1
Изобретение относится к устройствам для сварки неповоротных стыков труб и может быть применено в химической, энергетической и других отраслях промвпиленности.
Известны устройства для сварки неповоротных стыков труб содержащие корпус, закрепленный на свариваемой трубе, вмонтированный в него электрический привод с червячным редуктором и планшайбу с горелкой, перемещающуюся относительно корпуса по направляющим скольжения. На планшайбе установлен также механизм подачи присадочной проволоки С 1J.
Ресурс работы данных устройств до капитального ремонта на прешлшает 500 ч.
Наиболее близким по технической сущности и достигаемому эффекту к . предлагаемому является устройство, содержащее корпус/ пламиайбу с горелкой и электрический привод.состощий из редуктора и Двигателя 12J .
. Однако для известного устройства характерны сложность в.изготовлени и высокая цена редуктора, низкая надежность и малый ресурс работы редуктора и направляющих для перемещения планшайбы вследствие их работы в условиях сухого трения и неудовлетворительной смазки, низкий КПД из-за большого количества промежуточных звеньев, передакхдих движение от электродвигателя к планшайбе.
Целью изобретения является упрощение конструкции устройства, повышение его надежности и КПД.
Для этого в устройстве для сварки неповоротных стыков труб, содержащем корпус, планшайбу, горелку и электрический привод, последний выполнен в виде, по крайней мере, трех отдельных электромагнитов, равномерно размещенных по окружности в корпусе, и механизма их поочередного включения, а планшайба с закрепленной на ней горелкой одета на корпус с зазором относительно последнего.
0
Для сварки с колебаниями электро да в радиальном направлении, величина зазора между корпусом и планшайбой составляет величину заданной амплитуды колебаний.
5
Для сварки тонкостенных изделий корпус снабжен кольцевой направляющей, а закрепленная относительно планшайбы с возможностью взаимного радиального перемещения, снабжена водилом, установленным с возможнос0
тью взаимодействия с этой направляющей.
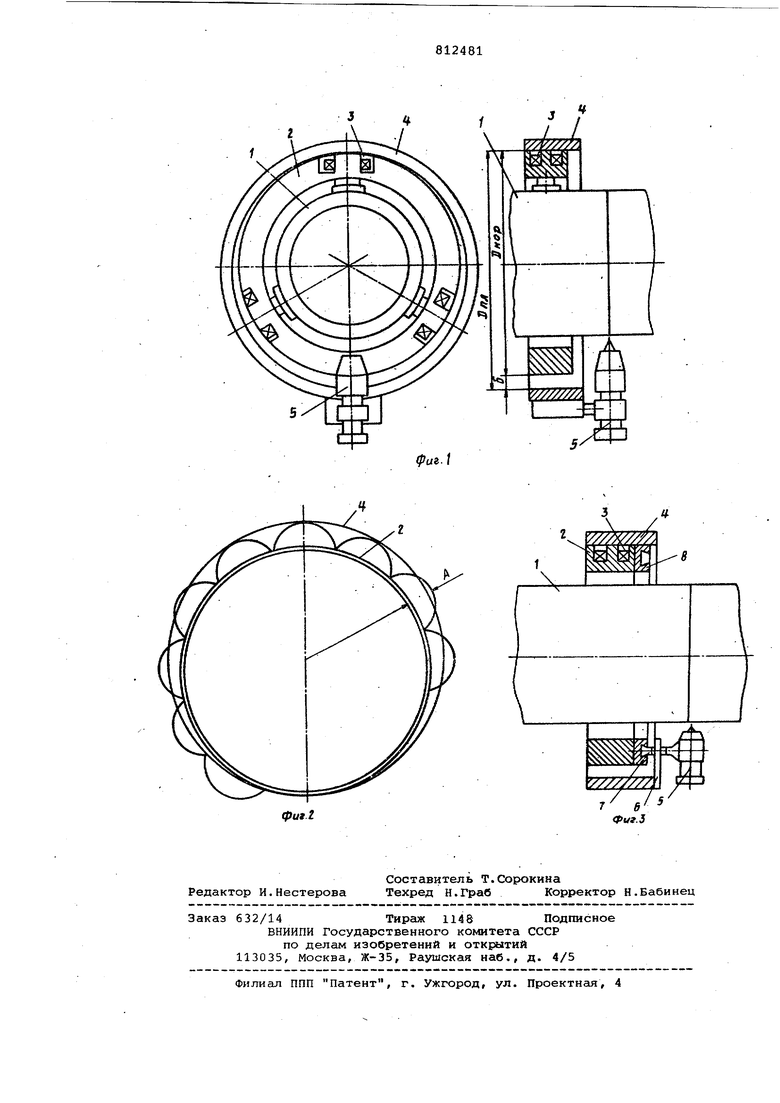
На фиг. 1 схематично представлено устройство, общий вид в двух проекциях} на фиг. 2 - траектория перемещения горелки вокруг стыка при обкатывании планшайбы вокруг корпуса; на фиг. 3 - вариант устройства.
