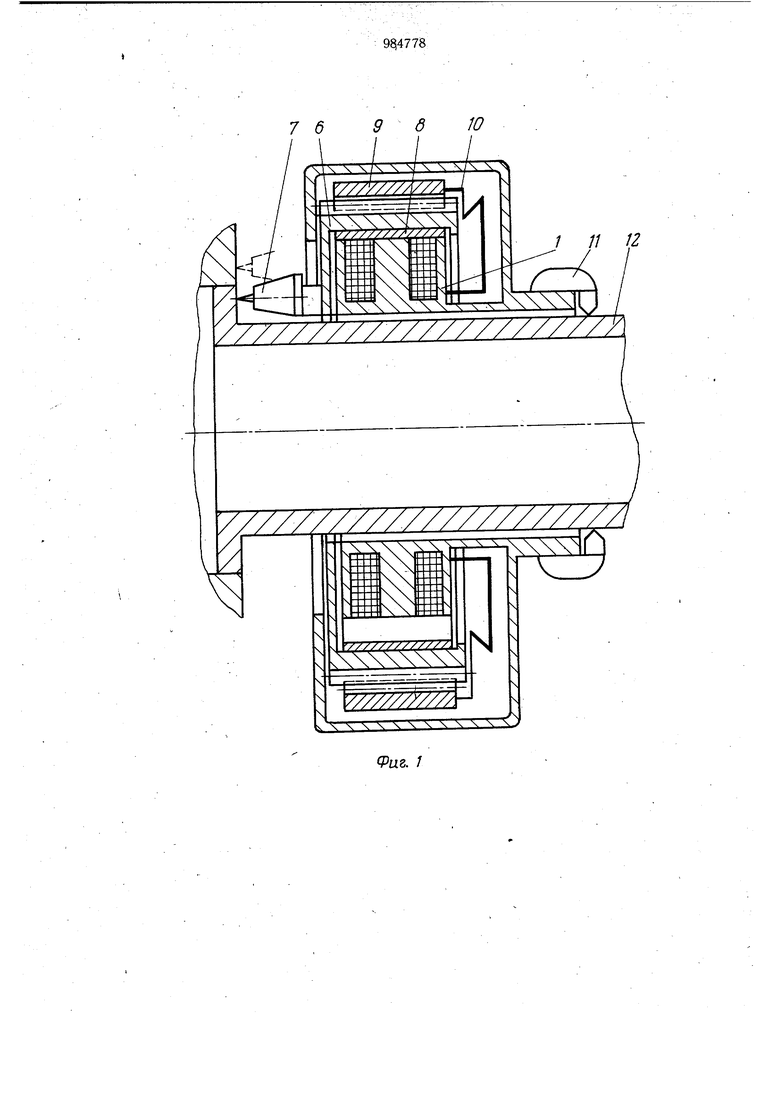
(54) УСТРОЙСТВО ДЛЯ СВАРКИ НЕПОВОРОТНЫХ СТЫКОВ ТРУБ Изобретение относится к устройствам для сварки неповоротных стыков труб, преимущественно труб с трубными решётками. , По основному авт. св. № 812481 известно устройство для сварки неповоротных стыков труб, содержащее корпус, планщайбу с закрепленной на ней горелкой, электрический привод, выполненный в виде по крайней мере трех электромагнитов, размещенных по окружности в корпусе, и механизм поочередного включения этих магнитов11 Такое устройство обеспечивает перемещение горелки или строго по стыку, или по укороченной циклоиде, но при этом интенсивность нагрева или обоих, или одной из свариваемых кромок в ряде случаев оказывается недостаточной для получения качественноге сварного соединения. Цель изобретения - повышение качества сварки путем обеспечения перемещения сварочной горелки по удлиненной циклоиде, что приводит к равномерному и интенсивному прогреву свариваемых кромок. Поставленная цель достигается тем, что устройство для сварки неповоротных стыков труб снабжено двумя кольцами, одно из которых выполнено из магнитомягкого материала и расположено внутри планшайбы, кинематически связанной с другим кольцом, установленным с ее внешней стороны. Устройство снабжено также пантографом, закрепленным на корпусе и жестко связанным с наружным кольцом. На фиг. 1 изображено предлагаемое устройство, общий вид; на фиг. 2 схематично показано положение основных движущихся элементов устройства при работе; на фиг. 3 показана траектория перемещения горелки. Устройство состоит из корпуса 1, электромагнитов 2-5, равномерно размещенных по окружности в корпусе 1, планшайбы 6 с закрепленной на ней горелкой 7, колец 8 и 9, пантографа 10, зажима 11. Устройство . устанавливается на одно из свариваемых изделий - трубу 12 с помощью зажимов. Кольцо 8 выполнено из магнитомягкого материала и установлено со стороны корпуса 1 на планшайбе 6, а его внутренняя и наружная цилиндрические поверхности, взаимодействующие с поверхностями корпуса 1 и планщайбы 6, обработаны с целью снижения трения между ними. Кольцо 9 закреплено на корпусе 1 через пантограф 10 и кинематически связано с планщайбой 6.
