СО
с
00
со ел ел o
о
Изобретение относится к переработке полимерных материалов литьем под давлением, в частности к горячекйналг ным литьевым формам, и может быть ис- пользовано для безлитникового литья изделий из термопластов по безотходной технологии.
Цель изобретения - снижение энергозатрат и упрощение конструкции ли- тьевой формы.
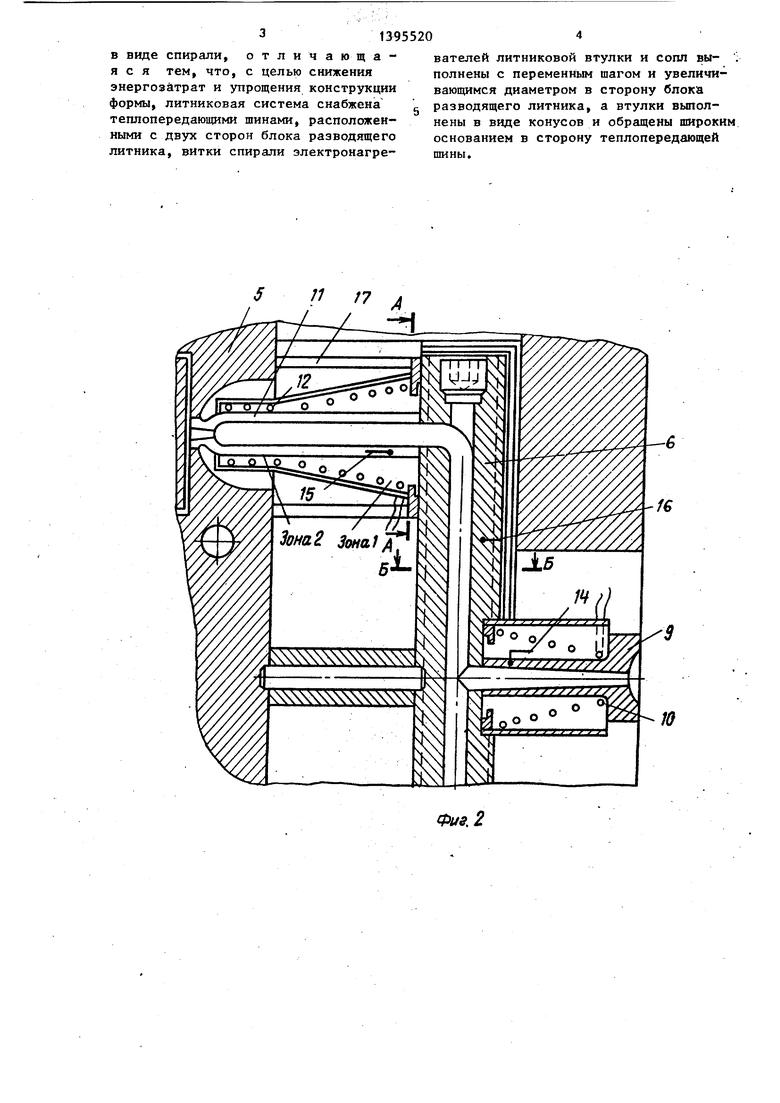
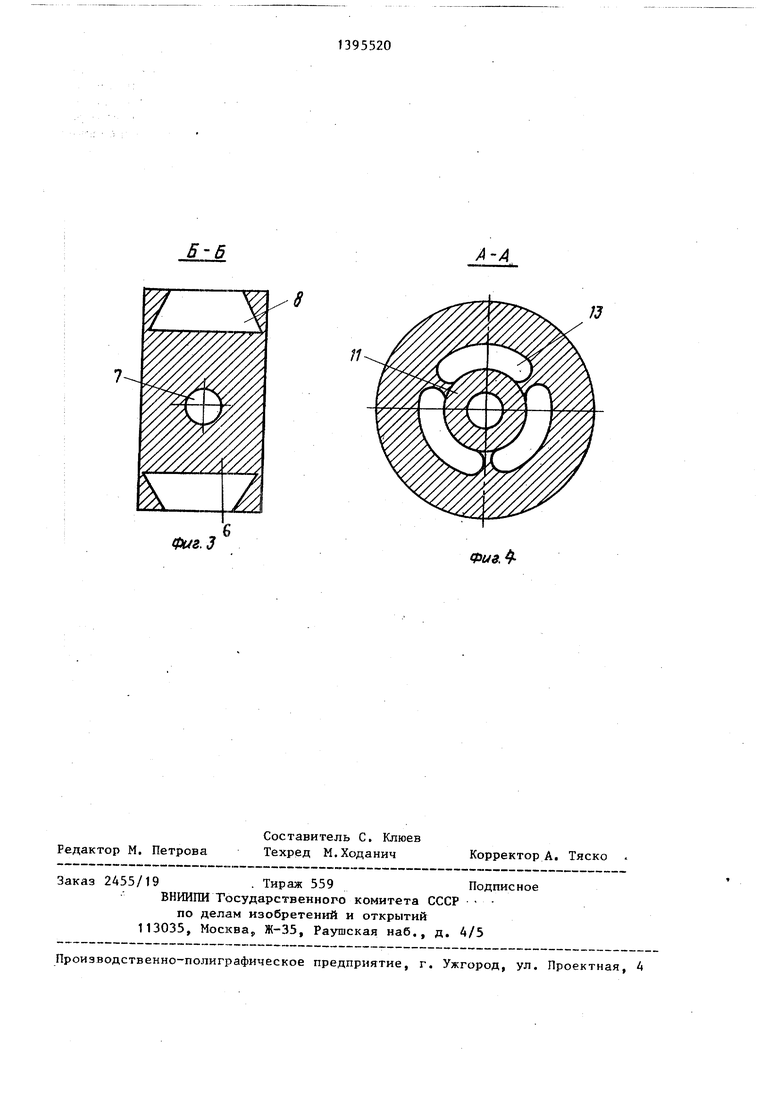
На фиг. 1 изображена горячеканаль- Ная литьевая форма для изделий из Термопластов, общий вид; на фиг. 2 - Обогреваемая литниковая система горя- |чеканальной литьевой формы;на фиг.4- |разрез А-А на фиг, 2J на фиг, 3 - разрез Б-Б на фиг 2,
Горячеканальная литьевая форма со- рержит подвижную полуформу 1 с офор- Иляющими Деталями 2 и толкающей сис- темой 3, неподвижную полуформу 4 с ;оформляющими деталями 5 и обогреваемой литниковой системой которая состоит из блока 6 с разводящим литниковым каналом 7 и теплопередающими шинами 8, литниковой втулки 9 с электронагревателем 10, сопл 11 с электрона- :гревателем 12.
Электронагреватели литниковой :втулки и сопл вьшолнены в виде спирали с переменным шагом, увеличивающимся диаметром витков в сторону блока 6
и залиты материалом с высотой теплопроводностью..
Стальные корпуса литниковой втул- :ки 9 и сопл 11 содержат отверстия 13, благодаря которым материал высокой ;теплопроводности контактирует с блоком 6. При этом в зоне 1 контакта литниковой втулки и сопл с блоком сосредоточено больше витков нагревателя, чем вазоне 2„ Дпя контроля температуры литниковой втулки 9, сопл 11 и блока 6 установлены термопары 14, 15 и 16.
Между блоком б и оформляющими деталями 5 неподвижной полуформы уста- новлены опорные втулки 17, вьшолнен-ные из материала с низким коэффициентом теплопроводности,,
Горячеканальная литьевая форма работает следующим образом.
