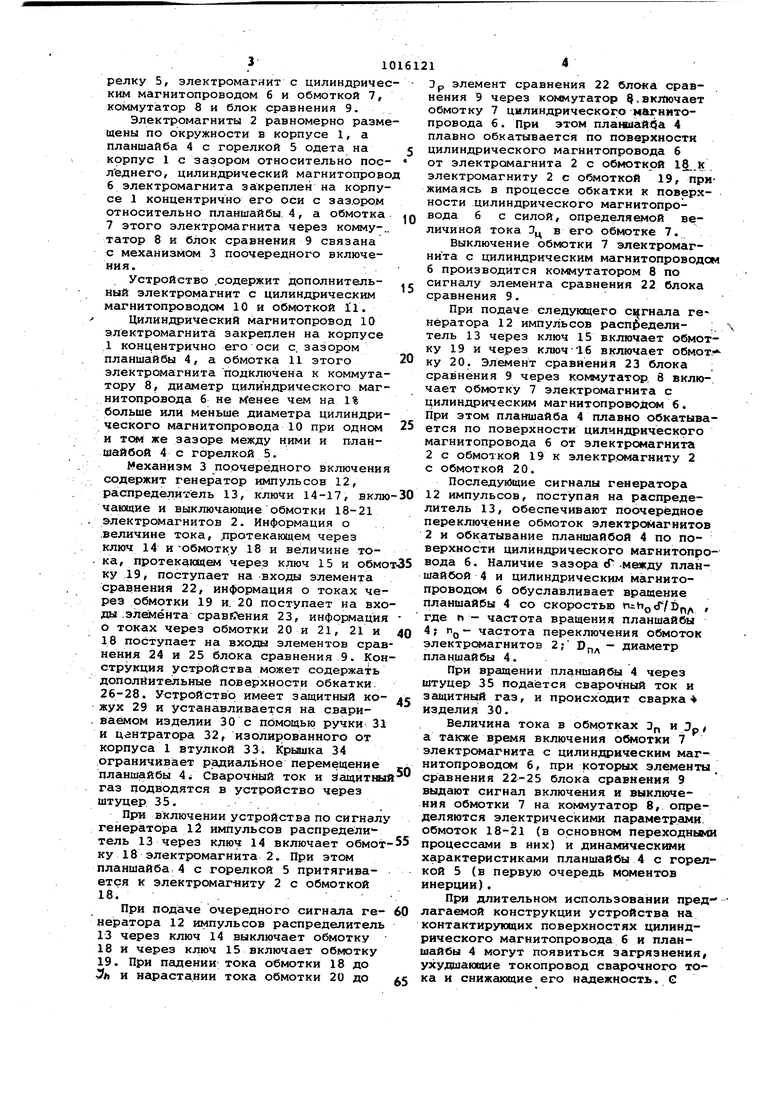
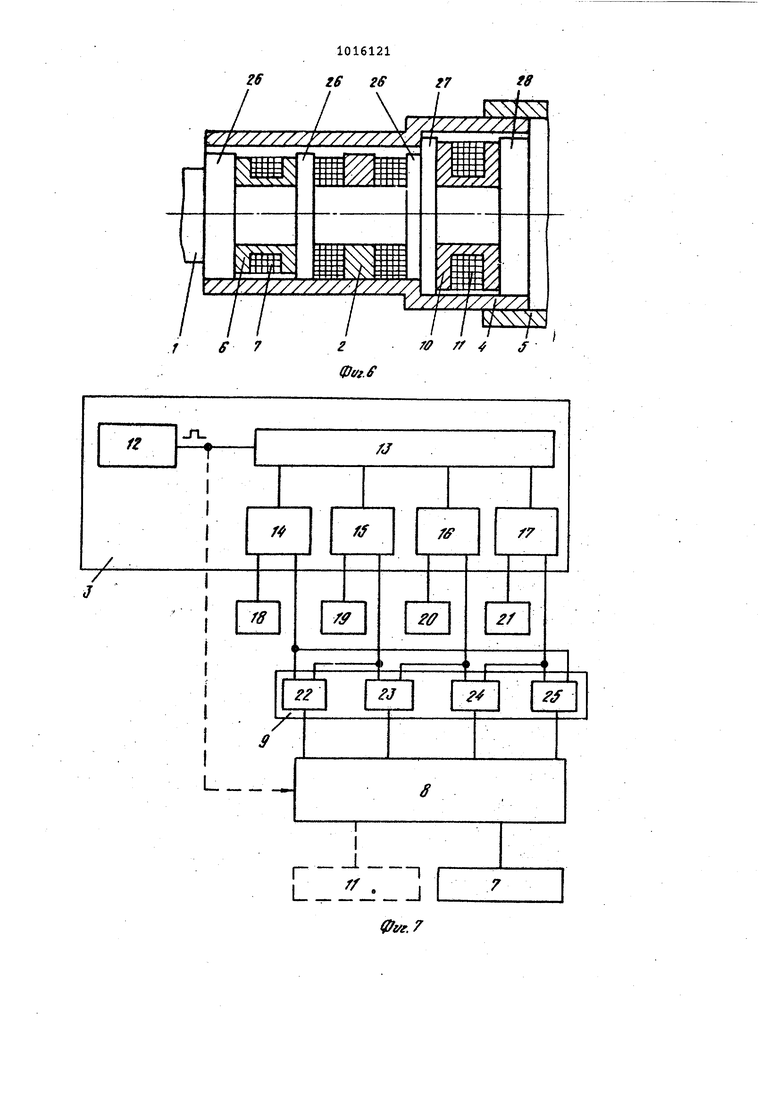
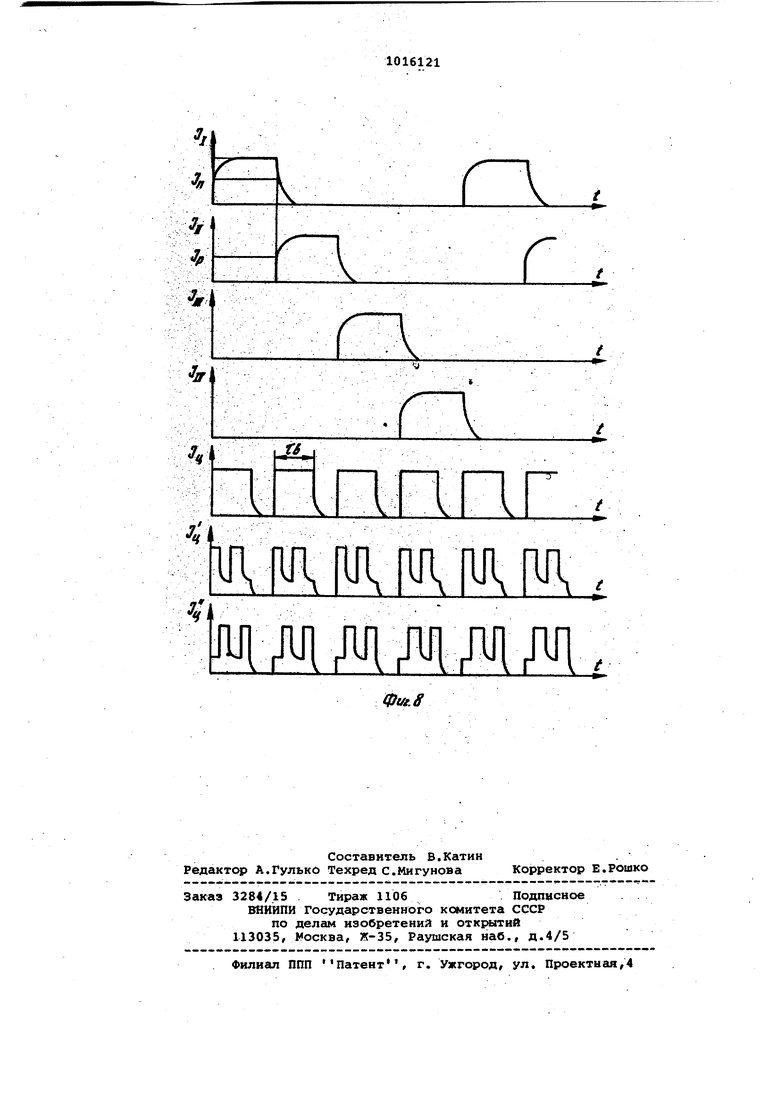
ьр Изобретение относится к устройст вам для сварки неповоротных стыков труб и может быть применено в химической, энергетической и других отраслях промышленности, в особенности при сварке труб с трубными ре шетками. Известно устройство для сварки неповоротных стыков труб типа ОДА, содержащее корпус, планшайбу с горе кой и электрический привод планшайбы, состоящий из редуктора и двигателя. Токоподзод сварочного тока к электроду осуществляется с помощью гибкого шланга токогазоподвода С ЗНедостаткё1ми данной конструкции автомата являются сложность изготов ления, высокая стоимость редуктора, низкая надежность, малый ресурс работы редуктора и направляющих для перемещения планшайбы вследствие их работы в условиях сухого трения и неудовлетворительной смазки, низкий КПД устройства из-за большого количес ва промежуточных звеньев, передающих движение от двигателя к плаишайбе, удобство и увеличение подготовитель но-заключительного времени при работ с устройством в связи с закручивани токогазоподвода. Известны устройства для электро уговой приварки труб к трубным решеткам, содержащие горелку для арго но-дуговой сварки наплавляющимся электродом, механизм кругового пере мещения горелки и системы скользящего токоподвода сварочного тока 2 и 3. Однако применение системы скользящего токоподвода усложняет конструкцию устройства, повышает его себе стоимость, снижает надежность токоподвода сварочного тока. Наиболее близким техническим решением к изобретению является устройство, содержащее корпус, планшайбу с горелкой, установленную в корпу се с зазором относительно него, привод планшайбы, выполненньй в виде по крайней мере трех электромагнитов равномерно размещенных по окружности в корпусе и механизм поочередного включения электромагнитов С4. Конструкция устройства обеспечивает необходимые условия сцепления планшайбы и корпуса в момент обкатки планшайбой полюсов электромагнитов, но не обеспечивает их в