Изобретение относится к переработке полимерных материалов и может быть использовано в горячеканальных литьевых формах.
Наиболее близким к изобретению по технической сущности и достигаемому эффекту является распределитель гррячеканальной литьевой формы для Полимерных изделий, содержащий корпус с разводящими литниковыми каналами и каналами с размещенными в них нагревателями l.
Однако известный распределитель не позволяет осуществлять изменение зазора межцу нагревателями, зафиксированными удерживакнцими планками, и стенками каналов для регулировки нагрела лктниковых каналов.
Цель изобретения - ннтенсификация предварительного нагрева разводящих литниковых каналов распределителя.
Поставленная цель достигается тем/ что распределИтель горячеканальной формы для полимерных изделий, содержащий Kopihyc с разводящими литниковыми каналами и каналами с разм енными в них нагревателями, снабжен прив одными зубч атыми рейк ами и стержнями, установленньили с возможностью взаимодействия выполненной на одном конце эксцентричной проточкой с нагревателем, который подпружинен, при этом другой конец стержней выполнен в виде шестерни, кинематически связанной с приводной зубчатой рейкой.
Такое конструктивное решение позволяет обеспечить ускоренный предварительный нагрев разводящего литникового канала приближением к нему нагревателя до контакта с бли/ S
жайшей к разводящему литниковому каналу стенкой. В рабочем режиме нагреватель отводится от нее и образуется зазор, снижающий интенсивность нагрева.
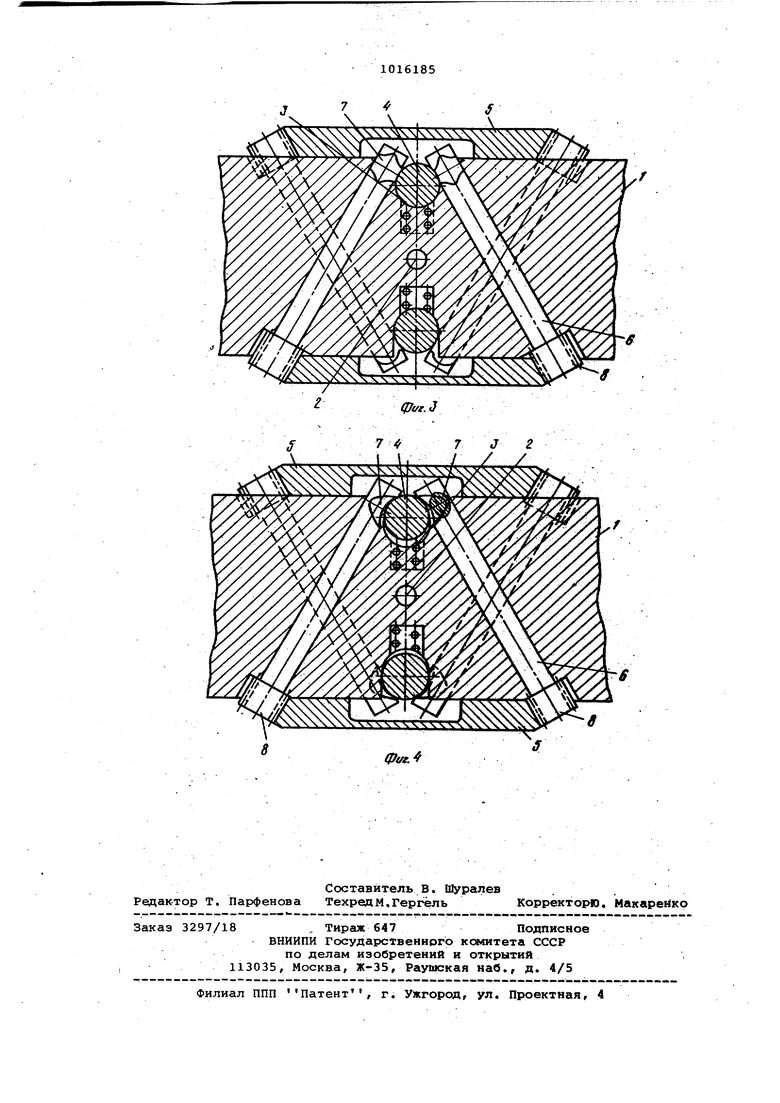
На фиг.1 показан распределите ть, установленный на фланце литьевой формы; на фиг.2 - разрез А-А на фиг.1 на фиг. 3 и 4 - различные положения нагревателей в каналах распределителя.
Распределитель, установленный на фланце литьевой формы, содержит корпус 1 с разводящ ими литниковыми каналами 2 и каналами 3 с размещенными 5 в них подпружиненными нагревателями 4. В корпусе 1 установлены приводные зубчатые рейки 5 и стержни б, один конец которых выполнен с эксцентричной проточкой 7, взаимодействующей 0 с подпружиненным нагревателем 4, а другой конец стержня выполнен в виде шестерни 8, кинематически связанной с приводной зубчатой рейкой 5. Перемещение последней осуществляется 5 винтом 9.
Распределитель работает следующим образом.
При перемещении приводной зубчатой рейки 5 винтом 9 осуществляется поворот стержня 6, вследствие чего подпружиненный нагреватель 4, взаимодействуя С эксцентричной проточкой, устанавливается с определенным к стенке канала 3 зазором.
