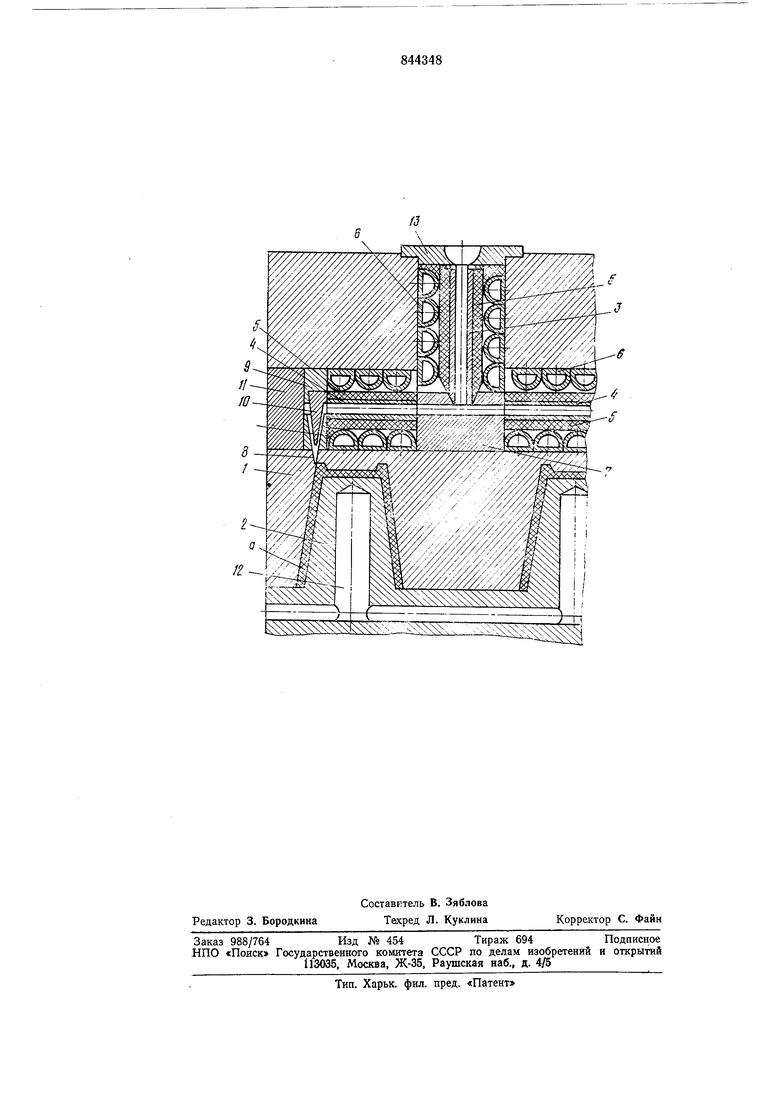
Литьевая форма содержит неподвижную пл-иту } MaiipHU, подБИЖ.Ную плиту 2 пуансонов. В плите / смонтирована обогреваемая литниковая система, включающая втул.ку 3 с центральным литниковым каиалом и втулки 4 с разводящими литниковыиМИ каналам.и. На втулках 3 ,н 4 установлены .наг,ревател1И 5, на которых в свою очередь раамещена полая спираль 6, имеющая плоскую noaepxiHOCTb, контактирующую с поверхностью плит для увеличения теплообмена. Переходная втулка 7 служит для соединения втулок 3 и 4. Впускные сопла 8 вылолнаны во вкладышах 9 ,и .имеют тарп еды 10 из материала с высокой теплалроводностью. Разводящие дитииковые :каналы закрыты пробками-заглушками //. Плита 2 имеет охлаждающую систему J2.
Горячеканальная литьевая форма .работает следующим образом.