момент обкат ки планшайбой межполюсных зон электромагнитов. Недостаточное сцепление вызывает изменение скорости вращения горелки, ухудшает динамику привода, что в свою очередь снижает качество сварного соединения. Другим недостатком известного устройства является то, что эксцентричное расположение планшайбы с горелкой затрудняет применение в устройстве системы скользящего токоподвода сварочного тока, значительно усложняет ее конструкцию, повышает его себестоимость и габариты. Применение же кабеля токоподвода сварочного тока затрудняет работу с устройством, ведет к снижению производительности труда. Целью изобретения является повышение качества сварки за счет улучшения динамических характеристик привода и токоподвода сварочного тока. Поставленная цель достигается тем, что устройство, содержащее корпус, планшайбу с горелкой, установленную с корпусе с зазорсм относительно него, привод планшайбы, выполненный в виде по крайней мере трех 9JjeKTpoMarHHTOB,paBHOMepHO размещенных по окружности в корпусе и механизм поочередного включения электромагнитов , снабжено двумя электромагнитами с цилиндрическим магнитопроводом, коммутатором переключения обмоток введенных электромагнитов и блоком сравнения, при этом каждый из этих электромагнитов закреплен в корпусе концентрично его оси с зазором относительно планшайбы, а обмотка каждого из этих электромагнитов через коьшутатор и блок сравнения связана с механизмом поочередного их включения. При подаче загрязненного газа и длительном хранении устройства контактные поверхности планшайбы и корпуса устройства могут загрязняться. Введение в устройство второго электромагнита с цилиндрическим магнитопроводом, диаметр которого больше диаметра цилиндрического магнитопро:$ода первого электромагнита и переключение их обмоток обеспечивает притяжение планшайбы под действием электромагнитных сил то к одному, то к другсялу электромагнитам, обкатывание её по магнитопроводам включенных электромагнитов без скольжения и проскальзывание ее в цилиндрическом магнитопроводе отключенного электромагнита, при котором возможные загрязнения удаляются с контактных поверхностей. На фиг. изображено предложенное устройство, общий вид; на фиг,2 разрез А-А на фиг.1 на фиг.