Изобретение относится к обработке металлов давлением путем волочения, нанример, при изготовлении порошковой проволоки.
Известна линия для производства биметаллической порошковой проволоки, содержащая размоточное устройство для ленты, устройство для формирования трубчатой оболочки с механизмом заполнения ее шихтой и волочильный стан с волокодержателем 1.
Недостатком этой линии является то, что в ней развиваются высокие усилия волочения при эксплуатации, связанные с тем, что механизм заполнения оболочки шихтой не обеспечивает равномерное упорядоченное расположение порошковых материалов в оболочке, кроме того, в данной линии имеет место повышенная обрывность проволоки и чувствительность к натяжению между барабанами, приводящая к уменьшению частных и суммарных обжатий из-за небольшого запаса прочности металлической оболочки по отношению к усилиям волочения.
Наиболее близкой к предлагаемой по технической сущности и достигаемому эффекту является линия для производства биметаллической порошковой проволоки, содержащая размоточное устройство для получения ленты, устройство для формирования из ленты трубчатой оболочки, механизм дозирования шихты и волочильный стан с волокодержателем, выполненным в виде корпуса и волоки, снабженным роликом с лопастями для подачи смазки к очагу деформации 2.
Недостатком этой линии является низкая производительность за счет повыщенной обрывности проволоки при реализации данной конструкции. Кроме того, эта линия не обеспечивает высокое качество получаемой проволоки, так как на ролике происходит значительный изгиб проволоки, сопровождающийся раскрытием продольного шва, что ведет к потерям шихты и засорению ее смазкой.
Цель изобретения - повыЩение производительности за счет снижения обрывности и усилий волочения, улучшение качества проволоки.
Эта цель достигается тем, что в линии для производства биметаллической порошковой проволоки, содержащей размоточное устройство для ленты, устройство д,ля формирования из ленты трубчатой оболочки, механизм дозирования шихты и волочильный стан с волокодержателем, выполненным в виде корпуса с волокой и снабженным роликом с лопастями для подачи смазки, волокодержатель снабжен магнитом и дополнительным роликом, причем один полюс магнита размещен перед волокодержателем, другой помещен в его корпус перед волокой и оба ролика закреплены на полюсах магнита.
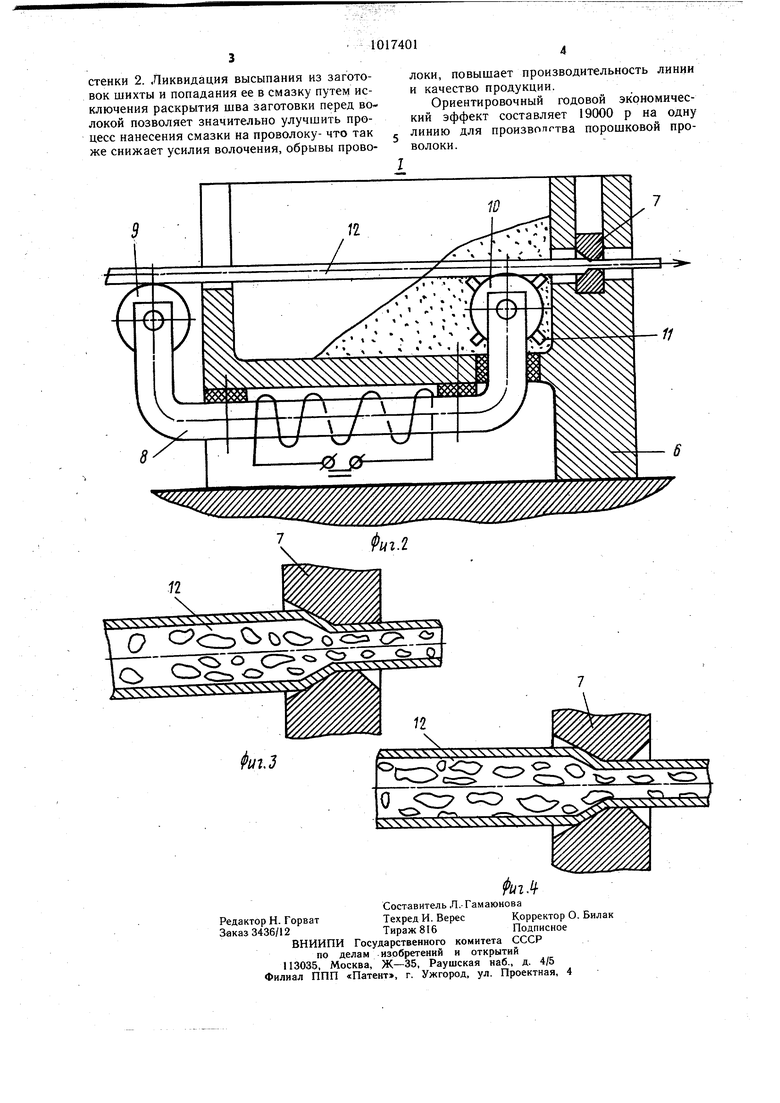
На фиг. 1 показана|Линия производства порошковой проволоки, обший вид; на фиг. 2 - узел I на фиг. 1; на фиг. 3 - расположение гранул магнитных компонентов шихты по прототипу; на фиг. 4 - расположение гранул магнитных компонентов шихты по изобретению.
