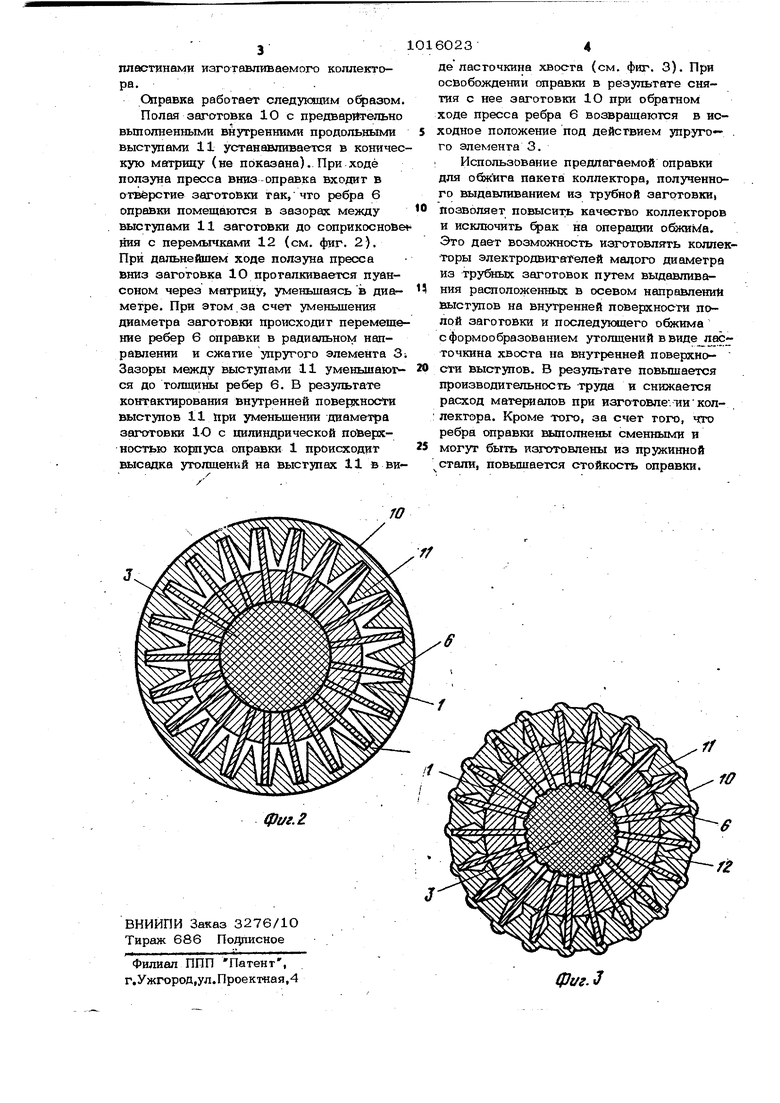
11 Изобретение относится к обработке металлов давлением, а более конкретно к устройствам для штамповки коллектора электродвигателя из полой заготовки, и может быть использовано во всех областях народного хазййства для изготовления коллекторов электрических машин, Известен пуансон с продольнъгми ребрами, форма которых соответствует сечет нию промежутков между пластинами коллектора, применяемого для выдавливания требуемогопрофиля на внутренней поверх ности полой трубчатой заготовки, помеще ной в цилиндрическую обойму; при перемещении пуансона в осевом направле1га:и{ Недостатком известного пуансона является ТО| что при изготовлении коллекторов малого диаметра (4О - 80 мм), имеклцих толщину изоляционного слоя между пластинами 0,7 - 0,8 мм, путем выдавливания расположенных в осевом направлении выступов на внутренней поверх-ности полой заготовки и последующего обжима с формообразованием утолщений в виде ласточкиного хвоста на вну ренней поверхности выступов их нельзя использовать для второго перехода, а именно обжима на оребренной оправке. Причиной этого является то, что при обжиме полученной в рез:шьтате выдавливания полой заготовки с продольШ--1ми выступами на внутреш-шй поверхности вначале, до соприкосновения поверхности выступов с ребрами оправки, происходит свободный обжим. При этом уменьщение зазоров между выступами в результате обгкима неравномерно по окружности загоговок и некоторые из них могут полностью закрыться до кхода в них ребер оправки, В результате этого при дальнейшем возможно искалсение формы выступов и образование задиров на их поверхности под действием ребер оправки. Кроме того, оправка с тонкими ребрами (толщиной 0,7 - 0,8 мм) слож на в изготовлении , часто вьссодиг из строя в результате поломки ребер. Известна оправка для штамповки коллектора из предварительно выдавленной полой заготовки с продольными выстугш ми на внутренней поверхности, содержащая цилиндрический корпус и выполней ные за одно целое с ним продольные ребра, толщина которых равна толщине ИЗОЛЯЦИОННОГО) слоя между пластинами штампуемого коллектора