(54) СПОСОБ НАРЕЗАНИЯ РЕЗЬБЫ С КРУГЛЫМ ПРОФИЛЕМ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ нарезания резьбы (его варианты) | 1981 |
|
SU1016096A1 |
| Способ многопроходного нарезания резьбы асимметричного профиля | 1983 |
|
SU1135576A1 |
| Способ изготовления трубы с внутренними канавками | 1978 |
|
SU749572A1 |
| СПОСОБ НАРЕЗАНИЯ РЕЗЬБ НА КОНЦАХ ОБСАДНЫХ ТРУБ И МУФТАХ | 2016 |
|
RU2648589C2 |
| Способ получения заготовок трубчатых радиаторов | 1986 |
|
SU1761428A1 |
| Способ однопроходного нарезания резьбы | 1990 |
|
SU1731486A1 |
| Устройство для двустороннего нарезания резьбы | 1990 |
|
SU1710232A1 |
| СПОСОБ ФРЕЗЕРОВАНИЯ ВИНТОВ С КРУГЛОЙ ВИНТОВОЙ ПОВЕРХНОСТЬЮ | 2006 |
|
RU2306199C1 |
| Способ изготовления длинномерных изделий | 1983 |
|
SU1337273A1 |
| Способ многопроходного нарезания резьбы резцами | 1980 |
|
SU994169A1 |
I
Изобретение может найти применение в общем машиностроении при нарезании резьбы с круглым профилем.
Известен способ нарезания резьбы с Круглым профилем, при котором резцу, имеюш.ему профиль нарезаемой резьбы, сообщают вращательное и поступательное движения, а заготовке - вращательное, причем ось вращения резцов смещена относительно оси вращения заготовки на произвольную величину, выбираемую из конструктивных соображений, и наклонена к ней под определенным углом для предотвращения подрезания профиля резьбы. Одйако при таком способе необходим профильный резец с затылованиой задней поверхностью и качество нарезаемой задней поверхностью и качество нарезаемой резьбы довольно низкое.
Для образования круглого профиля резьбы резцом с прямолинейными режущими кромками и повышения качества нарезаемой резьбы ось вращения резца смещают относительно оси вращения заготовки на величину, равную . половине глубины профиля резьбы, а верщину резца - на величину, равную половине среднего диаметра резьбы.
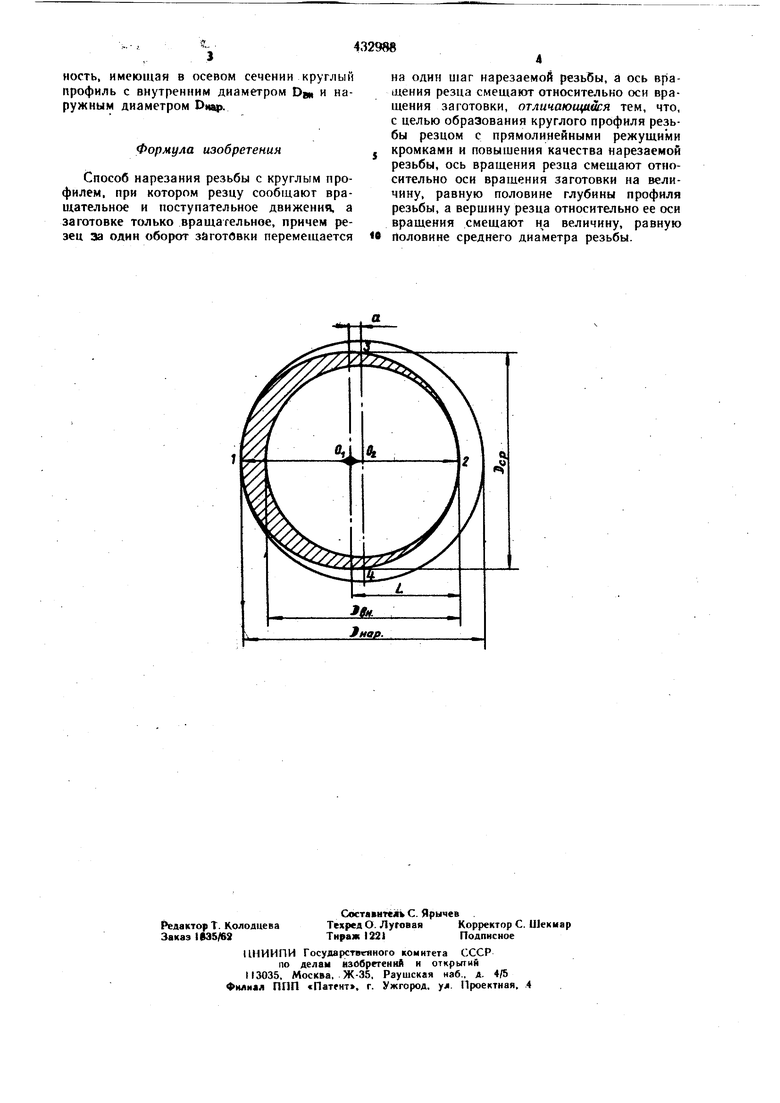
Способ нарезания резьбы с кругдмм профилем поясняется схемой, изображенной на чертеже.
Процесс рассматривается иа примере нарезания внутренней резьбы. Вылет резца L от оси О| его вращения устанавливается равным по;1овине среднего диаметра Dcp резьбы, при этом ось вращения резца смещена относительно оси Ог вращения заготовки на величину в., равную половине глубины профиля резьбы. Резец помимо вращения имеет и осевое перемещение, причем за один оборот заготовки резец перемещается на один щаг.
Таким образом, в любом поперечном сечении заготовки за один оборот резца в точке 1 обрабатывается впадииа резьбы, в точке 2 - верщина, в точках 3. и 4 - средний диаметр. Но так как в процессе резания заготовка непрерывно поворачивается вокруг оси Oi, а резец одновременно перемещается в осевом направлении, то и сечение стружки поворачивается н перемещается в осевом направупении с заданным шагом. Следовательно, образуется поверхиость, имеющая в осевом сечении круглым профиль с внутренним диаметром DM и наружным диаметром Diap.
Формула изобретения
Способ нарезания резьбы с круглым профилем, при котором резцу сообщают вращательное и поступательное движения а заготовке только вращательное, причем резец за одии оборот заготовки перемещается
на один таг нарезаемой резьбы, а ось вращения резца смещают относительно оси вращения заготовки, отличающаася тем, что, с целью образования круглого профиля резьбы резцом с прямолинейными режущими кромками и повышения качества нарезаемой резьбы, ось вращения резца смещают относительно оси вращения заготовки на величину, равную половине глубины профиля резьбы, а верщину резца отиосительно ее оси вращения смещают величину, равную Половине среднего диаметра резьбы.
