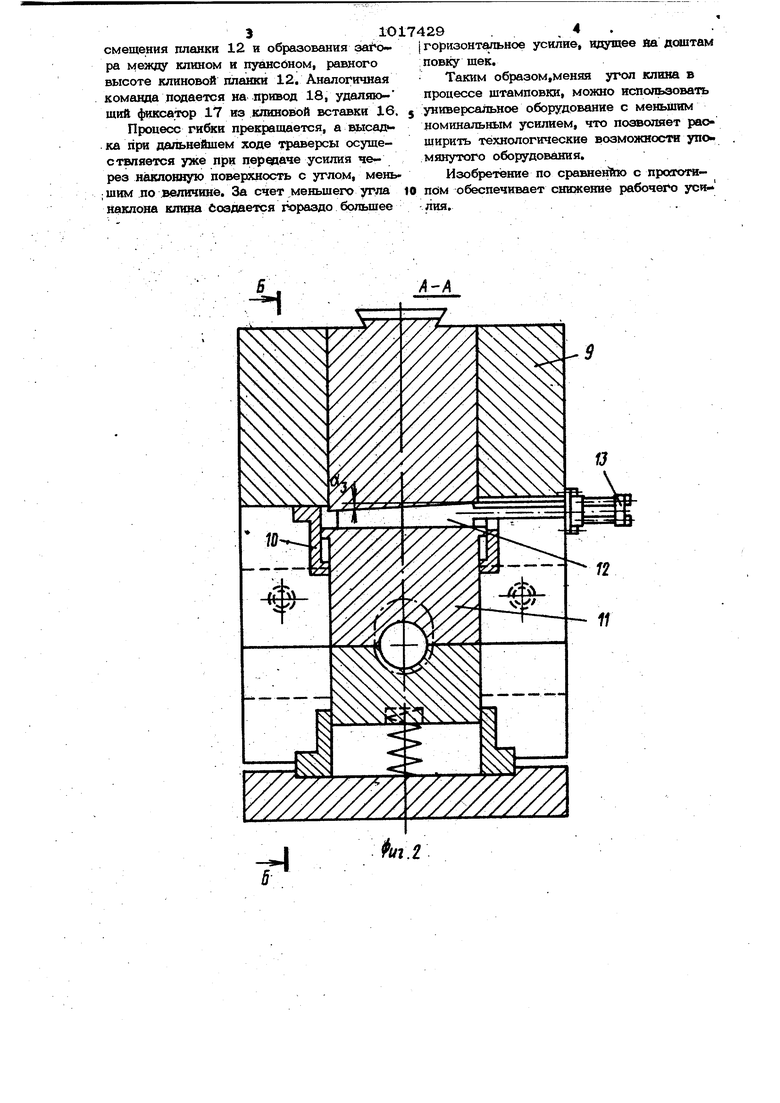
Изобретение относится к обработке металлов давлением, а именно к штампам для штамповки крупногабаритных коленчатых валов. Известен штамп для штамповки крупногабаритных коленчатых валов, содержащий верхнюю плиту с клином, пуансон и нижнюю плиту с ползушками, в которы размещены секции матриц 1 . Недостатком данного штампа являетс значительное усилие штамповки. Известен тешже штамп для штамповки крупногабаритных коленчатых валов, содержаший верхнюю плиту с клином, пуан сон, а также нижнюю плиту с ползушкам и размещенными в них секциями матриц U . Недостаток известного штампа состои в значительной величине рабочего усилия при оптимизации других параметров конс рукции. Цель изобретения - снижение величин УСИЛИЯ штамповки. Указанная цель достигается тем, что штамп для штамповки крупногабарит ных коленчатых валов, содержащий верх нюю плиту с клином, пуансон, а также нижнюю плиту с ползушками и размещен нь1ми в Них секциями матриц, снабжен размешенной между наклонными поверхностями клина и ползушками клиновой вставкой, механизмом фиксации этой вставки относительно клина, при этом противоположные наклонные поверхности вставки, а также соответственно взаимодействующие с ними наклонньхе поверхности клина и ползушки не параллельны. На фиг. 1 схематически изображен штамп перед штамповкой, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 2; на , фиг. 4 - разрез В-В на фиг. 3; на фиг. 5 - положение клиновой вставки после штамповки колена. Штамп содержит нижнюю плиту 1 с ползушками 2 и 3, в которых размещены секции матриц 4 и 5 с крьшишми 6 и Т, а также на нижней плите устадовле прижим 8. На верхней плите (не показана) мон тч).|уют клин 9, а в жестко прикрепленш 1Х к нему направляющих 10 установле о возможностью вертикального перемещ нкя гибочный пуансон 11, снабженный механизмом его включения, состоящий и клиновой планки 12 и привода перемеще ния 13. В клине 9 смонтированы толка ели 14 и задвижки 15 с приводом их еремещения. Между наклонными поверхностями клина и ползушки 2 с крьш1кой 6 размещена ополнительная клиновая вставка 16 с механизмом ее фиксации в клине 9, состояим из фиксатора 17 и привода его перемещения 18., Hakлoнныe поверхности, с которыми взаимодействует клиновая вставка, облиованы чугунными планками 19. Противоположные наклонные поверхности