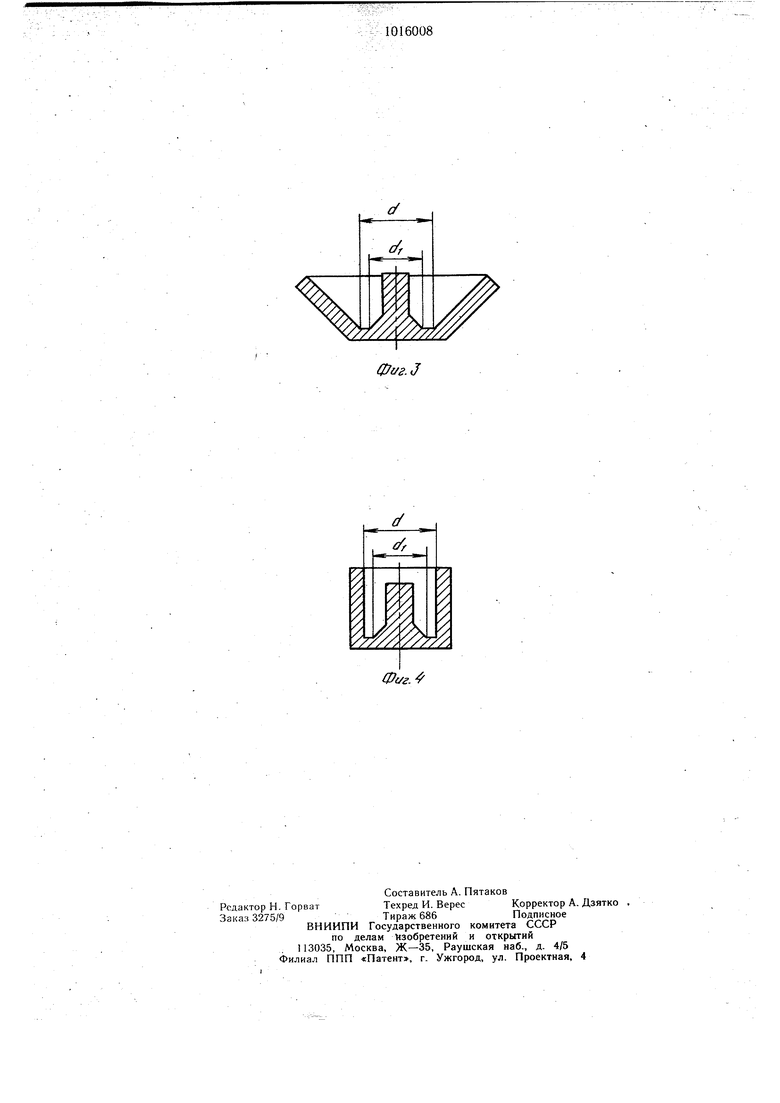
Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении полого изделия с выступом произвольной формы на внутренней поверхности дна путем прессования в приборостроительной и машиностроительной промышленности. Известен способ прессования полого изделия с ассимметричным стержнем на внутренней поверхности дна и штамп для его осуществления, который предназначен для обратного прессования полого изделия со стержнем, диаметр которого значительно меньше внутреннего диаметра полого изделия 1 . Известный способ характеризуется невозможностью получения полого изделия с симметричным стержнем, диаметр основания которого больше половины внутреннего диаметра полого изделия. Наиболее близким к предлагаемому по технической сущности является способ получения полых изделий с выступом на дне, включающий обратное выдавливание, заготовки с формированием стенок и одновременное формирование на внутренней поверхности дна изделия выступа симметричной формы, например, в виде усеченного конуса, меньшим основанием обращенного к открытому торцу полого изделия 2. Недостатком известного способа является низкая стойкость штампового инструмента. Цель изобретения - повышение стойкости штампового инструмента при получении изделий, у которых диаметр большего основания выступа больше половины внутреннего диаметра полого изделия. Поставленная цель достигается тем, что согласно способу получения полых изделий с выступом на дне, включающему обратное выдавливание заготовки с формированием стенок изделия и одновременное формирование на внутренней поверхности дна изделия выступа симметричной формы, например, в виде усеченного конуса, меньшим основанием обращенного к открытому торцу полого изделия, первоначально получают полуфабрикат в виде усеченного конуса с дном у малого основания с углом наклона стенок, образующих полый усеченный конус, отличающимся от угла наклона