(54) УСТРОЙСТВО ДЛЯ НАРЕЗАНИЯ РЕЗЬБЫ
| название | год | авторы | номер документа |
|---|---|---|---|
| Токарно-винторезный станок | 1981 |
|
SU1160926A3 |
| Станок для обработки отверстий сВиНТОВыМи КАНАВКАМи | 1978 |
|
SU818765A1 |
| Способ протягивания резьбы в изделиях большого диаметра на токарном станке | 1943 |
|
SU64273A1 |
| Устройство для радиального перемещения резца | 1987 |
|
SU1510995A1 |
| Способ нарезания резьбы (его варианты) | 1981 |
|
SU1016096A1 |
| СПОСОБ ВИХРЕВОГО НАРЕЗАНИЯ ВИНТОВЫХ КАНАВОК | 2003 |
|
RU2267384C2 |
| Устройство для нарезания резьбы | 1989 |
|
SU1678558A1 |
| УСТРОЙСТВО ДЛЯ СВЕРЛЕНИЯ И НАРЕЗАНИЯ РЕЗЬБЫ КОМБИНИРОВАННЫМ ИНСТРУМЕНТОМ | 1999 |
|
RU2168401C2 |
| НАРЕЗАНИЯ ВНУТРЕННЕЙ РЕЗЬБЫ РЕЗЦОМ | 1971 |
|
SU319422A1 |
| Резьбонарезная головка | 1986 |
|
SU1308440A1 |
1
Устройство относится к машиностроению и может быть использовано на заводах, изготовляющих детали для бурового инструмента с круглой резьбой.
Известно устройство для нарезания резьбы, содержащее щпиндельную головку с полым шпинделем, с размещенным внутри резцом 1 .
