Изобретение относится к области обработки металлов давлением и может быть использовано в устройствах для раскатки осесимметричпых изделий.
Цель изобретения - повышение коэф- Фициента использования материала и увеличение производительности,
На чертеже представлена схема устройств а.
Устройство содержит шпиндель 1, на котором соосно установлены матрица 2, внутри которой размещено кольцо 3, и оправка 4, подпружиненная пружиной 5, На оправке 4 размещается заготовка б, На ползуне 7 жестко закреплены роликодержатель 8 с раскатным валком 9, оси которых наклонены к оси матрицы 2, стойка 10 с ролико- держателем 11 и прижимным роликом 12, подпружиненными пружиной 13. На суп- порте (не показан) установлен боковой ролик 14.
Устройство работает следующим образом.
Заготовку 6 устанавливают на матрицу 2 и кольцом 3 таким образом, чтобы она охватывала оправку 4. Перед раскаткой выставляют положение роликодержателя 11 и ролика 12 так, что нижняя образующая ролика 12 находится ниже нижней образую- щей раскатного валка 9 на величину, обеспечивающую необходимое усилие для первоначального прижима. Включают вращение шпинделя 1, опускают ползун 7, создавая требуемое усилие деформирования рэскатным валком 9, и подводят боковой ролик 14 на требуемое расстояние. Раскат- пым валком 9 раскатывают заготовку 6 до соприкосновения ее с боковым роликом 14, при этом прижимной ролик 12 удерживает заготовку 6 от опрокидывания. При дальнейшей раскатке происходит оформление наружной поверхности заготовки боковым роликом. После оформления изделия ползун 7 поднимают вверх, отводят боковой ролик 14, прекращают вращение шпинделя 1. Кольцо 3 подается вверх и выталкивает деталь с оправки 4.
Введение дополнительного прижимного ролика, установленного таким образом, что его ось находится в одной плоскости с осями матрицы и раскатного валка, а ось матрицы находится между осями этого прижимного ролика и раскатного валка, обеспечивает прижим заготовки в процессе раскатки со стороны, противоположной от зоны деформирования, итем самым препятствует опрокидыванию заготовки. При этом отпадает необходимость в фиксирующей части заготовки,благодаря чему увеличивается КИМ, а также производительность за счет
сокращения операций предварительной обточки фиксирующей части заготовки и последующей ее обрезки.
Выполнение ролика подпружиненным обеспечивает в процессе раскатки надежный прижим заготовки. В начальный момент при касании раскатным валком заготовки подпружиненный прижимной ролик обеспечивает надежный прижим заготовки за счет первоначального сжатия пружины, подобранного экспериментально. При деформации заготовки в процессе раскатки в зависимости от увеличения усиления деформации одновременно увеличивается усилие прижима прижимным роликом, обеспечивая устойчивое положение деформируемой заготовки в любой момент работы устройства.
Устройство было опробовано при изготовлении деталей типа колец с наружным диаметром 260 мм, внутренним диаметром 120 мм и высотой 15 мм.
Детали были изготовлены из меди. Размеры заготовок: наружный диаметр 220 мм, внутренний диаметр 120 мм и высота 24 мм.
Диаметр раскатного валка опробованного устройства равен 190 мм, угол наклона его оси к оси заготовки 10°. диаметр прижимного ролика 40 мм, держатель прижимного ролика был подпружинен набором тарельчатых пружин НД 32 х 14 х 3 х 0,7 в количестве 6 шт. Прижимной ролик был выставлен таким образом, что его нижняя образующая была ниже образующей раскатного валка на 3 мм и начальный прижим был равен 900 кг.
Было изготовлено 15 деталей с точностью по наружному диаметру по 11 квалите- ту, параллельность торцовых плоскостей 0.3 мм и отклонение от перпендикулярности боковых поверхностей не более 0.4 мм.
На известном устройстве были изготовлены такие же детали из заготовок с фиксирующей частью длиной 8 мм. После раскатки отрезали фиксирующую часть заготовки. КИМ снизился на 25%.