поверхностей, образующих выступ на дне в пределах О-30°, после чего стенки разворачивают до получения изделия цилиндрической формы. На фиг. 1 - показана конструкция штампа; на фиг. 2-4 - последовательно формы изделия от заготовки до требуемой детали, полученные в последовательности предложенного способа. Штамп состоит из пуансона 1, имеющего полость 2, выполненную по форме и размерам выступа на внутренней поверхности дна изделия, конусную часть 3 и матрицы 4. Изготовление полого изделия с выступом на дне по предложенному способу производится следующим образом. Подготовленная к прессованию .металлическая заготовка, имеющая с одной стороны фаску с углом , укладывается в .матрицу 4 и центрируется фаской по наклонным образующим конусной матрицы. Соединенный с верхней плитой и ползуном пресса пуансон 1, опускаясь в нижнее рабочее положение, воздействует на заготовку и металл, захваченный полостью 2, пластически деформируется и заполняет ее, создавая большие распирающие н-агрузки Р. Одновременно конусная часть пуансона 3 с углом осаживает и выдавливает металл в щель, образованную конусом пуансона и конусо.м матрицы, при это.м возникают большие сжимающие нагрузки Р., которые компенсируют распирающие нагрузки P.f, в результате чего достигается высокая стойкость штампового инструмента. Прессование полых изделий с выступом на внутренней поверхности дна предложенным способо.м повышает производительность труда по. сравнению с механической обработкой в 5-10 раз, при это.м расход металла снижается в 3-5 раз.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для обратного выдавливания полого изделия с фланцем | 1980 |
|
SU950465A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК ПОЛЫХ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ С КОНУСООБРАЗНЫМ ДНОМ, РАБОТАЮЩИХ ПОД ВЫСОКИМ ДАВЛЕНИЕМ | 2013 |
|
RU2532709C1 |
| СПОСОБ ШТАМПОВКИ КЛЕММНЫХ БОЛТОВ | 2011 |
|
RU2478451C1 |