вставки, а также взаимодействующие с ними .; наклонные поверхности клина и ползушки с крьш1кой не параллельны. Угол наклона у клина oi меньше угла наклона cf.i контактирующей со вставкой поверхности у ползушки с крышкой. На нижней плите 1 установлен датчик 20, дающий команду на включение или выключение фиксатора 17 и клиновой планки 12. Штамп работает следукнцим образом. Заготовка 21 с нагретым участком, объем которого равен объему двух щек и одной щейки коленчатого вала, укладывается на полаушки 2 и 3 с нижними секциями матриц 4 и 5 (фиг. 1), которые находятся в исходном положении раздвинуты. Верхняя часть штампа с крьшками 6 и 7 и пуансоном 11 приподняты. Пуансон 11 под действием собственного веса находится в кижнек положении в направляющих 10. При ходе траверсы пресса вниз задвижки 15 от привода (например, пневмоцилиндра) перекрывают отверстие над толкателями 14 и тем самым давление передается на толкатели, которые обеспечивают продварительное соединение верхних крьш1ёк 6 и 7 с ползушками 2 и 3. Затем задвижки смещают в исходное положение и вступают в работу наклонные поверхности клиновых элементов для соединения верхних крьшхек 6 и 7 и ползушек 2 и 3 за счет использования усилия пресса. В начальный момент клиновая вставка 16 жестко соединена с клином 9 и наиклонные поверхности ползушки 2 и крышки 6 взаимодействуют с наклонной поверхностью всФавки, имеющей угол наклона di-i Одновременно осуществляется гибка и высадка деформируемой заготовки. При дальнейшем опускании траверсы клиновая вставка 16 достигает датчика 20, который подает команду на отключение пресса, на привод 13, выводящий из работы гибочный пуансон 11 за счет
смещения планки 12 и образования ра между клином и пуансбном, равного высоте клиновой планки 12. Аналогичная команда подается на привод 18, удаляющий фиксатор 17 из кшшовой вставки 16. Процесс гибки прекращается, а высад ка при дальнейшем ходе траверсы осушествляется уже при передаче усилия через наклонную поверхность с углом, мень;шим по величине. За счет меньшего угла Наклона клина Создается гораздо большее
I горизонтальное усилив, идущее На доштам повку щек.
Таким образом меняя угол клина в процессе штамповки, можно использовать 5 универсальное оборудование с меньшим номинальным усилием, что позволяет расширить технологические возможности упомянутого оборудования.