З - разрез Б-В на фиг.1;на фиг.4и 5 - варианты размещени:я электромагнитов на корпусе устройства; на фиг.6 - часть конструкции автомата, в которую введены дополнительные поверхности обкатки; на фиг.7 - блок-схема устройства; на фиг. 8 - циклограмма его работы. Устцрйство содержит корпус 1, электромагниты 2, механизм 3, поочередного включения, планшайбу 4, горелку 5, электромагнит с цилиндричес ким магнитопроводом б и обмоткой 7, коммутатор 8 и блок сравнения 9. Электромагниты 2 равномерно разме щены по окружности в корпусе 1, а планшайба 4 с горелкой 5 одета на кррпус 1 с зазором относительно последнего, цилиндрический магнитопрово 6электромагнита закреплен на корпусе 1 концентрично его оси с зазором относительно планшайбы. 4, а обмотка 7этого электромагнита через комму-. татор 8 и блок сравнения 9 связана с механизмом 3 поочередного включения. Устройство .содержит дополнительный электромагнит с цилиндрическим магнитопроводсм 10 и обмоткой 11. Цилиндрический магнитопровод 10 электромагнита закреплен на корпусе 1 концентрично егооси с. зазором планшайбы 4, а обмотка 11 этого электромагнита подключена к коммутатору 8, диаметр цилиндрического магнитопровода 6 не кГенее чем на 1% больше или меньше диаметра цилиндрического магнйтопровода 10 при одном и том же зазоре между ними и планшайбой 4 с горелкой 5. Механизм 3 поочередного включени содержит генератор импульсов 12, распределитель 13, ключи 14-17, вклю чающие и выключающие обмотки 18-21 электромагнитов 2. Информация о .величине тока, .протекающем через ключ 14 и-обмотку 18 и величине тока, протекающем через ключ 15 и обмо ку 19, поступает на входы элемента сравнения 22, информация о токах через обмотки 19 и. 20 поступает на вхо ды .элемента сравй ния 23, информация о токах через обмотки 20 и 21, 21 и 18 поступает на входы элементов срав нения 24 и 25 блока сравнения 9. Кон струкция устройства может содержать дополнительные поверхности обкатки. 