I
Изобретение относится к устройствам для переработки в изделия полимеров, оно мо-. жет быть использовано при миогогнездном литье малогабаритных изделий, а также для многовпускного литья крупногабаритных изделий.
Известна форма для миоговпускного литья крупногабаритных изделий из термопластичных материалов методом литья под давлением, содержащая матрицу, пуансон, плиты, выталкивающую систему, распределительное устройство с обогреваемыми литниковыми каналами 1. В известной форме для сокращения теплопотерь сопл« выполнены самозапирающимися с подпружиненными клапанами, а в местах подвода расплава к соплам установлены обтекаемые сферические заглущки.
Известна также горячеканальная литьевая форма, содержащая камеру, выполненную в виде литниковой плиты с разводящими каналами, по концам которых установлены пробки, размещенные в литниковой плите термоэлектрические нагреватели и точечные сопла, плиту матриц с установленными в ней предкамернымн втулками, плиту пуансонов и систему выталкивания 2.
2
В такой форме применена системапредкамерЕого впуска, при которой для сохра-. нения пресс-материала в пластическом состоипии сопло должно получать как можно больше тепла. передача тепла от нагревательных элементов к соплам -через литниковую 3 такой форме кедостатомнаи, так как иагреватеаьные элементы расположены на значительном расстоянии от сопел, н несмотря па то, что сопла выполнены из материала с хорошим теплопровод ыми свойствами, они оказываются недостаточно нагретыми. Поэтому возможно застывание пресс-материала в зоне впускного отверстия. Повышение температуры нагрева литниковой плпты за счет увеличения мощности нагревательных элементов с. целью передачи на сопла больщего количества тепла нецелесообразно, так как это приводит к перегреву пресс-материала, находящегося в pasBo Hmnx каналах, и к ухудшению его cBoiicTn.
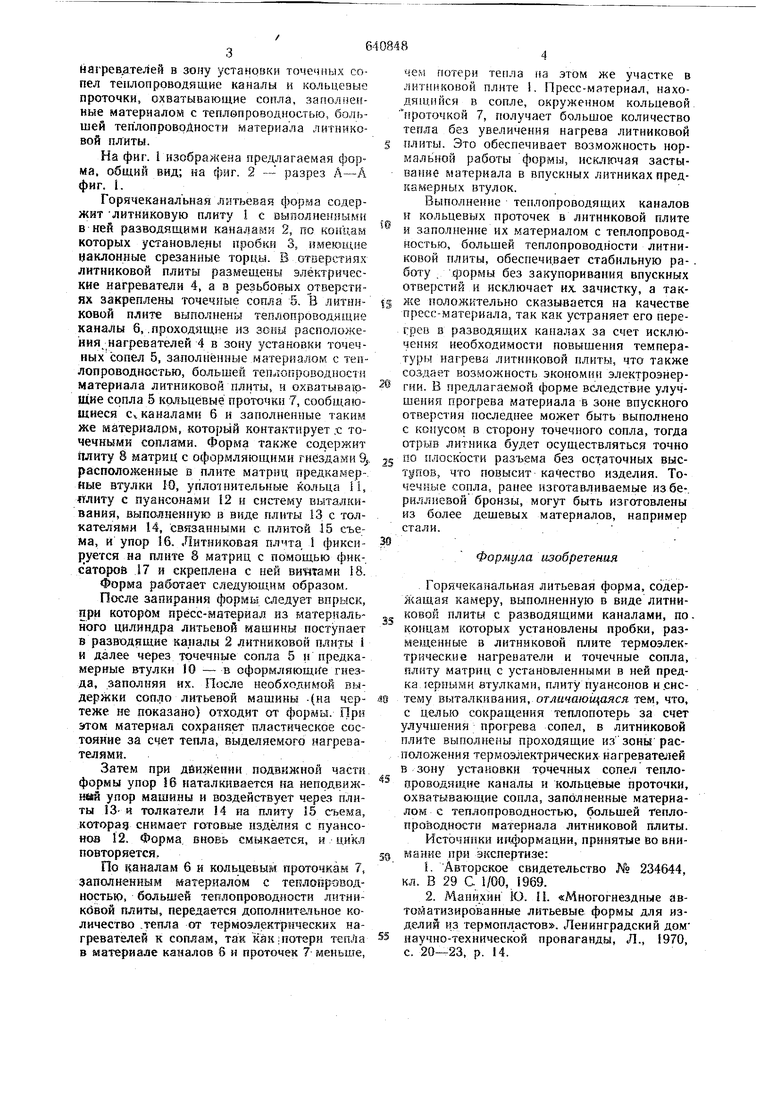
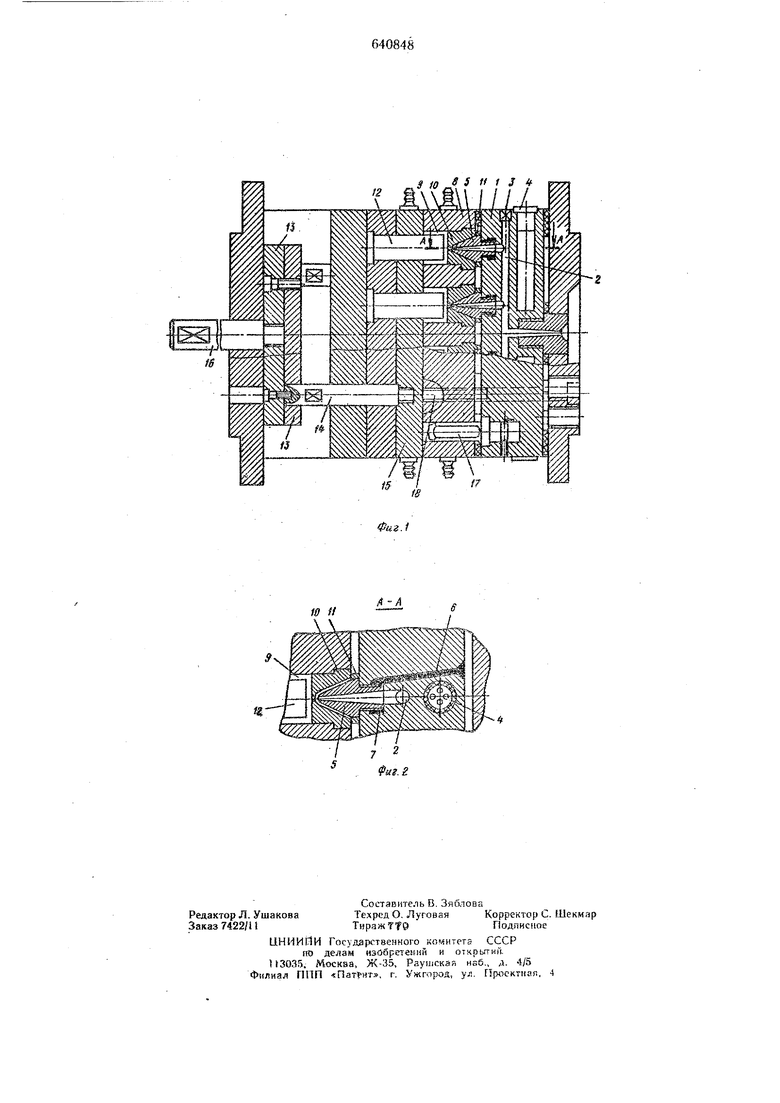
Цель изобретення - сокращение теплопотерь за счет улучшения прогрева сопел. Поставленная цель достигается тем, что в литниковой плите вы1юл1 еиы проходггщпе из зоны расположс гг я термоэлектрических Нагревдтелей в зону установки точечных сопел теплопроводяшие каналы и кольцевые проточки, охватывающие сопла, заполненные материалом с теплепроводностью, большей теплопроводности материала литниковой плиты. На фиг. 1 изображена предлагаемая форма, общий вид; на фиг. 2 - разрез А-А фиг. 1. Горячеканальная литьевая форма содержит литкиковую плиту i с выполиениыл н в-ней разводящими канадаалц 2, по концам которых установлены 3, имеющие наклонные срезанные торцы. В отверстиях литниковой плиты размещены электрические нагреватели 4, а в резьбовых отверстиях закреплены точечные сопла 5. В литниковой плите выполнены теплопроводящие каналы б, .