Устройство состоит ий устанавливаемого на свариваемую трубку 1 корпуса 2, размещенных по окружности в корпусе 2 электромагнитов 3, планшайбы 4, одетой на корпус 2 с зазором , с установленной на ней го:релкой 5. Горелка 5 установлена на радиальной направляющей 6, размещенной на планшайбе 4 и обеспечивающей радиальное взаимное перемещение горелки 5 и планшайбы 4. Горелка 5 дополнительно посредством водила 7 связана с кольцевой направляющей 8, установленной на корпусе 2 устройства.
Работа устройства осуществляется следуицим образом.
При поочередной подаче электрического тока в катушки электромагнитов 3 создается вращающееся магнитое поле, последовательное воздействие этого поля на различные участки планшайбы 4 заставляет ее обкатываться вокруг корпуса 2 устройства, при этом горелка 5, закрепленная на планшайбе 4, движется вокруг трубы
1по траектории, близкой к окружности, в том случае, когда необходимо обеспечить колебания горелки 5 в . радиальном направлении с заданной
. амплитудой А, внутренний диаметр планшайбы 1)р изготавливают больше наружного диаметра корпусаD op,по которому обкатывается планшайба 4, на величину А. В этом случае при обкатывании планшайбы 4 вокруг корпус
2горелка 5 помимо перемещения по окружности будет совершать колебательные движения по радиусу с амплитудой А (фиг.2) .
При обкатывании планшайбы 4 (фиг.З) вокруг корпуса 2 водило 7, двигаясь по кольцевой направляклдей 8, смещает горелку 5 по радиальной направляющей б относительно планшай бы 4, при этом расстояние между горелкой 5 и свариваемой трубой 1 остается неизменным.
Таким образом, использование предлагаемого устройства позволяет упростить конструкцию, отказаться от применения редуктора, уменьшить количество трущихся частей rf- тем самым повысить надежность и КПД в 2030 раз.
Формула изобретения
1.Устройство для сварки неповоротных стыков труб, содержащее корпус, планшайбу с горелкой и электрический привод, отличаю щеес я тем, что, с целью упрощения конструкции, повышения его надежности и КПД,привод выполнен в виде,
по крайней мере, трех электромагнитов, равномерно размещенных по окруж,ности в корпусе и механизма их почередного включения, а планшайба с закрепленной на ней горелкой одета на корпус с зазором относительно последнего.
2.Устройство по п.1, о т л и чающееся тем, что, с целью осуществления сварки с колебаниями электрода, величина зазора между корпусом и планшайбой составляет величину заданной амплитуды колебаний.
3.Устройство по П.1, отличающееся тем, что, с улучшения качества при сварке малых толдан, за счет исключения вертикальиых перемещений горелки, корпус снабжен кольцевой направляющей, а горелка, закрепленная относительно планшайбы с возможностью взаимного радиального перемещения, снабжена водилом, установленным с возможностью взаимодействия с этой направляющей.
Источники информации, принятые во внимание при экспертизе
1.Верченко В.Р. и др. Автоматическая сварка неповоротных стыков труб. - Сварочное производство, 1956, № б, с. 22.
2.Грикенко В.И. и др. Новые перекосные автоматы для сварки неповоротных стыков труб вольфрамовым электродом. - Сварочное производство, 1972, 10, с. 44.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки неповоротных стыков труб | 1981 |
|
SU984778A2 |
| Устройство для сварки неповоротных стыков труб | 1981 |
|
SU1016121A1 |
| Устройство для сварки неповоротных стыков труб | 1979 |
|
SU774869A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ НЕПОВОРОТНЫХ СТЫКОВ ТРУБ | 2017 |
|
RU2678552C1 |
| Устройство для сборки и сварки неповоротных стыков труб | 1986 |
|
SU1453764A1 |
| Устройство для сварки неповоротныхСТыКОВ ТРуб | 1978 |
|
SU816725A1 |
| Устройство для автоматической сварки криволинейных элементов | 1982 |
|
SU1041252A1 |
| Устройство для сварки неповоротных стыков труб | 1977 |
|
SU722710A1 |
| Автомат для сварки неповоротныхСТыКОВ ТРуб | 1979 |
|
SU848222A1 |
| Устройство для сварки неповоротных стыков труб | 1988 |
|
SU1583239A1 |