26-28. Устройство имеет защитный кожух 29 и устанавливается на свариваемом изделии 30 с помощью ручки 31 и центратора 32, изолированного от корпуса 1 втулкой 33. Крышка 34 ограничивает радиашьное перемещение планшайбы 4 / Сварочный ток и защит1& газ подводятся в устройство через штуцер 35. При включении устройства по сигнал генератора 12 импульсов распределитель 13 через ключ 14 включает обмот ку 18 электромагнита 2. При этом планшайба 4 с горелкой 5 притягивается к электромагниту 2 с обмоткой 18.. При подаче очередного сигнала генератора 12 импульсов распределитель 13 через ключ 14 выключает обмотку 18 и через ключ 15 включает обмотку 19.При падении тока обмотки 18 до Jh и нарастании тока обмотки 20 до 1 1 Э р элемент сравнения 22 блока сравнения 9 через коммутатор Q.включает обмотку 7 цилиндрического -нагнитопровода 6. При этом пла1шай1$а 4 плавно обкатывается по поверхности цилиндрического магнйтопровода б от электромагнита 2 с обмоткой 18..К электромагниту 2 с обмоткой 19, прижимаясь в процессе обкатки к поверхности цилиндрического магнйтопровода 6 с силой, определяемой величиной тока Эц в его обмотке 7. Выключение обмотки 7 электромагнита с цилиндрическим магиитопроводом б производится KONwyTaTOpoM 8 по сигналу элемента сравнения 22 блока сравнения 9. При подаче следующего сигнала генератора 12 импульсов распредели- :. тель 13 через ключ 15 включает обмотку 19 и через ключ 16 включает обмот ку 20. Элемент сравнения 23 блока ; сравнения 9 через коммутатор 8 включает обмотку 7 электромагнита с цилиндрическим магнитопроводсж 6. При этом планшайба 4 плавно обкатывается по поверхности цилиндрического магнйтопровода б от электромагнита 2 с обмоткой 19 к электр.