гфоходящне из ЗОНУ расположения нагревателей 4 в зону установки точечных сопел 5, заполпённые .атериалом с теплопроводностью, большей теплопроводности материала литниковой плиты, и охватывающие сопла 5 кольцевые проточки 7, сообщающиеся с каналами 6 и заполненные таким же материалом, который контактирует .-с точечными соплами. Форма также содержит плиту 8 матриц с оформляющими гнездами 9,. расположенные в плите матриц предкамерные втулки 10, уплочиительные кольца 11, |тлиту с пуансонами 12 и систему выталкивания, выполненную в виде илиты 13 с толкателями И, связанными с плитой 15 съема, И упор 16. Литниковая плчта, i фиксируется на плите 8 матриц с помощью фиксаторой 17 и скреплена с ней витами 18. Форма работает следующим образом. После запирания формы следует впрьшк, при котором пресс-материал из материального цилиндра литьевой машины поступает в разводящие каналы 2 литниковой плиты 1 и далее через точечные сопла 5 и предкамерные втулки 10 - в оформляющие гнезда, заполняя их. После необходимой выдержки сопло литьевой машины -(на чертеже не показано) отходит от формы. При этом материал сохраняет пластическое состояние за счет тепла, выделяемого нагревателями. Затем при дйижении подвижной части формы упор 16 наталкивается па неподвижшай упор машины и воздействует через плиты 13- и толкатели 14 на плиту 15 сьема, которад снимает готовые изделия с пуансонов 12. Форма, вновь смыкается, и тш-я повторяется. По каналам 6 и кольцевым проточкам 7, заполненным материалом с теплопроводиостью, большей теплопроводности литникбвой плиты, передается дополнительное количество .тепла от термоэлектрических нагревателей к соплам, так как;потери тепЛа в материале каналов б и проточек 7 меньше. чем потерн на этом же участке в литниковой плите . Пресс-материал, находящийся в соиле, окруженном кольцевойпроточкой 7, получает большое количество тепла без увеличения нагрева литниковой плиты. Это обеспечивает возможность нормальной работы формы, исключая застывание материала в впускных литниках предкамерных втулок. Выполнение тенлопроводящих каналов If кольцевых проточек в литниковой плите и заполнение их материалом с теплопроводностью, большей теплопровод ости литниковой плиты, обеспечивает стабильную ра- . боту . формы без закупоривания впускных отверстий и исключает их зачистку, а также {юложктельно сказывается на качестве