Планшайба 6 с установленной на ней горелкой 7 и кольцо 9 образуют подвижную систему, базирующуюся на пантографе 10. Устройство работает следующим образом.
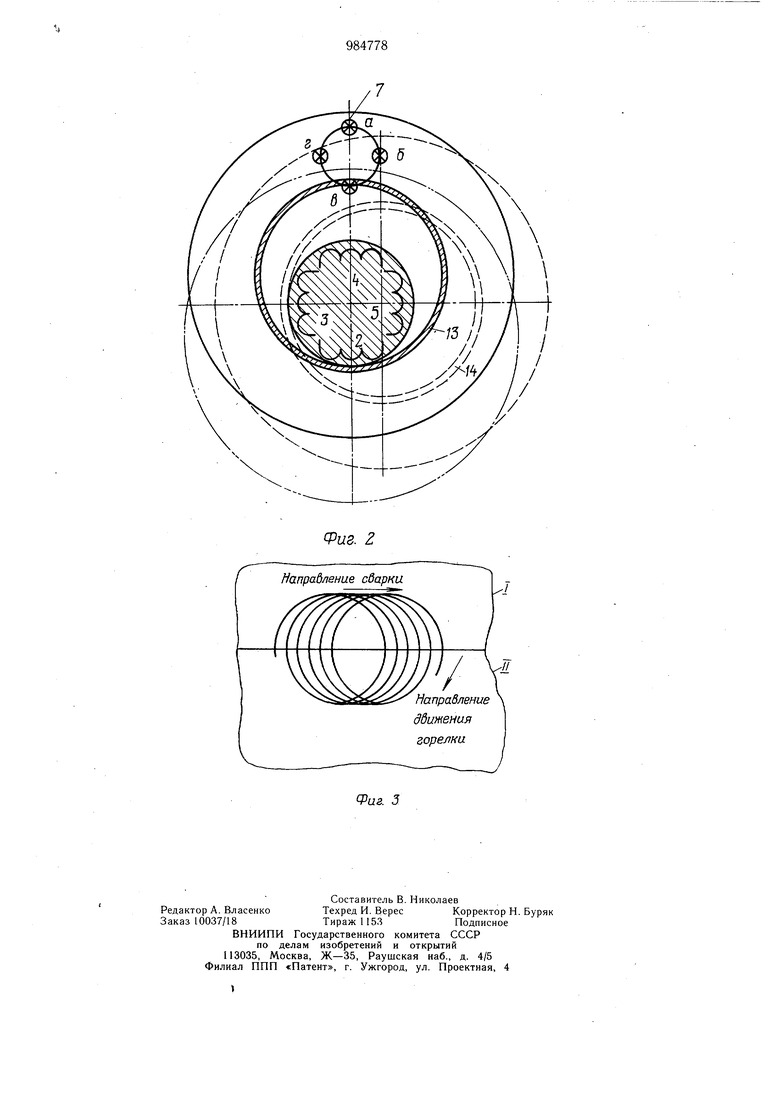
При подаче электрического тока в обмотку электромагнита 2 кольцо 8 притягивается к корпусу 1, занимая эксцентричное положение относительно корпуса 1. Диаметрально противоположный конец кольца 8 действует на планщайбу 6, перемещая ее вместе с кольцом 9 на пантографе 10. При этом горелка 7 перемещается в точку а (фиг. 4э). На фиг. 2 индексом 13 обозначено положение кольца 8 и планщайбы 6 в момент обкатки кольцом 8 электромагнита 2.