садагниту 2 с обмоткой 20. Последующие сигналы генератора 12 импульсов, поступая на распределитель 13, обеспечивают поочерёдное переключение обмоток электромагнитов 2 и обкатывание планшайбой 4 по поверхности цилиндрического магнйтопровода 6. Наличие зазора (Г -между планшайбой 4 и цилиндрическим магнитопроводом 6 обуславливает вращение планшайбы 4 со скоростью )f, , где п - частота вращения планшайбы 4; Пр - частота переключения обмоток электромагнитов 2; - диаметр планшайбы 4. . При вращении планшайбы 4 через штуцер 35 подаётся сварочный ток и защитный газ, и происходит сварка изделия 30. Величина тока в обмотках Эр и J а также время включения обмотки 7 электромагнита с цилиндрическим магнитопроводом б, при которых элементы, сравнения 22-25 блока сравнения 9 выдают сигнал включения и выключения обмотки 7 на коммутатор 8, определяются электрическими параметрами: обмоток 18-21 (в основном переходный процессами в них) и динамическими характеристиками планшайбы 4 с горелкой 5 (в первую очередь моментов инерции). При длительном использовании пред лагаемой конструкции устройства на контактирующих поверхностях цилиндрического магнйтопровода б и планшайбы 4 могут появиться загрязнения, ухудшающие токопровод сварочного тока и снижакщие его нгщежность. G
целью повышения надежности токоподвода сварочного тока за счет удаления загрязнений с контактирующих поверхностей в устройство вводится дополнительный электромагнит с цилиндрическим магнитопроводом 10 и обмоткой 11 (фиг.4).
Удаление загрязнений с контактируюй1их поверхностей осуществляется следующим образом.
При работе устройства коммутатор 8, управляемый генератором 12 импульсов, поочередно переключает обмотки 7 и 11 электромагнитов.
При включении обмотки 7 планшайба 4 без скольжения обкатывается по поверхности цилиндрического магмитопровода 6, а обкатывание ее по поверхности цилиндрического .магнитопровода 10 сопровождается проскальзыванием, при котором загрязнения
выдавливаются с контактирующих поверхностей цилиндрического магнитопровода 10 и планшайбы 4.
При включении обмотки 11 планшайб 4 без скольжения обкатывается по поверхности цилиндрического магнитопробода 10, 3. обкатывание ее по поверхности цилиндрического магнитопровода 6 сопровождается проскальзыванием, при котором загрязнения выдавливаются с контактирукяцих поверхностей цилиндрического магнитопровода б и планшайбы 4.