Линия для производства порошковой проволоки содержит расположенные в технологической последовательности и связанные
0 между собой размоточное устройство 1 для ленты, устройство 2 формирования из ленты трубчатой оболочки, механизм дозирования шихты, волочильный стан 4 с волокодержателем 5, который содержит закрепленную в корпусе 6 волоку 7 и магнит 8 с закрепленными на его полюсах направляющими роликами 9 и 10, контактирующими с проволокой. Полюс магнита 8 с роликом 9 размещен пере волокодержателем 5, а полюс магнита 8 с роликом 10 помещен в корпус перед волокой 7. Ролик 10 снабжен лопастями 11. Линия содержит также обрабатываемую проволоку 12.
Линия работает следующим образом. Лента с размоточного устройства 1 идет в устройство 2 для формирования из ленты оболочки проволоки. Заполнение шихтой промежуточного профиля трубчатой заготовки производит механизм 3 дозирования шихты, затем исходная заготовка проволоки поступает в волоку 7, при этом магнитное поле, замыкаясь через проходящую проволоку 12, контактирующую с роликами 9 и 10,
0 являющимися магнитопроводом, ориентирует в осевом направлении магнитные компоненты шихты. Кроме того, ролик 10, снабженный лопастями и приводимый во вращение проволокой 12, обеспечивает подачу смазки к очагу Деформации. Причем вращение ролика 10 осуществляется за счет магнитных сил, что исключает изгиб проволоки 12 и раскрытие продольного шва.
После многократного волочения товарная проволока снимается со стана 4.
Упорядочение гранул шихты в трубчатой оболочке, а также исключение засорения смазки шихтой приводит к уменьшению силы волочения, соответственно снижению обрывности проволоки и улучшению ее качества.
В настоящее время в производстве порошковой проволоки наибольщее распространение получила линия для производства порошковой проволоки, выпускаемая АЗТМ. Эта линия выбрана в качестве .базового объекта.
0 Применение предлагаемой линии позволяет путем упорядочения расположения магнитных компонентов шихты, имеющих, как правило, наибольшую прочность, значительно снизить усилия волочения, особенно на последних переходах, где сопротивление сердечника (обжатой шихты) создает значительное сопротивление обжатию и оболочка проволоки имеет пониженный запас прочности из-за уменьшения толщины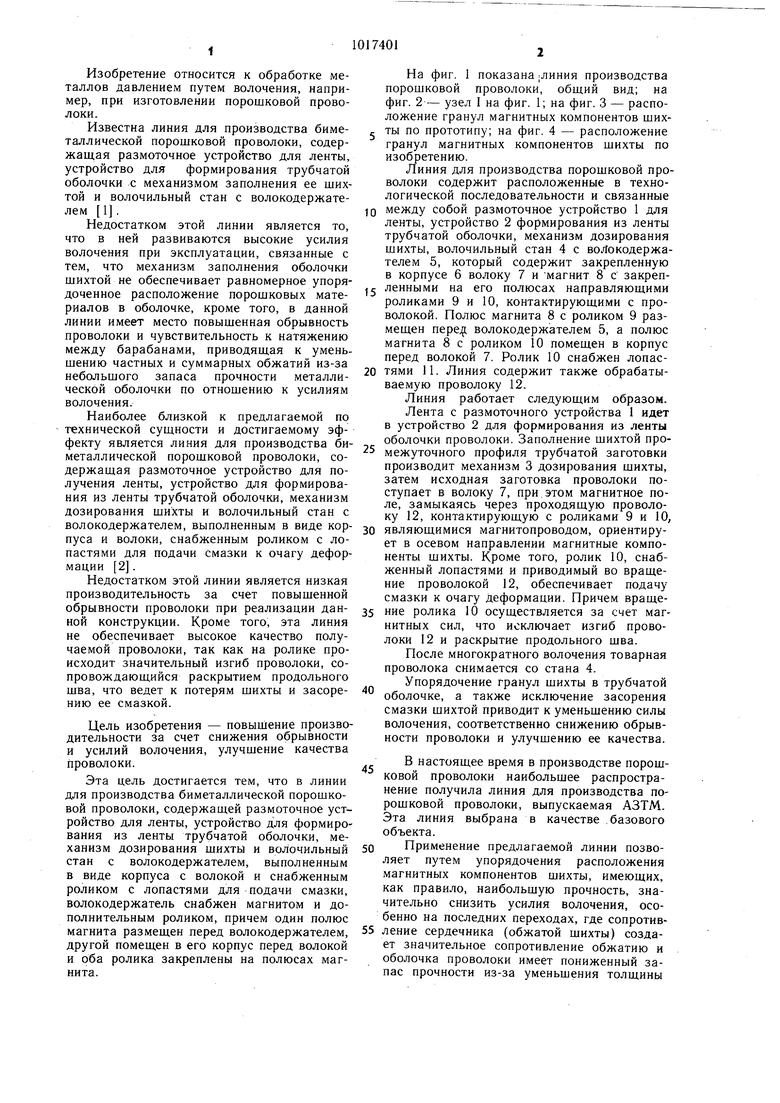
