Изобретение относится к обработке металлов дав. 1ением, в частности к П1тампим для изготовления деталей типа крючок.
Цель изобретения - повыи ение качества изделия, улучшение условий труда и повышение ггроизводительности за счет совмещения операций гибки и правки и обеспечения автоматического захвата заготовки гибочным инструментом и оправкой перед обрубкой.
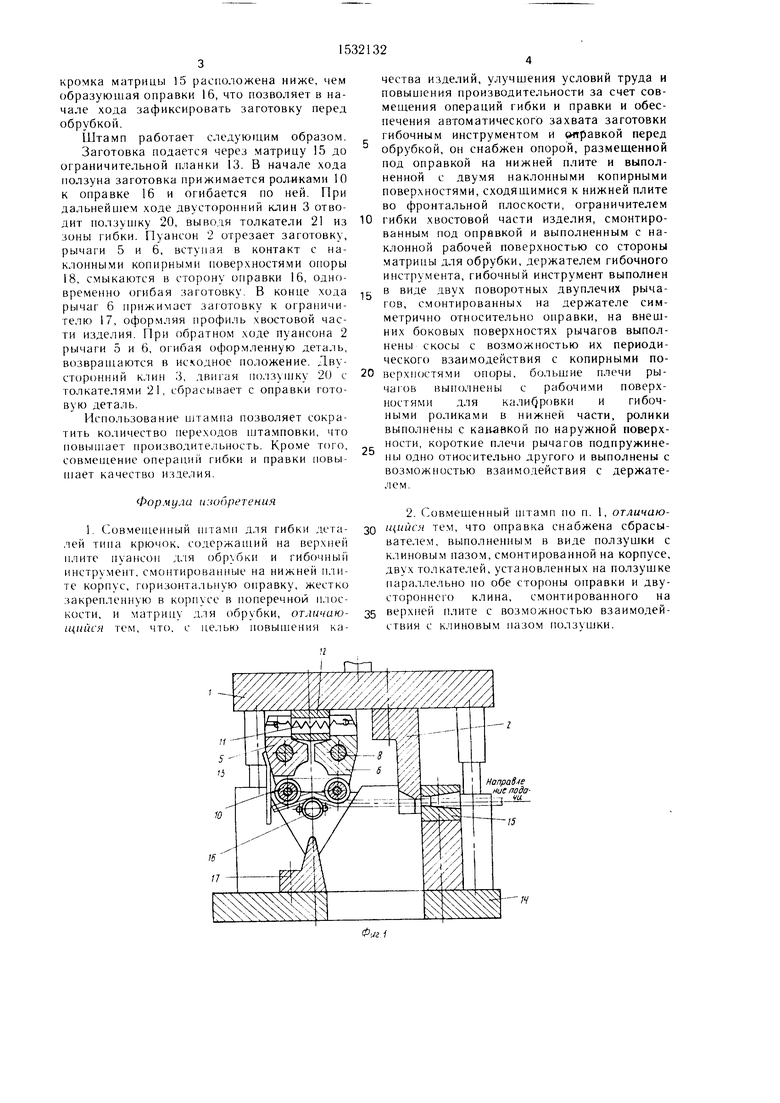
На фиг. 1 изображен штамп в момент обрубки заготовки; на фиг. 2 - штамп в конус гибки; на фиг. 3 - разрез А--.Л на фиг. 2; н.ч фиг. 4 - сечение штампа по держателю; на фиг. 5 - сечение по оси оправки.
Штамп состоит из установленного на верхней плите 1 пуансона 2, двустороннего
клина 3 с помощью фиксатора 4, гибочного инструмента, выполненного в виде двуплечих рычагов 5 и 6, закрепленных в держателе 7 на осях 8 и 9 и снабженных гибочными роликами 10. Короткие плечи рычагов 5 и 6 связаны пружиной 11, размеп1енной в продольном отверсгии упора 12. На рычаге 5 смонтирована ограничительная планка 13 для заготовки. На нижней плите 14 смонтирована матрица 15, оправка 16 и ограни читель 17 гибки хвостовой части изделия. Ограничитель установлен между наклонными копирными поверхностями опоры 18. На корпусе 19 закреплен сбрасыватель, выполненный в виде ползу in ки 20 с клиновым пазом и двух толкателей 21, установленных параллельно оправке.
01
САЭ
to
СО
to
кромка матрицы 15 расположена ниже, чем образующая оправки 16, что позволяет в начале хода зафиксировать заготовку перед обрубкой.
Штамп работает следующим образом.
Заготовка подается через матрицу 15 до ограничительной планки 13. В начале хода ползуна заготовка прижимается роликами 10 к оправке 16 и огибается по ней. При дальнейшем ходе двусторонний 3 отводит ползушку 20, выводя толкатели 21 из зоны гибки. Пуансон 2 отрезает заготовку, рычаги 5 и 6, вступая в контакт с наклонными копирными поверхностями опоры 18, смыкаются в сторону оправки 16, одновременно огибая заготовку. В конце .хода рычаг 6 прижимает заготовку к ограничителю 17, оформляя профиль хвостовой части изделия. При обратном ходе пуансона 2 рычаги 5 и 6, огибая оформленную деталь, возвращаются в исходное положение. Двусторонний клин 3, двигая ползушку 20 с толкателя.ми 21, сбрасывает с оправки готовую деталь.
