а:
с/о
00
о
Изобретение относится к производству абразивного,инструмента, в том числе иэ сверхтвердых материалов (СТМ), применяемого для шлифования и финишной обработки деталей, к качеству обработанных поверхностей которых подъявляются высокие требования, и мохсет применяться для пропитки абразивных инструментов в подшипниковой и инструментальной отраслях промышленности, а также в отраслях машиностроения, связанных с обработкой деталей из труднообрабатываемых легированных материалов шпифованием, хонингованием или суперфинишированием.
Известен состав для пропитки абразивных инструментов смазками смесью дисульфида молибдена с закисью железа, медью и одовом ij.
Однако известный состав не искл чает появления прижогов на обрабатываемой поверхности, особенно при шлифовании деталей из труднообрабатываемой стали.
Наиболее близким к изобретению по технической сущности и достигаемому результату является состав для
пропитки абразивных инструментов, включающий фенолформальдегидный -комн понент и эпоксидную диановую смолу 12.
Известный состав не обеспечивает достатс5чно низкой температуры в зоне контакта инструмента и детали и не исключает появления прижо ов на обрабатываемой поверхности.
Целью изобретения является снижение температуры в зоне контакта инструмента и детали и повышение качества обрабатываемой поверхности.
Поставленная цель достигается тем, что состав для пропитки абразивных 5 инструментов, включающий фенолформальдегидный компонент и эпоксидную диановую смолу, в качестве фенолформальдегидного .компонента содержит пульвербакелит и дополнительно - диселенид молибдена при следующем соот0ношении компонентов, вес.%: Пульвербакелит 80-87 Эпоксидная диановая смола - 3-5 Диселенид молибдена 10-15
5 Составы полимерного связующего приведены в табл. 1.
Таблица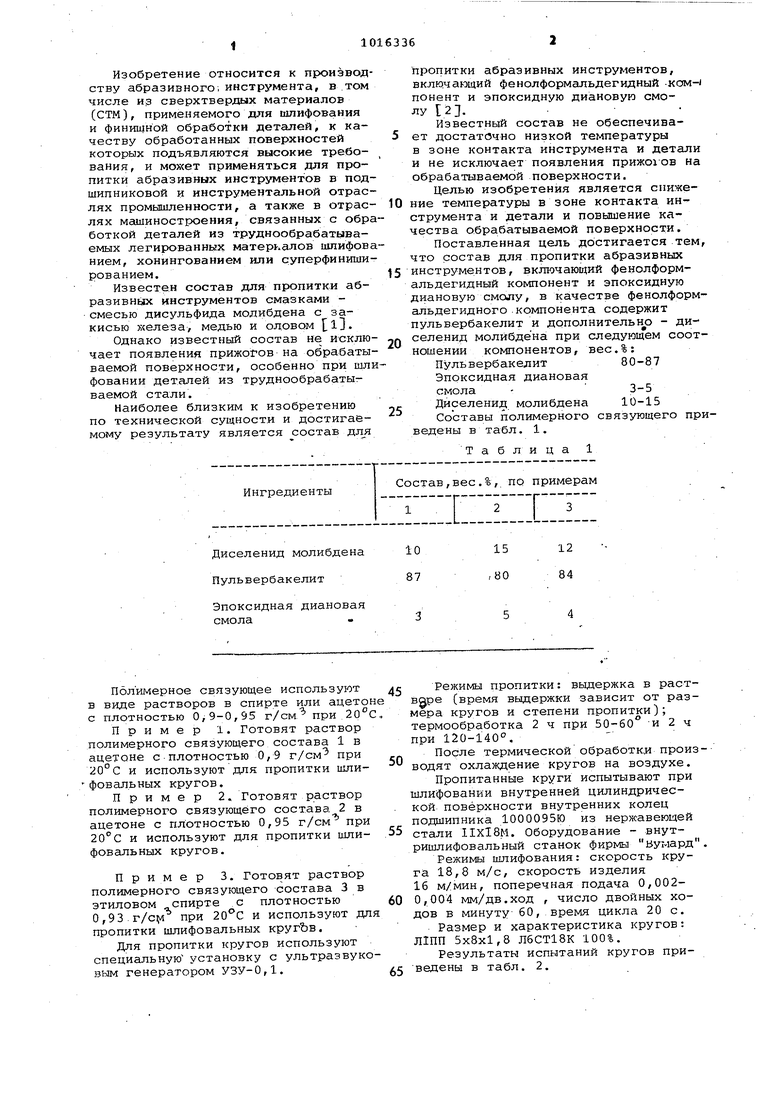
| название | год | авторы | номер документа |
|---|---|---|---|
| АНТИФРИКЦИОННАЯ СМАЗКА ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ МАТЕРИАЛОВ | 1991 |
|
RU2030449C1 |
| Состав для пропитки абразивного инструмента | 1985 |
|
SU1315271A1 |
| МАССА ДЛЯ ИЗГОТОВЛЕНИЯ АБРАЗИВНОГО ИНСТРУМЕНТА | 2017 |
|
RU2672973C1 |
| Абразивная масса | 1977 |
|
SU767165A1 |
| Импрегнатор абразивного инструмента | 1986 |
|
SU1348155A1 |
| Композиция для пропитки | 1977 |
|
SU718457A1 |
| Состав для пропитки абразивного инструмента | 1986 |
|
SU1321566A1 |
| МАССА ДЛЯ ИЗГОТОВЛЕНИЯ АЛМАЗНОГО ИНСТРУМЕНТА | 2009 |
|
RU2424889C1 |
| Состав для пропитки абразивного инструмента | 1990 |
|
SU1715563A1 |
| Состав для пропитки абразивного инструмента | 1989 |
|
SU1660947A2 |
СОСТАВ ДЛЯ ПРОПИТКИ АБРАЗИВНЫХ ИНСТРУМЕНТОВ, включающий фенолформальдегидный компонент и эпоксидную диановую смолу, отличающийся тем, что, с целью снюкения температуры в зоне контакта инструмента и детали и повьашения качества обрабатываемой поверхности, он в качестве фенолформальдегидного компонента содержит пульвербакелит и дополнительно - диселенид молибдена при следующем соЪтношении компонентов, вес.-%: Пульвербакелит 80-87 Эпоксидная диановая смола3-5 Диселенид молибдена 10-15 §
Диселенид молибдена10
Пульвербакелит87
Эпоксидная диановая
смола ..3 Полимерное связующее используют в виде растворов в спирте или ацето с плотностью 0,9-0,95 г/см при 20° Пример 1. Готовят раствор полимерного связующего состава 1 в ацетоне с плотностью 0,9 г/см при 20°С и используют для пропитки шлифовальных кругов. Пример 2. Готовят раствор полимерного связующего состава 2 в ацетоне с плотностью 0,95 г/см при 20 С и используют для пропитки шлифовальных кругов. Пример 3. Готовят раствор полимерного связующего состава 3 в этиловом спирте с плотностью 0,93. при и используют дл пропитки шлифовальных кругЬв, Для пропитки кругов используют специальную установку с ультразвуко вым генератором УЗУ-0,1.