l23. Недостатком известной оправки являе ся то, что при свободном обжимезагатозк до соприкосновения с ребрами оправки 23 здесь также происходит неравномерное . уменьшение зазоров между выступами и образование задиров на их поверхности; Кроме того, происходит поломка тонких ребер оправки. ТаКим образом, недостатком известного устройства является низкое качество получаемого коллектора. Цель изобретения .- повышение качества штампуемого коллектора. Поставленная цель достигается тем, что оправка для штамповки коллектора электродвигателя из полой заготовки, содержащей цилиндрический корпус и продольные ребра, корпус вьшолнен полым и имеет сквозные радиальные пазы, причем продольные ребра установлены в этих пазах с возможностью радиального перемещения к центральной оси (жравки; а в полости корпуса размещен взаимодействующий с продольными ребрами упругий элемент. Использова гае предлагаемой конструкции оправки позволяет исключить свободный обжим пакета коллектора, полученного выдавливанием, так как с самого начала процесса обжима ребра оправки введены в зазоры между выступами до соприкосновения с поверхностью перемычек. Это позволяет равномерно уменьшать зазоры между выступами, устранить искаже ще формы выступов и офазование задиров на их поверхности под действием ребер оправки, что приводит к повьшхению качества коллекторов и снижению брака. На фиг. 1 изображена сборная оправка, продольное сечение; на фиг. 2 - поперечное сечение .заготовки после выдавливания продольных BHjTpemm выступов с выведенной внутрь ее сборной оребренной оправкой; на фиг. 3 - поперечное сечение заготовки после обжима в конической матрице на сборной оребренной оправке. Оп равка для изготовления коллектора электродвигателя содержит цилиндрический корпус 1..В корпусе 1 выполнена полоСТЬ 2, в которой размещен упругий элемент 3, например полиуретан, поджатйй. заглушкой 4. В корпусе 1 также вьтолнены сквозные радиальные пазы 5j в которые вставлены с возможностью радиального перемещения к центральной оси оправки продольные ребра 6, удерживаемые от выпадания втулкой 7 и крьш1кой 8 и взаимодействующие с упругим элементом 3. Крышка 8 крепится к -кортусу 1 болтом 9. Толщина продольных ребер 6 равна толщине изоляционного слоя между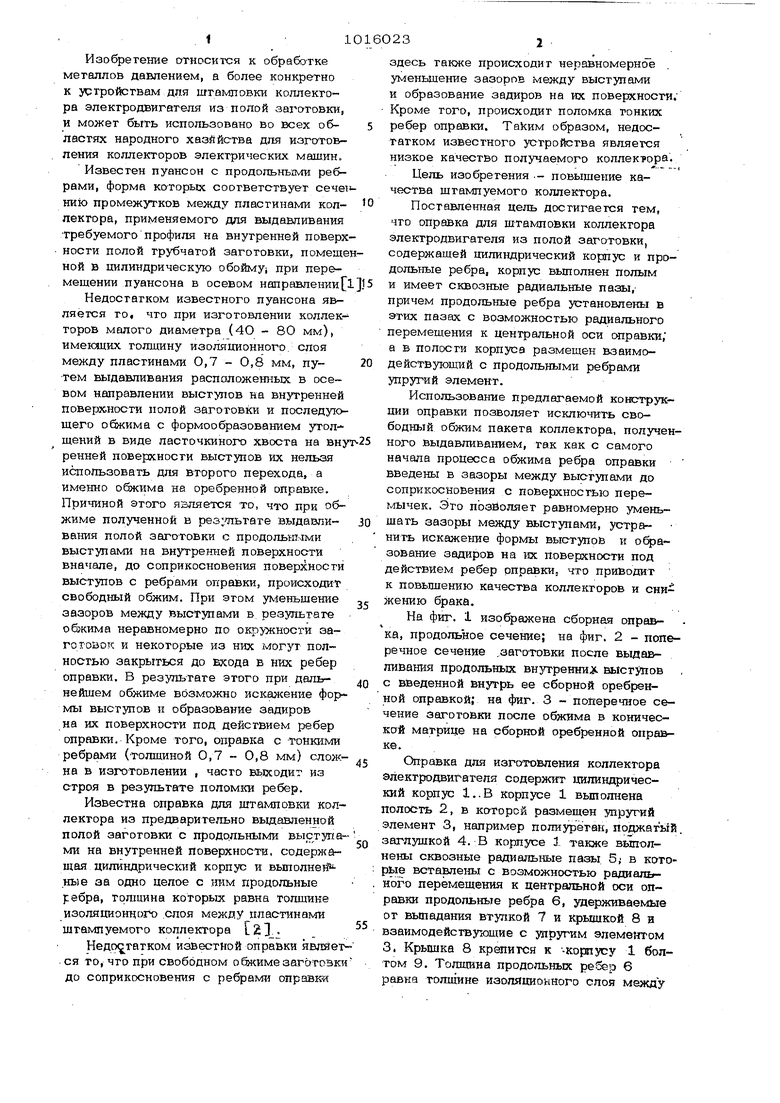
