТОВКИ И РАСКАТКИ КРУГЛЫХ ОТВЕРСТИЙ | 2004 |
|
RU2264273C1 |

УСТРОЙСТВ О ДЛЯ РАСКАТКИ, содержащее приводной шпиндель с матрицей имеющей горизонтальную ось вращения, раскатной ролик с приводом его подачи и механизм прижима заготовки с подвижной траверсой, установленной на шпинделе, отличающееся тем, что, с целью повышения производительности и снижения энергозатрат, матрица выполнена с цилиндрическим //////////л углублением, механизм прижима заготовки выполнен в виде нажимного кольца, установленного соосно с матрицей на направляющих, связанных с траверсой и проходящих через соответствующие отверстия в матрице, прижимного ролика, установленного с возможностью взаимодействия с торцом нажимного кольца, а также опорных элементов, размещенных между нажимным кольцом и матрицей в секторе, составляющем менее 180°, и совпадающих своими образующими с внутренней цилиндрической поверхностью углубления в матрице, а в матрице выполнены соответствующие отверстия для размещения в них опорных элементов, причем ось вращения прижимного ролика расположена в плоскости, проходящей через оси вращения матрицы и раскатного ролика, а оси вращения раскатного (Л и прижимного роликов расположены по одну сторону от оси вращения матрицы. Kf. а о о ьэ фиг./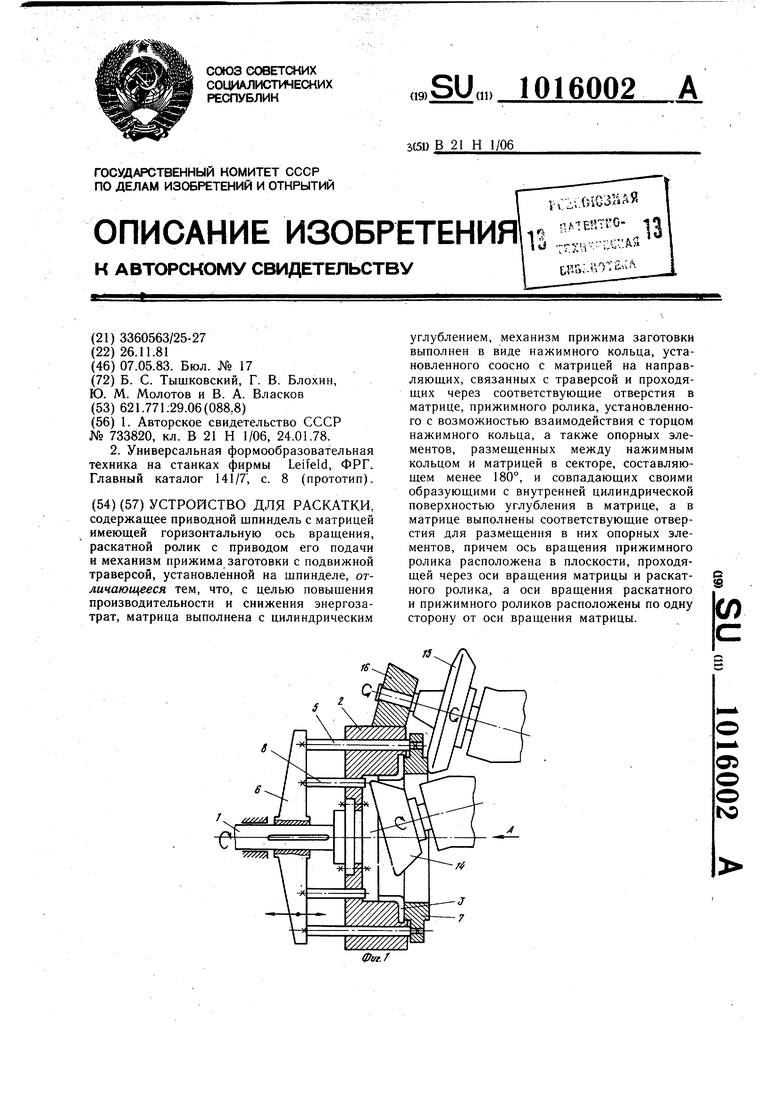
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для раскатки осесимметричных изделий | 1978 |
|
SU733820A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Универсальная формообразовательная техника на станках фирмы Leifeld, ФРГ | |||
| Топливник с глухим подом | 1918 |
|
SU141A1 |
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