Использование штампа позволяет сократить количество переходов шта.мповки, что повышает производительность. Кроме того, совмещение операций гибки и правки повышает качество изделия.
Формула изобретения
. Совмещенный штамп для гибки дета- лей типа крючок, содержащий на верхней плите пуансон для обрубки и гибочный инструмент, смонтированные на нижней плите корпус, горизонтальную оправку, жестко закрепленную в корпусе в поперечной плоскости, и матрицу для обрубки, отлипаю- щийся тем, что, с целью повышения ка5
0
о 5
чества изделий, улучшения условий труда и повыцгения производительности за счет сов- мешения операций гибки и правки и обеспечения автоматического захвата заготовки гибочным инструментом и справкой перед обрубкой, он снабжен опорой, размещенной под оправкой на нижней плите и выполненной с двумя наклонными копирными поверхностями, сходящимися к нижней плите во фронтальной плоскости, ограничителем гибки хвостовой части изделия, смонтированным под оправкой и выполненным с наклонной рабочей поверхностью со стороны матрицы для обрубки, держателем гибочного инструмента, гибочный инструмент выполнен в виде двух поворотных двуплечих рычагов, смонтированных на держателе симметрично относительно оправки, на внешних боковых поверхностях рычагов выполнены скосы с возможностью их периодического взаимодействия с копирными поверхностями опоры, большие плечи рычагов выполнены с рабочи.ми поверхностями для калибровки и гибочными роликами в нижней части, ролики выполнены с канавкой по наружной поверхности, короткие плечи рычагов подпружинены одно относительно другого и выполнены с возможностью взаимодействия с держате- л е м.
2. Совмещенный штамп ш п. I, отличающийся тем, что оправка снабжена сбрасывателем, выполненным в виде ползушки с клиновым пазом,смонтированной на корпусе, двух толкателей, установленных на ползушке параллельно но обе стороны оправки и двустороннего клина, смонтированного на верхней плите с возможностью взаимодействия с клиновым пазом ползчшки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для изготовления проволочных граблин | 1980 |
|
SU925493A1 |
| Штамп для гибки изделий замкнутой формы | 1986 |
|
SU1398953A1 |
| Штамп для изготовления деталей типа втулок из листового материала | 1986 |
|
SU1433602A1 |
| Штамп для гибки деталей из штучных листовых заготовок | 1983 |
|
SU1144744A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВОК ИЗ ПРОФИЛЬНЫХ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2013 |
|
RU2565317C2 |
| Штамп для гибки П-образных изделий с полками | 1989 |
|
SU1704882A1 |
| Автомат для изготовления деталей из проволоки | 1972 |
|
SU444592A1 |
| Штамп для изготовления изделий типа "петля | 1989 |
|
SU1607998A1 |
| Штамп для гибки деталей,преимущественно,типа восьмерки | 1985 |
|
SU1304960A1 |
| Штамп для изготовления коушей | 1990 |
|
SU1738436A1 |


Изобретение относится к обработке металлов давлением, в частности к штампам для изготовления деталей типа крючок. Цель изобретения - повышение качества изделия, улучшение условий труда и повышение производительности за счет совмещения операций гибки и правки и обеспечения автоматического захвата заготовки гибочным инструментом и оправкой перед обрубкой. Штамп содержит на верхней плите пуансон для обрубки и гибочный инструмент, выполненный в виде поворотных двуплечих рычагов с роликами в нижней части. Короткие плечи подпружинены друг к другу, а большие плечи имеют рабочие поверхности для калибровки. На нижней плите установлены корпус с горизонтальной оправкой в продольной плоскости, опора с двумя наклонными копирными поверхностями, сходящимися вниз, и ограничитель гибки хвостовой части изделия. Заготовка устанавливается в штамп до упора. При ходе вниз гибочный инструмент и оправка захватывают заготовку, пуансон обрубает хвостовую часть, а двуплечие рычаги оформляют замкнутую часть изделия по оправке и хвостовую часть - по ограничителю. Конструкция штампа позволяет сократить количество переходов штамповки, что повышает производительность, а совмещение операций гибки и калибровки повышает качество изделия. 1 з.п. ф-лы, 5 ил.
НаправАС иис тдо- - Ц
w
21
Фие.5
7У
| Мешерин В | |||
| Т | |||
| Листовая штамповка | |||
| Атлас схем и конструкций | |||
| М.: Машиностроение, 1975, рис | |||
| Бензиновая зажигалка | 1923 |
|
SU491A1 |
| Способ приготовления кирпичей для футеровки печей, служащих для получения сернистого натрия из серно-натриевой соли | 1921 |
|
SU154A1 |