15
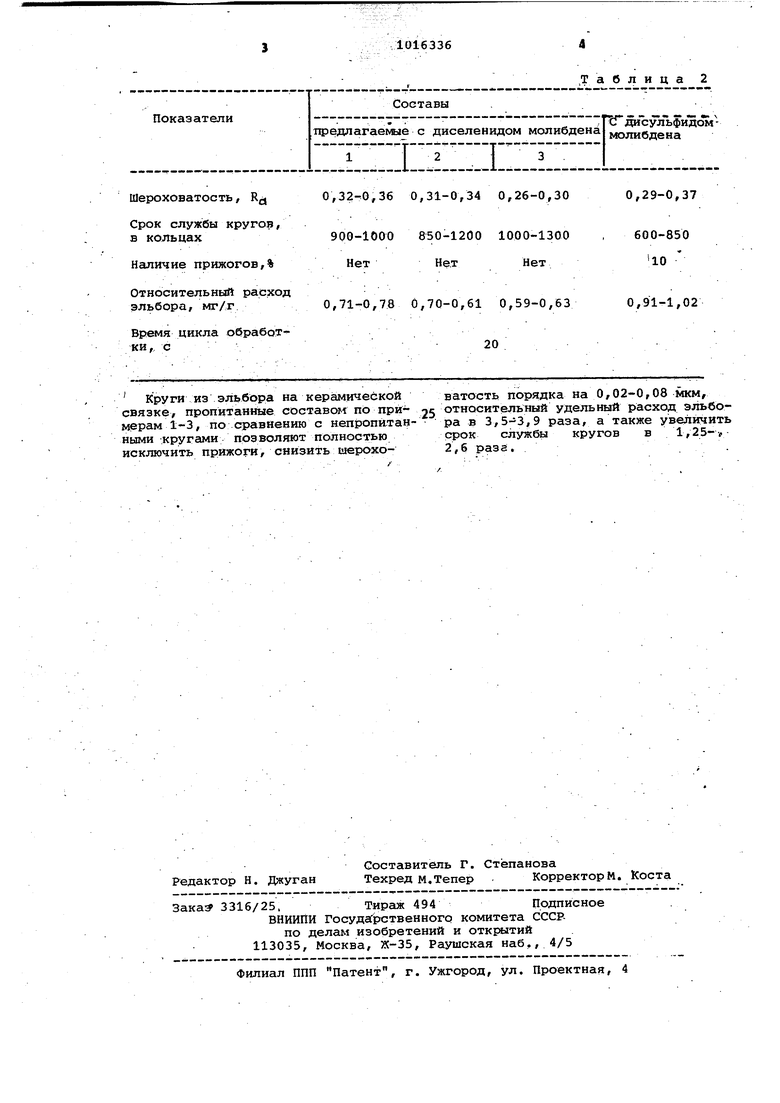
12 84 ,80 Режимы пропитки: выдержка в растBgpe (время выдержки зависит от размера кругов и степени пропитки); термообработка 2 ч при 50-60° -и 2 ч при 120-140°. После термической обработки производят охлаждение кругов на воздухе. Пропитанные круги испытывают при шлифовании внутренней цилиндрической поверхности внутренних колец подшипника 1000095Ю из нержавеющей стали 1IXI8IM. Оборудование - внутришлифовальный станок фирмы Бумард, Режимы шлифования: скорость круга 18,8 м/с, скорость изделия 16 м/мин, поперечная подача 0,0020,004 мм/дв.ход , число двойных ходов в минуту 60, время цикла 20 с. Размер и характеристика кругов: Л1ПП 5x8x1,8 Л6СТ18К 100%. Результаты испытаний кругов приведены в табл. 2.
0,71-0,78 0,70-0,61 0,59-0,63 Круги из эльбора на керамической связке, пропитанные составом по примерам 1-3, по сравнению с непропйтанными кругами позволяют полностью исключить прижоги, снизить шерохо,Т а б л и ц а 2
0,91-1,02
20 ватость порядка на 0,02-0,08 мкм, 25 относительный удельный расход эльбора в 3,5-3,9 раза, а также увеличить срок службы кругов в 1,25-, 2,6 разг..
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Композиция для пропитки | 1977 |
|
SU718457A1 |
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