пресс-материала, так как устраняет его перегрев в разводян их каналах за счет исключения необходимости повышения температуры нагрева литниковой плиты, что также создает возможность экономии электроэнергии. В предлагаемой форме вследствие улучшения прогрева материала в зоне впускного отверстия последнее может быть выполнено с кс5пусом в сторону точечного сопла, тогда отрыв литника будет осуществляться точно -° плоскости разъема без остаточных высlynos, что повысит качество изделия. Точечные сопла, ранее изготавливаемые из бе-. риллиевой бронзы, могут быть изготовлены из более дешевых материалов, например Формула изобретения Горячеканальная литьевая форма, содержащая камеру, выполненную в виде литниковой плиты с разводящими каналами, по. концам которых установлены пробки, размещенные в литниковой плите термоэлектрические нагреватели и точечные сопла, плиту матриц с установленными в ней предка, герными втулками, плиту пуансонов и.систему выталкивания, огличшогг аяся тем, что, с целью сокращения теплопотерь за счет улучшения прогрева сопел, в литниковой плите выполнены проходящие и,ч зоны расположения термоэлектрических нагревателей в зону установки точечных сопел теплоороводящие каналы и кольцевые проточки, охватывающие сопла, заполненные материалом с теп-юпроводкостью, большей теплопроводности материала литниковой плиты. Источники ияформации, принятые во внимание при экспертизе: . Авторское свидетельство № 234644, кл. В 29 С 1/00, 1969. 2. Манихин Ю. Л. «Многогнездные автоматизированные литьевые формы для изделий из термопластов. Ленинградский дом научно-технической пропаганды. Л., 1970, с. 20-23, р. 14.
| название | год | авторы | номер документа |
|---|---|---|---|
| Двухэтажная горячеканальная литьевая форма для полимерных изделий | 1982 |
|
SU1024285A1 |
| Горячеканальная литьевая формадля пОлиМЕРНыХ издЕлий | 1979 |
|
SU844348A1 |
| ГОРЯЧЕКАНАЛЬНАЯ ФОРМА ДЛЯ ИНЖЕКЦИОННОГО ПРЕССОВАНИЯ КРУПНОГАБАРИТНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 2014 |
|
RU2596748C2 |
| Горячеканальная литьевая форма для изделий из термопластов | 1986 |
|
SU1395520A1 |
| КРУПНОГАБАРИТНЫХ ИЗДЕЛИЙ | 1969 |
|
SU234644A1 |
| ГОРЯЧЕКАНАЛЬНЫЙ БЛОК МНОГОГНЕЗДНОЙ ЛИТЬЕВОЙ ФОРМЫ ДЛЯ ТЕРМОПЛАСТОВ | 1984 |
|
RU2032543C1 |
| Литьевая форма для полимерных изделий | 1981 |
|
SU1024284A1 |
| Роторно-конвейерная линия для изготовления изделий из термопластов | 1989 |
|
SU1799327A3 |
| Литьевая форма для изготовления полимерных изделий | 1989 |
|
SU1694408A1 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ | 1990 |
|
RU2007296C1 |
.г