Таким образом регулируется положен ие всех нагревателей.
Использование изобретения позволяет сократить время предварительного нагрева разводящих литниковых каналов .
фуг. г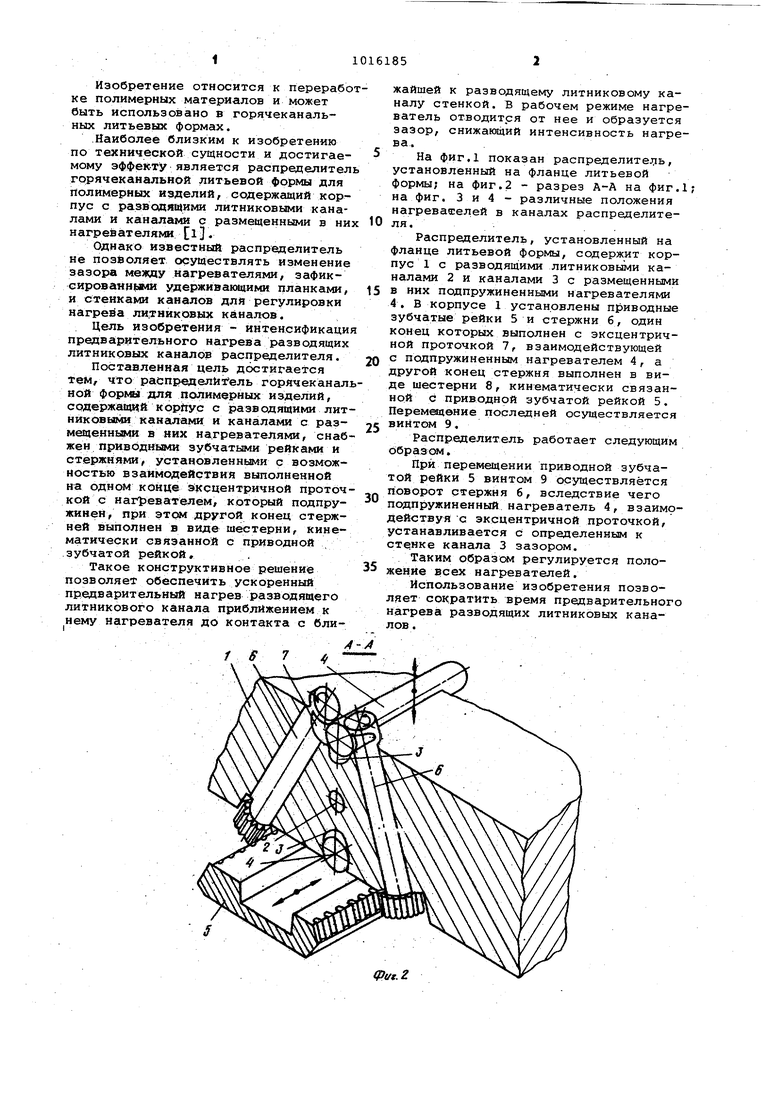
| название | год | авторы | номер документа |
|---|---|---|---|
| Двухэтажная горячеканальная литьевая форма для полимерных изделий | 1982 |
|
SU1024285A1 |
| Горячеканальная литьевая форма | 1977 |
|
SU640848A1 |
| ГОРЯЧЕКАНАЛЬНАЯ ФОРМА ДЛЯ ИНЖЕКЦИОННОГО ПРЕССОВАНИЯ КРУПНОГАБАРИТНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 2014 |
|
RU2596748C2 |
| Литьевая форма для изготовления полимерных изделий | 1985 |
|
SU1337277A1 |
| Горячеканальная литьевая форма для изделий из термопластов | 1986 |
|
SU1395520A1 |
| Горячеканальная литьевая формадля пОлиМЕРНыХ издЕлий | 1979 |
|
SU844348A1 |
| Литьевая форма для изготовления полимерных изделий с арматурой | 1983 |
|
SU1073111A1 |
| Устройство для изготовления полимерных изделий | 1983 |
|
SU1109311A1 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ | 1990 |
|
RU2007296C1 |
| Литьевая форма для полимерных изделий | 1982 |
|
SU1033345A1 |
РАСПРЕЩЁЛИТЕЛЬ ГОРЯЧЕКАНАЗ|ЬИОЙФРШЫ ДЛЯ ПОЛИМЕРНЫХ ИЭДЕ- д ЛИЙ, содержащий;корпус с разводящими литниковкши каналами и каналами с разм енными в них нагревателями, ,0 т л и ч a ю щи и с я тем, что, с целью интенсификации предваритеяь 86Г.О нагрева разводящих яитниксшых Каналов распределител5|, ои снабжён приводными зубчатьпо рейками и стержнями, установленными с возмсясиостью взаимодействия вьшолненно на однсм конце эксцент ричной протрчкой с нагревателем, который подпружинен, при этом Лругой .конец стержней вщюлнен в виде шестерни, кинематически связанной с приво;аной зубчатой рейкой. . . Л эо ел
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| видгоф Н.Б | |||
| Основы конструирования литьевых форм для термопластов | |||
| М., Машйн:острдение / 1979, с | |||
| Пуговица | 0 |
|
SU83A1 |
| Нивелир для отсчетов без перемещения наблюдателя при нивелировании из средины | 1921 |
|
SU34A1 |
