I
Изобретение относится к области металлообработки.
Известны способы кинематического дробления стружки, по которым инструменту, например резцу, пр,и токарной обработке сообщают отскоки в направлении непрерывной подачи, причем для эффективного дробления места отскоков смещают.
Предлагаемый способ позволяет дробить ст|ружку при многопроходном резьбонарезании с обеспечением требуемого качества резьбы.
Для этого резцу помимо рабочего движения в радиальном направлении сообщают отскоки в том же направлении на каждом проходе, причем места отскоков резца на каждом проходе смещают на величину в зависимости от угла поворота заготовки за время отскока резца, а по достижении резцом положения, определяющего заданные размеры резьбы, его рабочее движение в радиальном направлении ограничивают.
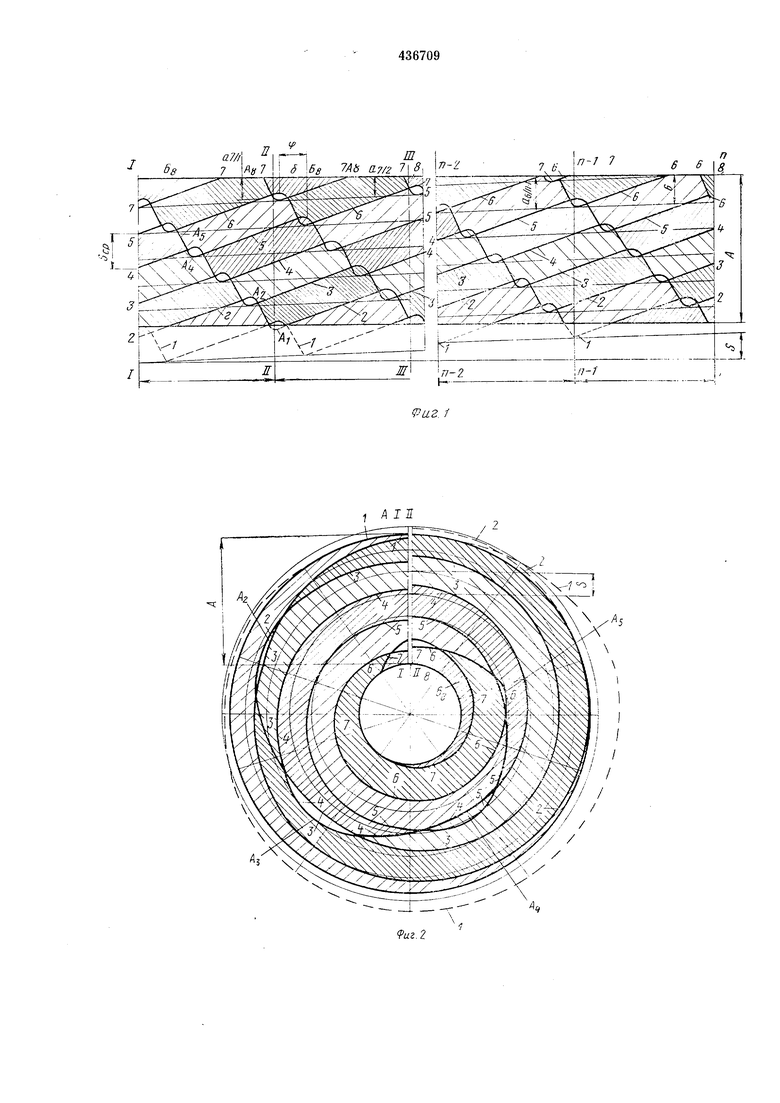
На фиг. 1 показана схема последовательного срезания слоев при нарезании резьбы с кинематическвм дроблением стружки; на фиг. 2 - схема последовательного срезания слоев при образовании одного витка резьбы с кинематическим дроблением стружки.
Устройство для дробления стружки при многопроходном нарезании внутренней и наружной резьбы по автоматическому циклу
прикрепляют к суппорту резьбонарезного станка.
Все движения, необходимые для нарезания резьбы на изделии, продольное перемещение
с подачей, равной щагу нарезаемой резьбы, отвод резца от обрабатываемой поверхности при обратном ходе, ускоренный обратный ход резца, поперечная подача па глубину резания осуществляются суппортом резьбонарезного приспособления стапка с помощью барабапа копиров, копира на глубину резания и кулачка отвода поперечного суппорта, т. е. кинематикой резьбонарезпого станка, имеющего жесткую кинематическую связь со шпиндел ем.