После смыкания: подвижной 1 и неподвижной полуформ, через литниковую втулку 9, разводящий литниковьй канал 7 блока 6 и сопла 11 расплав полимера из материсшьного цилиндра литьевой машины (не показан) под дав
5
0 5
О
с
Q j
и
5
лением впрыскивается в полость между оформляющими деталями 2 и 5. После остывания расплава подвижная полуформа 1 отходит от неподвижной полуформы 4 и толкающая система выталкивает готовые изделия, не требующие дополнительной обработки, сбора литников. Дпя обеспечения работоспособности горячеканальной формы необходимо поддерживать температуру литниковой втулки 9, блока 6 и сопл 11 на заданном уровне,
Заданные температуры обеспечивают электронагреватели литниковой втулки 9 и сопл 11, контактируют их термопары 14, 15 и 16 с вторичными приборами автоматики. Установленные в блоке 6 шины 8, передавая значительную часть тепла от нагревателей 10 и 12, выравнивают температуру в теле блока по всей длине при минимальном перепаде температур в зоне контакта литниковой втулки и сопл с блоком. Опорные втулки 17, изготовленные из материала с низким коэффициентом теплопередачи (например, титан), изолируют оформпя- ющие детали 5 от нагрева. Для нагрева блока разводящего литника от нагревательной литниковой втулки и сопл используются электронагреватели, залитые материалом (например, алюминий) с большим коэффициентом теплопроводности, чем у стали, причем теплопроводный материал непосредственно контактирует с блоком, а выполнение электронагревателей 10 и 12 в виде спиралей с переменным шагом и увеличивающимся диаметром витков в сторону блока обеспечивает вьщеление большего количества тепла в зоне 1 контакта с блоком, чем в зоне 2 (фиг, 2). Т.е. распределение мощности электронагревателя вьшолнено пропорционально массам нагреваемого металла, включая соответствующую часть массы блока 6.