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для смазки проволоки перед волочением | 1986 |
|
SU1414491A1 |
| ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ПОРОШКОВОЙ ПРОВОЛОКИ В МЕТАЛЛИЧЕСКОЙ ОБОЛОЧКЕ | 1996 |
|
RU2110385C1 |
| ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ПОРОШКОВОЙ ПРОВОЛОКИ В МЕТАЛЛИЧЕСКОЙ ОБОЛОЧКЕ | 2000 |
|
RU2179103C2 |
| Устройство для вибрационного волочения порошковой проволоки | 1987 |
|
SU1500456A1 |
| Агрегат для непрерывного производства порошковой проволоки волочением | 1977 |
|
SU855089A1 |
| ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА БИМЕТАЛЛИЧЕСКОЙ ПРОВОЛОКИ | 1996 |
|
RU2095170C1 |
| Устройство для волочения | 1983 |
|
SU1068197A1 |
| АГРЕГАТ ДЛЯ ПРОИЗВОДСТВА ПОРОШКОВОЙ ПРОВОЛОКИ | 1997 |
|
RU2164453C2 |
| Способ волочения катанки | 2018 |
|
RU2696918C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРОШКОВОЙ ПРОВОЛОКИ В МЕТАЛЛИЧЕСКОЙ ОБОЛОЧКЕ С ФАЛЬЦЕВЫМ ШВОМ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2203169C2 |
ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА БИМЕТАЛЛИЧЕСКОЙ ПОРОШКОВОЙ ;-:i П.лг-;;л.. J tf -л J , ( - fr aoKiifA ПРОВОЛОКИ, содержащая размоточное устройство для ленты, устройство для формирования из ленты трубчатой оболочки, механизм дозирования шихты, волочильный стан с волокодержателем, выполненным в виде корпуса с волокой и снабженным роликом с лопастями для подачи смазки, отличающаяся тем, что, с целью повышения производительности за счет снижения обрывности и усилий волочения и улучшения качества проволоки, волокодержатель снабжен магнитом и дополнительным роликом, причем один полюс магнита размеш,ен перед волокодержателем, другой помешен в его корпус перед волокой и оба ролика закреплены на полюсах магнита. 4;:
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Пацекин В | |||
| П | |||
| и Рахимов К | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Производство порошковой проволоки | |||
| М., «Металлургия, 1979, с | |||
| Способ сопряжения брусьев в срубах | 1921 |
|
SU33A1 |
| Способ гальванического снятия позолоты с серебряных изделий без заметного изменения их формы | 1923 |
|
SU12A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Прибор для автоматического контроля скорости поездов | 1923 |
|
SU486A1 |