Процесс кинематического дробления струл ки путем сообщения возвратно-поступательного движения резцу по негармоническому закону можно проследить по схеме, представлеппой на фиг. 1.
По оси ординат отложено направление, совпадающее с радиальным перемещением резца при врезании. По оси абсцисс - развертка винтовой линии резьбы, где участки I-П,
П-HI...; («-2) -(П-1); (п-1) - {п) представляют собой развертки соответственно 1-го, 2-го, (п-1)-го и п-го витков резьбы. Тонкими линиями намечены траектории непрерывнной подачи резца на соответствующих проходах, обеспечиваемые кинематикой
станка. Цифрами 1, 2, 3 и т. д. отмечены последовательные траектории движения точки режущей кромки резца, обесиечивающие кинематическое дробление стружки, соответственно при 1-ом, 2-ом, 3-ем и т. д. проходах. В зонах Ai, AZ, Ai и т. д. процесс резания прекращается и стружка разрывается.
При врезании на глубину резец движется возвратно-поступательно с уменьшающейся амплитудой, что обеспечивается устройством, в котором предусмотрен упор. Это можно проследить по траектории движения точки режущей кромки, например, тгри 6-ом проходе на (п-1)-ом и tt-0М витках, а на 7-ом проходе иа 1-ом и 2-ом витках: aвf г l ae/n ci-/l a /2, где ае/п-1 - амплитуда возвратно-поступательного движения при 6-ом проходе на (п-1)-ом витке, us/n - амплитуда возвратнопоступательного движения при 6-ом проходе на п-ом витке и т. д.
На 8-ом проходе в зонах Б срезается стружка, несрезанная при предыдущем проходе, причем это происходит при неподвижном в радиальном направлении резце, который останавливают на упоре в момент достижения ИМ положения, определяющего заданные размеры резьбы.
Процесс прерывания стружки при образовании одного витка резьбы в поперечном сечении можно проследить по схеме, представленной «а фиг. 2, где Л - высота профиля резьбы, 5-подача за один проход, 5ср.- толщина стружки, измеренная в радиальном направлении, цифрами 1, 2, 3 и т. д. обозначены траектории движения режущей кромки, соответственно на 1-ом, 2-ом 3-ем и т. д. проходах.
В зонах Ai, AZ, AZ и т. д. прекращается процесс резания, и стружка разрывается.
Па 8-ом проходе, когда зазор б равен О, в зоне 8 срезается стружка, несрезанная при предыдущем проходе, причем это происходит при неподвижной в радиально м направлении каретке с резцом.
Для прерывания стружки и обеспечения минимального приращения толщины среза частоту возвратно-поступательного движения резца следует выбирать во взаимосвязи с числом оборотов барабана копиров резьбонарезного станка.
Расчет частоты:
резьбы - кривойпост смгде грезьбы - шаг нарезаемой резьбы; кривой - шаг кривой барабана копиров;
пост. - постоянпое передаточное отношение от пгпипделя станка до кривой барабана копиров; IcM - передаточное отношение сменных шестерен для настройки на шаг
нарезаемой резьбы.
По приведенной формуле рассчитывается
(мОдин оборот барабана копиров соответст1
вует оооротам изделия.
посг см
Число оборотов кулачка соответствующее одному обороту барабана копиров составит
1, спада
fit -
360
пост 1
Такое соотношение чисел оборотов кулачка обеспечивает смещение траекторий режущей кромки инструмента при последующих подачах на угол Ф, что обеспечивает дробление стружки.
Предмет изобретения
1.Способ кинематического дробления стружки но авт. св. № 278354, отличаюп ийся тем, что, с целью его осуществления при многопроходном резьбонарезании, резьбонарезному резцу, помимо рабочего движения в радиальпом направлении, сообщ ают отскоки в том же направлении на каждом проходе, причем места отскоков резца на проходах смещают.