Поочередное переключение обмоток 7 и 11 цилиндрических магнитопроводов б и 10 обеспечивает удгшениё загрязнениЛ с контактирующих поверхностей планшайбы 4 и цилиндрических магнитопровоДов 6 и 10 и более надеж/ ый токоподвод сварочного тока.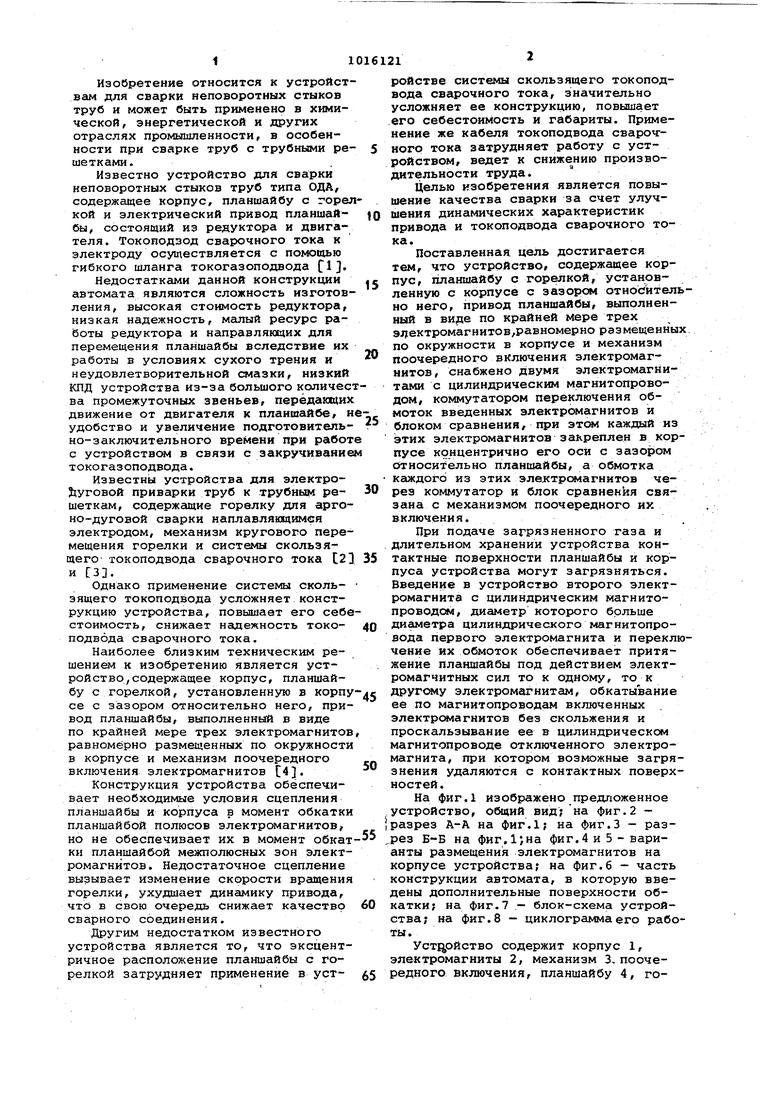
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки неповоротных стыков труб | 1981 |
|
SU984778A2 |
| Устройство для сварки неповоротныхСТыКОВ ТРуб | 1979 |
|
SU812481A1 |
| Горелка для сварки магнитоуправляемой дугой | 1980 |
|
SU903011A1 |
| Автомат для сварки неповоротных стыков труб | 1978 |
|
SU745622A1 |
| УСТРОЙСТВО ДЛЯ ДУГОВОЙ МНОГОЭЛЕКТРОДНОЙ СВАРКИ | 2003 |
|
RU2272699C2 |
| Устройство для автоматической сварки угловых замкнутых швов | 1983 |
|
SU1139600A1 |
| Устройство для визуального контроля профиля | 1980 |
|
SU1010453A1 |
| Способ автоматического центрирования труб | 1983 |
|
SU1199544A1 |
| Механизм ориентирования антенны | 1991 |
|
SU1810940A1 |
| Устройство для управления процессом дуговой точечной или шовной сварки | 1988 |
|
SU1551488A1 |
УСТРрЙСФВО ДЛЯ СВАРКИ НЕИОВОРОТВДХ СТЫКОВ ТРУБ, содержавшее корпус, планшайбу с горелкой, установленную в корпусе с зазором относительно негр, привод планшайбы, выполненньй в виде по крайней мере трех электромагнитов, равномерно размещенных по окружности в корпусе, и механизм поочередного включения электромагнитов, о т л и ч а юи е е с я тем, что, с целью повышения качества сварки за счет улучшения динамических характеристик привода и токопровода сварочного ток V оио снабжено двумя злектромагнитами с цилиндфическим магнитопроводом и; . коммутатором переключения обмоток введенные электромагнитов и блоке сравнения, при этом каикдый из этих электромагнитов закреплен в корпусе концентрично его оси с зазором относительно планшайбы, а обмотка кажСО дого из этих электромагнитов через коммутатор и блок сравнения связана с механизме поочередного их включения.
(iPvt.f
-/1
32
Щиг.г е 7 fff
iOiff. ff f
f ч&
r
r
Ж
«
ж ж Ш, Ш, № ш,,
J /
mn я мм лл,
фиг. 8