| Способ изготовления оправки для прошивного стана | 2022 |
|
RU2791720C1 |
| СПОСОБ ПОЛУЧЕНИЯ ГИЛЬЗ ПАТРОНОВ СТРЕЛКОВОГО ОРУЖИЯ | 2010 |
|
RU2446908C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАКАНОВ С ФЛАНЦАМИ | 1998 |
|
RU2135320C1 |
| СПОСОБ ВЫСАДКИ ЗАКЛАДНЫХ БОЛТОВ С ГОЛОВКОЙ С РАДИАЛЬНЫМИ ОТРОСТКАМИ, УСТРОЙСТВО ДЛЯ ПРЕДВАРИТЕЛЬНОГО ФОРМООБРАЗОВАНИЯ ОТРОСТКОВ, УСТРОЙСТВО ДЛЯ ОКОНЧАТЕЛЬНОГО ФОРМООБРАЗОВАНИЯ ОТРОСТКОВ | 1999 |
|
RU2168386C1 |
| Пуансон для выдавливания | 1979 |
|
SU876247A1 |
| СПОСОБ ФОРМИРОВАНИЯ ПОЛОСТИ В ДЕТАЛЯХ | 1995 |
|
RU2082534C1 |
| Способ штамповки полых изделий с наружным фланцем | 2019 |
|
RU2729520C1 |
СПОСОБ ПОЛУЧЕНИЯ ПОЛЫХ ИЗДЕЛИЙ С ВЫСТУПОМ НА ДНЕ, включающий обратное выдавливание заготовки с формированием стенок изделия и одновременное формирование на внутренней поверхности дна изделия выступа симметричной формы, например, в виде усеченного конуса, меньшим основанием обращенного к открытому торцу полого изделия, отличающийся тем, что, с целью повышения стойкости штампового инструмента, при получении изделий, у которых диаметр большего основания выступа больше половины внутреннего диаметра полого изделия, первоначально получают полуфабрикат в виде полого усеченного конуса с дном у малого основания с углом наклона стенок, образующих полый усеченный конус, отличающимся от угла наклона поверхностей, образующих выступ на дне в пределах О-30°, после чего, стенки разворачивают до получения изделия цилиндрической формы. а о о оо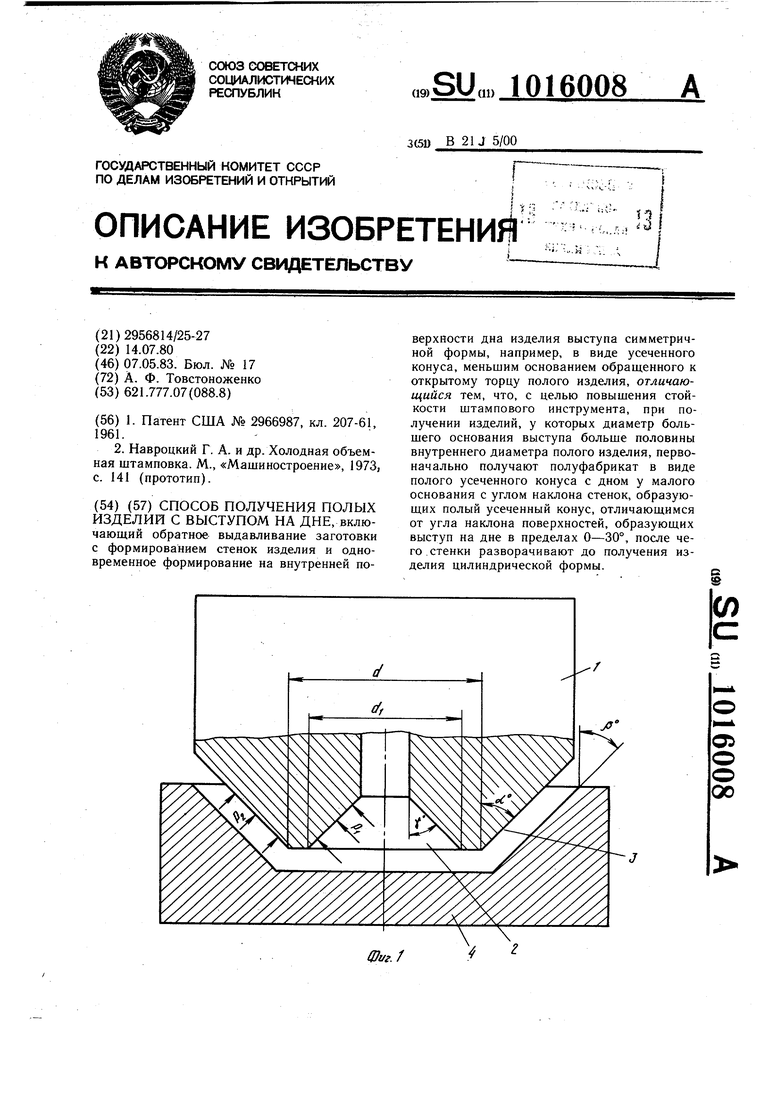
Ф1/г. 2
Фиг.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Патент США № 2966987, кл | |||
| Станок для изготовления из дерева круглых палочек | 1915 |
|
SU207A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Навроцкий Г | |||
| А | |||
| и др | |||
| Холодная объемная штамповка | |||
| М., «Машиностроение, 1973, с | |||
| Топливник с глухим подом | 1918 |
|
SU141A1 |