Изобретение по сравнен1йпо с прототи- 10 ndM обеспечивает снижение рабочего усяЛИЯ.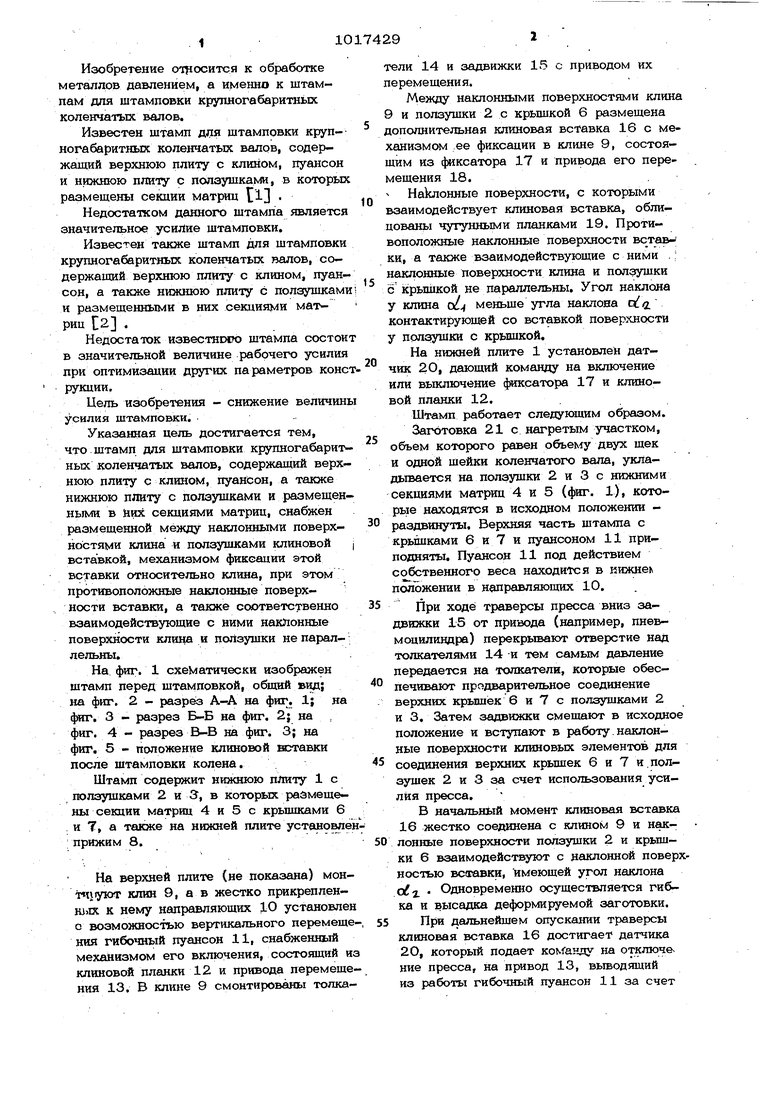
| название | год | авторы | номер документа |
|---|---|---|---|
| Штампы для штамповки крупногаба-РиТНыХ КОлЕНчАТыХ ВАлОВ | 1978 |
|
SU839645A1 |
| Штамп для штамповки крупногабаритных коленчатых валов | 1991 |
|
SU1819183A3 |
| Штамп для высадки утолщений на стержневых заготовках | 1991 |
|
SU1792782A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ ИЗДЕЛИЙ С ФЛАНЦЕМ НА ТОРЦЕ И БУРТОМ В СРЕДНЕЙ ЧАСТИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2041761C1 |
| ШТАМП ДЛЯ ШТАМПОВКИ КРУПНОГАБАРИТНЫХ КОЛЕНЧАТЫХ ВАЛОВ | 1970 |
|
SU262606A1 |
| Штамп для изготовления крупногабаритных коленчатых валов | 1969 |
|
SU564918A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ ИЗДЕЛИЙ С ФЛАНЦЕМ НА ТОРЦЕ И БУРТОМ В СРЕДНЕЙ ЧАСТИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2041007C1 |
| СПОСОБ ШТАМПОВКИ КРУПНОГАБАРИТНЫХ КОЛЕНЧАТЫХ ВАЛОВ | 1991 |
|
RU2008124C1 |