Подлежащий переработке тер.мопластичный материал продавливается из .материального цилинд ра литьевой машины в оформляющую полость «а формы через литниковые каналы. Температуру лйтья термопластичного материала поддерживают в этих каналах € помощью нагревателей 5, собранных на литниковых втулках 3 к 4, а в соплах 8 - с помощью торпед 10, проводят тепло из зоны нагревателей 5 разводящих литниковых втулок в зону этих сопел, причем для обеспечения Зсловий наилучшей теплопроводности поверхность контакта торпед 10 с нагревателямя 5 в|)Шол,нена конструктивно максимально возможной. С целью теплоизоляции обогреваемых литниковых каналов от охлаждаемой фармующей полости «а литьевой формы на нагревателях 5 установлены охлаждающие устройства, вьшолненные в виде сп.чралей 6, имеющих специально выполненную плоскую noBeipxHocTb для увеличения площади контакта с охлаждаемой литьевой формой и тороидальную поверхнрсть для уменьшения ялощади контакта с нагревателями литнйковых каналов. Это необходимо соответственно для улучшения условий охлаждения формы и уменьщения потерь тепла от нагревателей, т. е. для наилучшей теплоизоляции литаиковых каналов. С этой целью втулка 7 и пробки-заглушки // изготовлены из теплоизоляционного материала. С по,мощью прижимной крышки 13 осуществляют посадку втулки 3 и нагревателя 5 по конической noBeipxHOCTIH.
Предлагаемая форма позволяет избежать застывания расплава во втулках при интенсивном охлаждении оформляющей полости формы, повысить производительность благодаря снижению температуры материала фармы и улучшить качество изделий за счет увеличения интервала регулирования.
Формула изобретения
1.Горячеканальная литьевая форма для полимерных изделий, содержащая подвижную плиту пуансонов, неподвижную плиту матриц с обогреваемой литниковой систе.мой, включающей обогреваемые втулку с центральным литниковым каналом и втулки с разводящими литниковыми каналами, и охлаждающее устройство, отличающаяся тем, что, с целью возмож1ности регулирования температуры формы, охлаждающее устройство выполнено в виде размещенной на втулке с центральным литниковым каналом и втулках с разводящими литниковыми каналами полой спирали.
2.Горячеканальная литьевая форма по п. 1,отличающаяся тем, что, с .цельюувеличения интенсив1ности теплообмена между плитамги формы и охлаждающим устройством, контактирующая с поверхностью плит noBep-xiHOCTb спирали выполнена плоской.
Источники информа ции, принятые во внимание при экспертизе;
1.Майихин Ю. П. Миогогнездные автоматизированные литьевые формы для изделий из термопластов, Ленинградский Дом научно-тех1нической гаропаганды. Л., 1970, с. 21-22.
2.Заявка Япон,ии № , кл. Б29 F 1/00, опублик. 1978 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Горячеканальная литьевая форма | 1977 |
|
SU640848A1 |
| ГОРЯЧЕКАНАЛЬНАЯ ФОРМА ДЛЯ ИНЖЕКЦИОННОГО ПРЕССОВАНИЯ КРУПНОГАБАРИТНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 2014 |
|
RU2596748C2 |
| Двухэтажная горячеканальная литьевая форма для полимерных изделий | 1982 |
|
SU1024285A1 |
| КРУПНОГАБАРИТНЫХ ИЗДЕЛИЙ | 1969 |
|
SU234644A1 |
| Горячеканальная литьевая форма для изделий из термопластов | 1986 |
|
SU1395520A1 |
| Способ изготовления изделий из термопластов литьем под давлением | 1979 |
|
SU1043018A1 |
| Литьевая форма для полимерных изделий | 1981 |
|
SU1024284A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ТЕРМОПЛАСТОВ И ЛИТЬЕВАЯ ФОРМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2107621C1 |
| Литьевая форма для изделий из термопластов | 1991 |
|
SU1801763A1 |
| АЯ БИБЛИОТЕьдА. Т. Ушаков | 1970 |
|
SU263123A1 |