Формула изобретения Устройство для раскатки осесимметрич- ных изделий, содержащее установленные на шпинделе матрицу с кольцом и подпружиненной оправкой, ползун с закрепленным на нем в держателе раскатным валком, а также боковой ролик,о тличающееся тем, что, с целью повышения коэффициента использования материала и увеличения производительности, оно снабжено закрепленным на ползуне ррликодержателем со смонтированным в нем подпружиненным прижимным роликом, при этом ось прижим51703223 6
ного ролика лежит о одной плоскости с ося- рицы расположена между осями раскатного ми раскатного валка и матрицы, а ось мат- валка и прижимного ролика.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОЛЬЦЕРАСКАТНЫЙ АВТОМАТ И СПОСОБ ИЗГОТОВЛЕНИЯ БАНДАЖЕЙ | 1998 |
|
RU2139163C1 |
| Устройство для раскатки | 1981 |
|
SU1016002A1 |
| Способ изготовления осесимметричных деталей | 1990 |
|
SU1784406A1 |
| Устройство для раскатки осесимметричных изделий | 1984 |
|
SU1222376A1 |
| Полуавтомат для холодной прокатки заготовок в торец | 1985 |
|
SU1266625A1 |
| Устройство для раскатки осесимметричных изделий | 1986 |
|
SU1430158A1 |
| Устройство для торцовой раскатки осесимметричных изделий | 1985 |
|
SU1291260A1 |
| Устройство для изготовления профильных оболочек давильно-раскатной обработкой | 2023 |
|
RU2825737C1 |
| СПОСОБ КОМБИНИРОВАННОЙ РАСКАТКИ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ | 2014 |
|
RU2567071C1 |
| Устройство для торцовой раскатки осесимметричных изделий | 1989 |
|
SU1646647A1 |
Изобретение относится к обработке металлов давлением, в частности к изготовлению раскаткой деталей типа колец. Цель изобретения - повышение коэффициента использования материала и увеличение производительности. Для этого на ползуне 7 закрепляют роликодержатель 10 со смонтированным в нем подпружиненным прижимным роликом 12 так. что ось рабочего валка 9. оси матрицы 2 и прижимного ролика 12 лежат в одной плоскости, а ось матрицы 2 расположена между осями раскатного валка 9 и прижимного ролика 12. При работе устройства подпружиненный прижимной ролик 12 препятствует опрокидыванию заготовки б и обеспечивает ее устойчивое положение.. 1 ил. Ё а 00 ю ю 00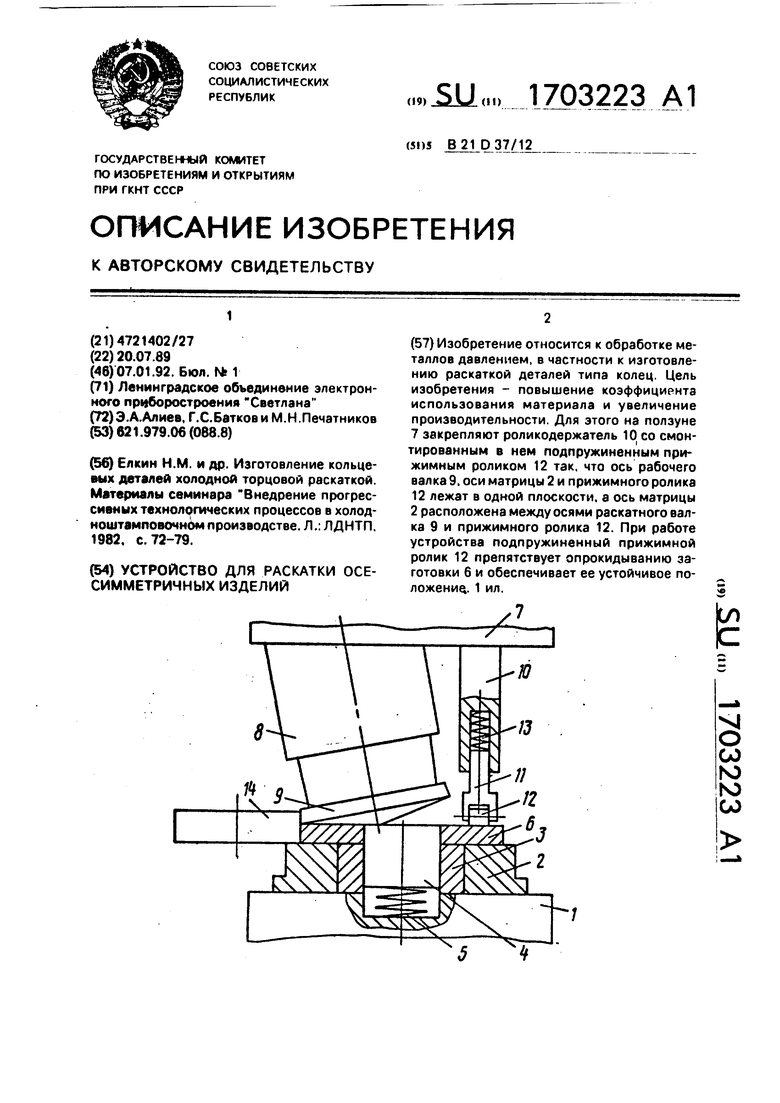

| Елкин Н.М | |||
| и др | |||
| Изготовление кольцевых деталей холодной торцовой раскаткой | |||
| Материалы семинара Внедрение прогрессивных технологических процессов в холод- ноштамповочном производстве | |||
| Л.: ЛДНТП, 1982, с | |||
| Термосно-паровая кухня | 1921 |
|
SU72A1 |