| Штамп для гибки деталей | 1980 |
|
SU884793A2 |
| Совмещенный штамп для гибки деталей типа крючок | 1987 |
|
SU1532132A1 |
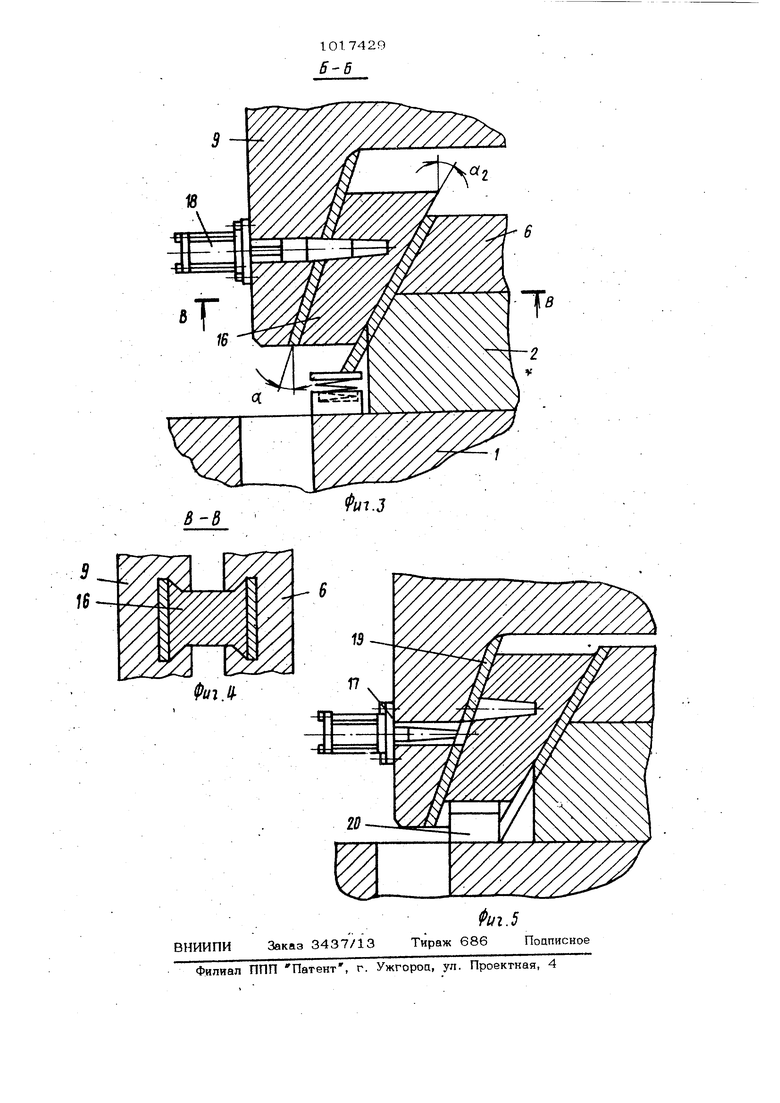
ШТАМП ДЛЯ ШТАМПОВКИ КРУПНОГАБАРИТНЫХ КОЛЕНЧАТЫХ 18 Ш I ВАЛОВ, содержащий верхнюю плиту с клином, пуансон, а также нижнюю плиту с ползушками и размещенными в них секциями матриц, отличающийс я тем, что, с целью снижения усилия щтамповки, он снабжен размещегшой между наклонными поверхностями клина и ползушками клиновой вставкой и механизмом 4я1ксации этой вставки относительно клина, при этом противоположные наклонные поверхности вставки, а также соответственно взаимодействующие с ни- ми наклонные поверхности клина и ползушки не параллельны. i ШГ
А-А
т.г
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| ШТАМП ДЛЯ ШТАМПОВКИ КРУПНОГАБАРИТНЫХ КОЛЕНЧАТЫХ ВАЛОВ | 0 |
|
SU262606A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Контейнер для уборки табачных листьев | 1954 |
|
SU102814A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