Формула изобретения
Горячеканальная литьевая форма для изделий из термопластов, содержащая подвижную полуформу с оформлякицими деталями и толкающей системой, неподвижную полуформу с оформляющими деталями и обогреваемой литниковой системой, включающей блок разводящего литника, литниковую втулку и сопла с электронагревателями, выполненными
в виде спирали, отличающаяся тем, что, с целью снижения энергозатрат и упрощения конструкции формы, литниковая система снабжена тегшопередающими шинами, расположенными с двух сторон блока разводящего литника, витки спирали электронагревателей литниковой втулки и сопл вы- .- полнены с переменным шагом и увеличивающимся диаметром в сторону блока разводящего литника, а втулки выполнены в виде конусов и обращены широким основанием в сторону теплопередающей шины.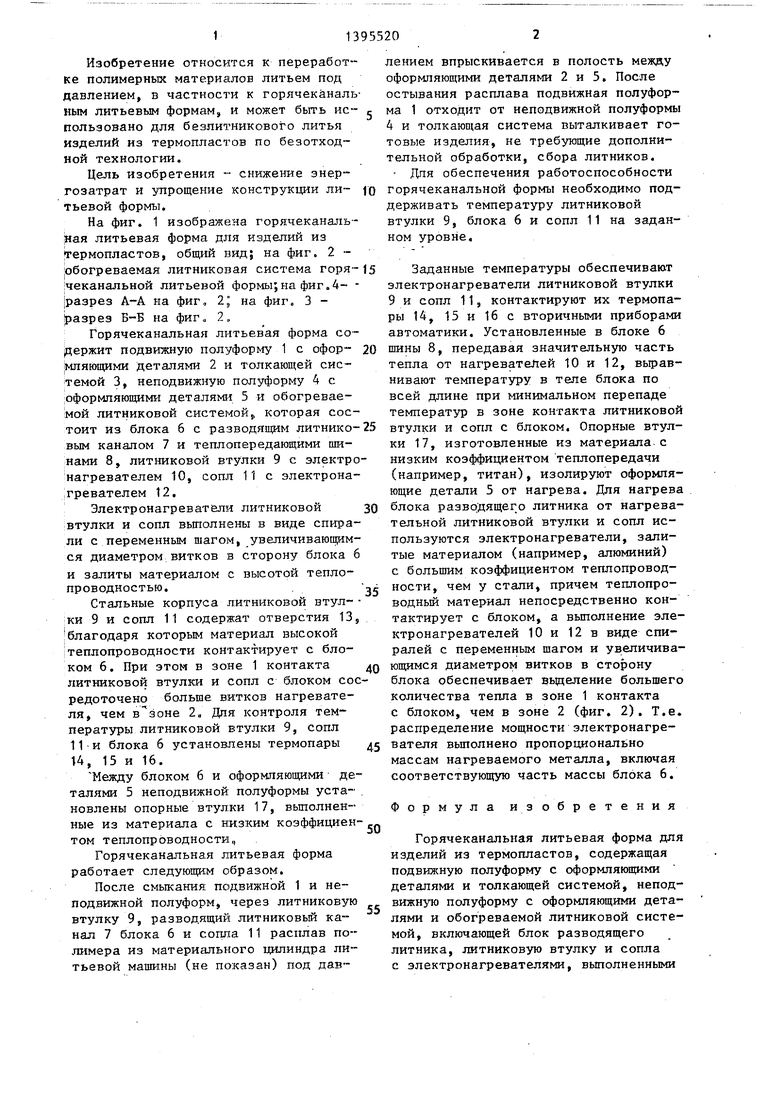
| название | год | авторы | номер документа |
|---|---|---|---|
| ГОРЯЧЕКАНАЛЬНАЯ ФОРМА ДЛЯ ИНЖЕКЦИОННОГО ПРЕССОВАНИЯ КРУПНОГАБАРИТНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 2014 |
|
RU2596748C2 |
| Способ изготовления изделий из термопластов литьем под давлением | 1979 |
|
SU1043018A1 |
| Горячеканальная литьевая формадля пОлиМЕРНыХ издЕлий | 1979 |
|
SU844348A1 |
| Горячеканальная литьевая форма | 1977 |
|