При нарезании резьбы кшогопроходным способом с помощью известного устройства, на нарезаемой детали предварительно протачивается зарезьбовая канавка для выхода резца в конце нарезки, а при нарезании методом точения (где не требуется зарезьбовая канавка) нарезание резьбы заканчивается надрезом, что также является концентратором напряжений. При эксплуатации таких деталей часто происходит поломка последних по зарезьбовой канавке. Все это является недостатком известного устройства.
Целью изобретения является исключение концентраторов напряжения в виде канавки для выхода резца.
Для достижения поставленной цели устройство снабжено установле1той в шпинделе с возможностью радиального перемещения ползушкой, в которой закреплен резец и вьшолнено коническое отверстие, и гильзой с клиновым выступом, установленной в шпинделе с возможностью перемещения и взаимодейст вия клинового выступа с коническими стенками отверстия ползущки, причем выступ срезан под углом, определяемым глубиной профиля и шагом нарезаемой резьбы.
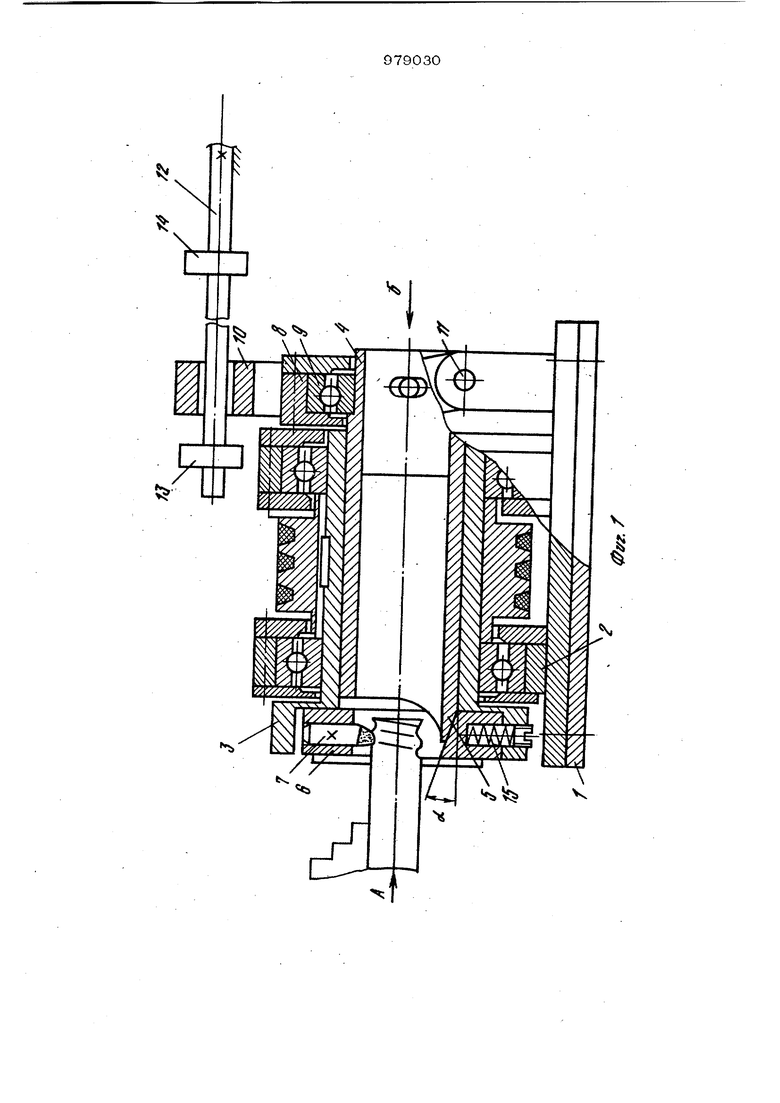
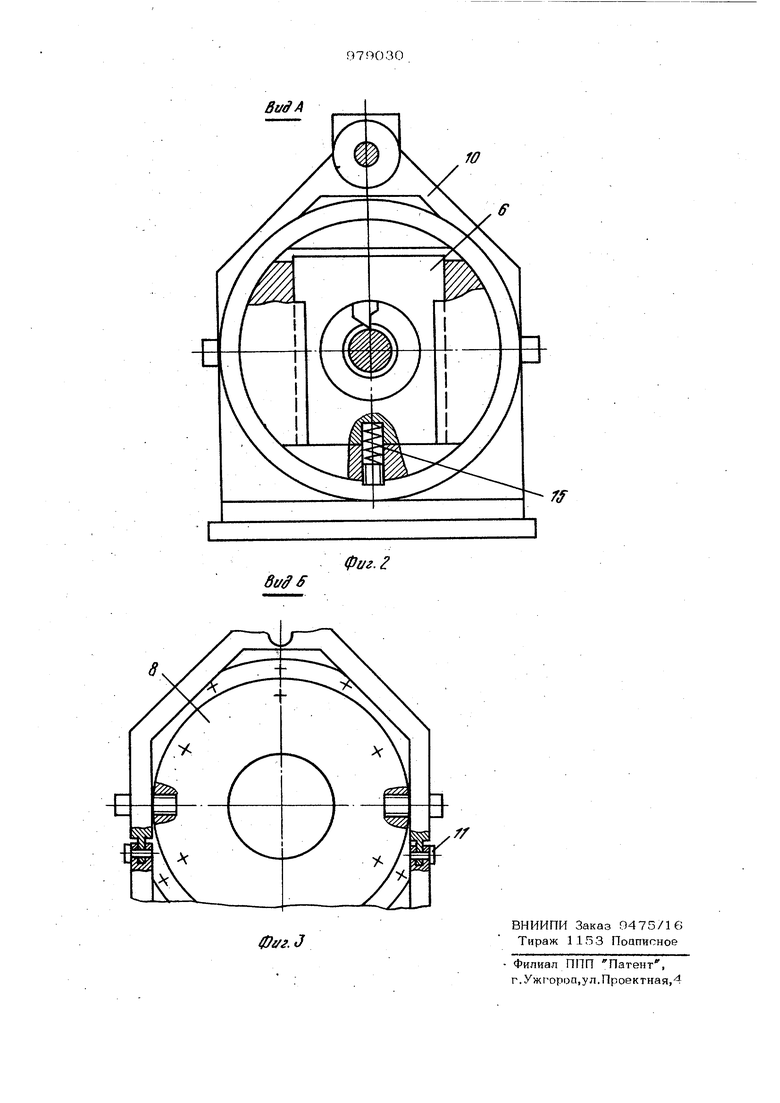
На фиг, 1 изображено предлагаемое устройство, продольный разрез; на фиг. 2 вид А на фиг. 1; на фиг. 3 - вид Б на фиг, 1.