2.Способ по п. 1, отличающийся тем, что, с целью обеспечения требуемого качества резьбы, места отскоков смещают последовательно па каждом проходе на величину в зависимости от угла поворота заготовки за время отскока резца, а по достижении резцом положения, определяющего заданные размеры резьбы, его рабочее движение в радиальном
направлении ограничивают. Лу 7 | 6s 7Ab 0.7/2 7| . 7 0 7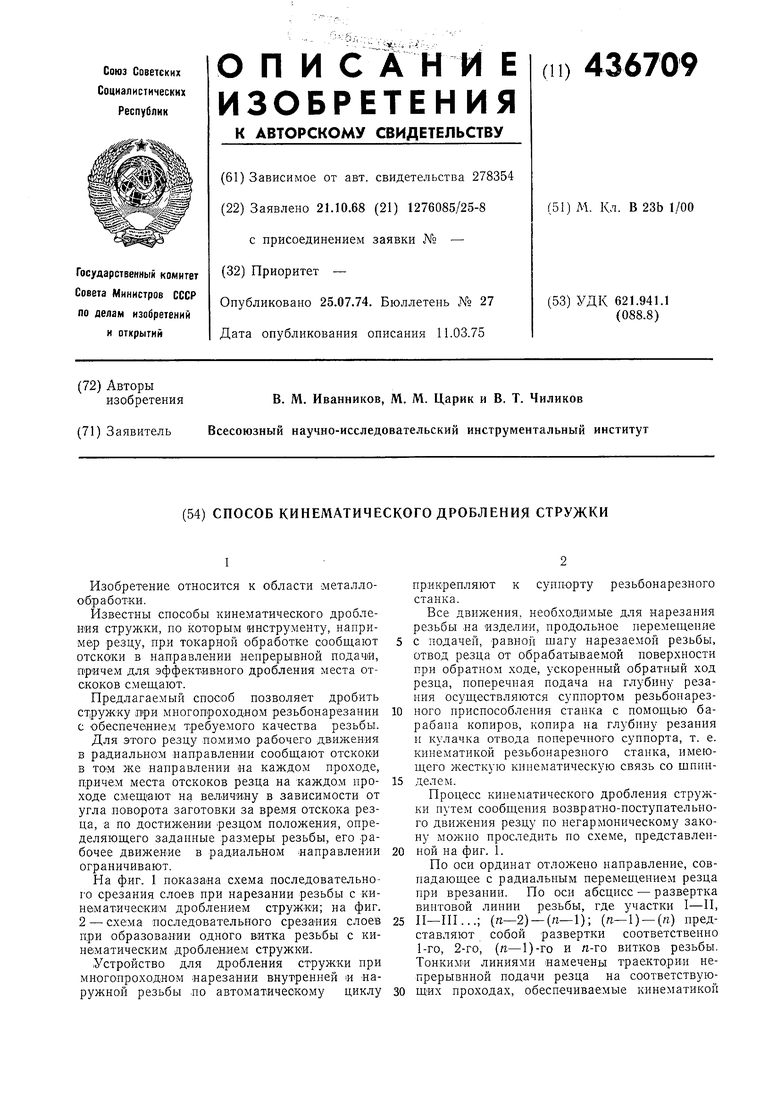
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для ДРОБЛЕНИЯ СТРУЖКИ | 1972 |
|
SU342413A1 |
| УСТРОЙСТВО для ДРОБЛЕНИЯ СТРУЖКИ | 1971 |
|
SU296362A1 |
| Способ многопроходного нарезанияРЕзьбы | 1978 |
|
SU808223A1 |
| Устройство для нарезания резьбы на токарных станках | 1990 |
|
SU1818178A1 |
| СПОСОБ ФОРМИРОВАНИЯ РЕЗЬБ НА ДЕТАЛЯХ ГЛУБИННЫХ НАСОСОВ ДОБЫВАЮЩИХ СКВАЖИН | 1994 |
|
RU2071882C1 |
| БИБЛИОТЕКА | 1973 |
|
SU405663A1 |
| МЕХАНИЗМ ПОДАЧ | 1970 |
|
SU268851A1 |
| Резьбонарезная головка | 1974 |
|
SU526465A1 |
| Устройство для нарезания резьбы на токарном станке | 1974 |
|
SU524502A3 |
| Резьбонарезной станок | 1981 |
|
SU990447A1 |