Прж поочередной подаче электрического тока в катущки электромагнитов 2-5 созДается вращающееся магнитное поле, последовательное воздействие этого поля на различные участки кольца 8 заставляет его обкатываться вокруг корпуса 1 устройства.
При обкатывании вокруг корпуса 1, кольцо 8 перемещает планшайбу 6 и кольцо 9 на пантографе 10. На фиг. 2 индексом 14 обозначено положение кольца 8 и планщайбы 6 в момент обкатки кольцом 8 электромагнита 3.
При обкатке кольца 8 от электромагнита 2 к электромагниту 3 горелка -7 перемещается по дугам окружности ав и бе.
Одновременно с этим кольцо 8, действуя на планщайбу 6, последовательно обеспечивает зацепление зубьев кольца 9 и планщайбы 6. Число зубьев Zn планщайбы 6 меньще числа зубьев ZK кольца 9, поэтому планшайба 6 вращается, поворачиваясь за один цикл обкатки кольца 8 на (,) зубьев.
Синтез этих двух движений - вращения горелки 7 по окружности и постепенное ее
перемещение по стыку свариваемого изделия на планщайбе 6, осуществляемый в устройстве, позволяет получить перемещение горелки 7 по удлиненной циклоиде.
Использование предлагаемой конструкции по сравнению с существующим в народном хозяйстве автоматом типа ТАМ обеспечивает снижение веса и габаритов устройства; способствует повышению производительности труда на 5-8%; упрощение конструкции; отсутствие редукторов позволяет
снизить себестоимость изготовления устройства на 30-35%; снижение числа трущихся частей, повышается КПД устройства на 20% и ресурс работы на 30%.
Формула изобретения
1.Устройство для сварки неповоротных стыков труб по авт. св. № 812481, отличающееся тем, что, с целью повышения качества сварки путем обеспечения перемещения сварочной горелки по удлиненной циклоиде, преимущественно при сварке труб в трубные доски, оно снабжено двумя кольцами, одно из которых выполнено из магнитомягкого материала и расположено внутри планшайбы, кинематически связанной с другим кольцом, установленным с ее внешней стороны.
2.Устройство по п. 1, отличающееся тем, что оно снабжено пантографом, закреп0ленным на, корпусе и жестко связанным с наружным кольцом.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 812481, кл. В 23 К 31/06, 30.05.79 (про5тотип).
7 6
6
1 11 12
Фаг. 1
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки неповоротных стыков труб | 1981 |
|
SU1016121A1 |
| Устройство для сварки неповоротных стыков труб | 1974 |
|
SU522930A1 |
| Устройство для сварки неповоротных стыков труб | 1977 |
|
SU722710A1 |
| Устройство для сварки неповоротныхСТыКОВ ТРуб | 1979 |
|
SU812481A1 |
| Устройство для сварки неповоротныхСТыКОВ ТРуб | 1979 |
|
SU837680A1 |
| Устройство для сварки неповоротных стыков труб | 1977 |
|
SU634884A1 |
| Устройство для сварки неповоротных стыков труб | 1977 |
|
SU740450A1 |
| Устройство для сварки неповоротных стыков труб | 1978 |
|
SU778973A1 |
| Устройство для сварки неповоротных стыков труб | 1983 |
|
SU1098727A1 |
| АВТОМАТ ДЛЯ СВАРКИ НЕПОВОРОТНЫХ СТЫКОВ ТРУБ | 1970 |
|
SU278925A1 |