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления коллектора электродвигателя из трубной заготовки | 1981 |
|
SU1023475A1 |
| Способ изготовления коллектора электродвигателя из трубной заготовки | 1982 |
|
SU1083272A1 |
| Способ изготовления коллекторов электродвигателя | 1983 |
|
SU1172638A1 |
| Способ получения полуфабрикатов коллекторов электродвигателей | 1980 |
|
SU1041023A3 |
| ВОДООХЛАЖДАЕМАЯ ОПРАВКА КОСОВАЛКОВОГО ПРОШИВНОГО СТАНА, СПОСОБ ИЗГОТОВЛЕНИЯ ЭТОЙ ОПРАВКИ И ШТАМПОВАЯ ОСНАСТКА ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ | 2023 |
|
RU2816967C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОМЕЖУТОЧНОЙ ЗАГОТОВКИ ДЛЯ КОЛЛЕКТОРА ЭЛЕКТРОДВИГАТЕЛЯ | 1995 |
|
RU2090296C1 |
| Способ изготовления водоохлаждаемой оправки прошивного стана в виде двухслойного полого тела и штамп для его осуществления | 2023 |
|
RU2804236C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ТИПА ПОЛЫХ КОЛЬЦЕВЫХ СТАКАНОВ | 1992 |
|
RU2071864C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ ИЗДЕЛИЙ С ПРОДОЛЬНЫМИ РЕБРАМИ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 2011 |
|
RU2484913C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК СНАРЯДНЫХ КОРПУСОВ | 2000 |
|
RU2179491C2 |
ОПРАВ1КА ДЛЯ иГГАМПОВ КОЛЛЕКТОРА ЭЛЕКТРОДВИГАТЕЛЯ . ПОПОЙ ЗАГО1Х7ВКИ, соде|1жешая шаген , рвческвй; корпус и продольные отличающаяся тем, что, с i цельк) поЕЫшетш качес-тва штампуемого : коллектора,- корпус вьшоЛвен пошял и . имеет сквозные радиальные пазы, причем продольные ребра установлены в этих пазах с ьозможшхлъю радиального пере: мешения к певтральцой оси (шравкй, a в I полости корпуса размешен взаимодействуК пшй с продольным;и речами упругий элемент.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Веникодробильный станок | 1921 |
|
SU53A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Прибор для обтачивания глиняных изделий | 1924 |
|
SU1468A1 |
| Н | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