SU640848A1 |
| Литьевая форма для изготовления изделий из пластмасс | 1980 |
|
SU921866A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ТЕРМОПЛАСТОВ И ЛИТЬЕВАЯ ФОРМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2107621C1 |
| Устройство для изготовления полимерных изделий | 1983 |
|
SU1109311A1 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ТЕРМОПЛАСТОВ | 1991 |
|
RU2015903C1 |
| ГОРЯЧЕКАНАЛЬНЫЙ БЛОК МНОГОГНЕЗДНОЙ ЛИТЬЕВОЙ ФОРМЫ ДЛЯ ТЕРМОПЛАСТОВ | 1984 |
|
RU2032543C1 |
| Литьевая форма | 1976 |
|
SU604703A1 |
Изобретение относится к области пе-- реработки полимерных материалов литьем поддавлением, в частности кгорячекананы литьевым формам. Цель - снижение энергозатрат и упрощение конструкции литьевой формы, для чего литниковая система снабжена теплопередающими шинами, расположенными с двух сторон блока 6 разводящего литника. Витки спирали электронагревателей литниковой втулки 9 и сопл 11 выполнены с переменным шагом и увеличивающимся диаметром в сторону блока разводящего литника, а втулки выполнены в виде конусов и обращены широким основанием в сторону теплопередающей шины. 4 1ш.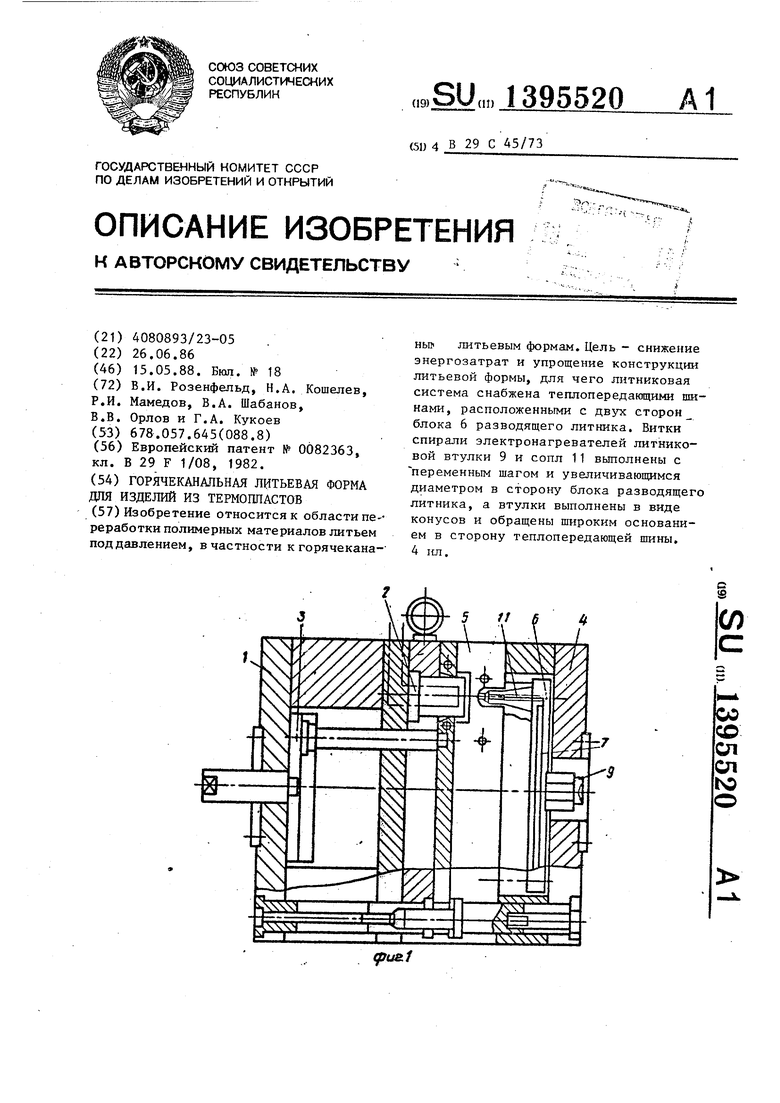
;/ /7
Фиг, 2
В-6
Фиг.З
А-А
/J
ФигЛ
| Горизонтальный разрыхлитель | 1949 |
|
SU82363A1 |
| Солесос | 1922 |
|
SU29A1 |