Устройство содержит основашге 1, с помощью которого оно крепится |ш суппорте токарного станка. На основании
размещены шпиндельная головка 2 и электродвигатель (на чертеже не показан Внутри полого шпинделя 3, установленного в корпусе головки на подшипниках качения, раа 1ешена гильза 4, клиновой выступ 5 которой входит в коническое отверстие ползушки 6, которая размещена в радиальных направляющих шпинделя 3. В ползушке закреплен резьбонарезной инструмент 7. На противоположном выступу 5 конце гильзы 4, с помощью обоймы 8 и подшипника качения 9 установлен хомут 10, нижняя часть которого закреплена на основа1ши корпуса головки с помощью оси И,а верхняя может, скользить вдоль щтанги 12, закрепляембй неподвижно на токарном станке. На штанг 12 закреплены регулируемые упоры 13 и 14. В глухом отверстии размещена пружина 15.
Устройство работает следующим образом.
Вращение от электродвигателя передается через клиноременную передачу на полый шпиндель 3. Вместе со шпинделем приводятся во вращение гильзы 4 и ползущка 6 с резцом 7. При нарезании резьбы, помимо вращений шпинделя и обрабатываемой детали, осуществляется (Поступательное движение шпиндельной г&ловки вдоль оси заготовки. В конце нарезки верхняя часть хомута 10 упирается в регулируемый упор 13 и, поворачиваясь вокруг оси 11, вытягивает гильзу 4 из щпивделя 3, освобождая от фиксашш с помощью клинового. выступа 5 ползушку 6. Последняя, перемещаясь в радиальных направляющих щпинделя под действием пружины 15, вьюодит вершину резца 7 из винтовой канавки нарезаемой резьбы на поверхность обрабатываемой детали. При обратном ходе суппорта станка, с помощью упора 14 и хомута 10 гильза 4 и ползущка 6 возвращаются в ; нсхоаное положение. Угол скоса oL выступа
5расчитьтают таким образом, чтобы полный выход винтовой канавки на поверхность обрабатываемой детали осуществлялся на величине одного шага нарезаемой резьбы.
Например, при нарезании резьбы с круглым профилем на буровых штангах дметром 32 мм, с шагом резьбы 12 мм и глубиной профиля 2,0 мм угол скоса
06выступа определяется из соотношения
; -tofo -|- ,/fe6; айЮ°,
где ti - глубина профиля;
S - шаг нарезаемой резьбы. Использование предлагаемого устройства обеспечивает, за счет плавного вьш да резда из винтовой канавки обрабатываемой детали, нарезание резьбы без концентраторов напряжений, что позволяе повьюить стойкость, например, буровых штанг на 20-30%.
Формула изобретения
Устройство для нарезания резьбы, содержащее шпиндельную головку с полы шпинделем, с размещенным внутри резцом, отличающееся тем, что, с целью исключения концентраторов на(Пряжений в виде канавки для выхода рез|ца, устройство снабжено установленной в шпинделе с возможностью радиального перемещения ползушкой, в которой закреплен резец и вьшолнено коническое отверстие, и гильзой с клиновым выступом, установленной в шпиищеле с возможностью перемещения и взаимодействия клинового выступа с коническими стенками отверстия ползутшси.
Источники информации, принятые во внимание при экспертизе
