S 8
К1
4 СД
I
Изобретение относится к сварочйой и электротермической технике и может использоваться главным образом для .равномерного нагрева при одновремен ной высокочастотной сварке плавлением по отбортованным кромкам тонколис товых металлических изделий сложной конфигурации,например при сварке дна или крышки к корпусу конденсатора ил -аккумулятора..
Извест-ны способы получения равно г мерного нагрева кромок сложной конфигурации на заданную глубину, путем перераспределения конценграции нитного потока, изменения либо расстояния от проводника до нагреваемой поверхности, либо формы индуктора, либо магнитной проводимости, в отдельных случаях используют экраны Си
Указанные способы не позволяют получить равномерного нагрева ввиду npH csTffiHx им следующих недостатков. : Изменение ширины индукционного ,провода или расстояния между проводником и деталью ведет к увеличению зоны нагрева и ее неравномерности.. Изменение магнитной проводимости отдельных участков не позволяет избежать шунтирования магнитного потока на соседние участки,, что ведет к подрезам в местах изменения кривизны нагреваемых кромок.
Известен индуктор для высокочастотной сварки плавлением по отбортованным кромкам металлических деталей сложной конфигурации, содержащий индуктирующий провод с ребрами и магнитопровод С23 .
Недостаток этого индуктора - увеличение зоны нагрева на. прямолинейном участке. Кроме того/ его размещение при .сварке малогабаритных деталей затруднительно ввиду увеличенной (примерно в 2 раза) ширины ийдук тора.
Целью изобретения является повышение качества сварки за счет уменьшения зоны термического влияния в местах изменения кривизны
Цель достигается тем, что а индукторе Для высокочастотной сварки плавлением по отбортовавншл 1фомкам металлических деташей сложной конфигурации, содержащем индуктйрую&щй провод с рёбрами и магнитопроводг магнитопровод на участкгцс с. болыоой кривизной выполнен , а на остальных участках с зазором между ярмом и полюсами, расположенншш вровень с токоведушей поверхйостью йИдуктора, а ребра установлены на боковых нетоковедуцих сторонах индуктнрующего провода и изготовлены из материала с высокой электропроводностью при этомони разделяют участки магнитопровода с разной проводимостью.
Кроме того, он снабжен экраном, установленным внутри индуктора н изоп лированным от ребер.
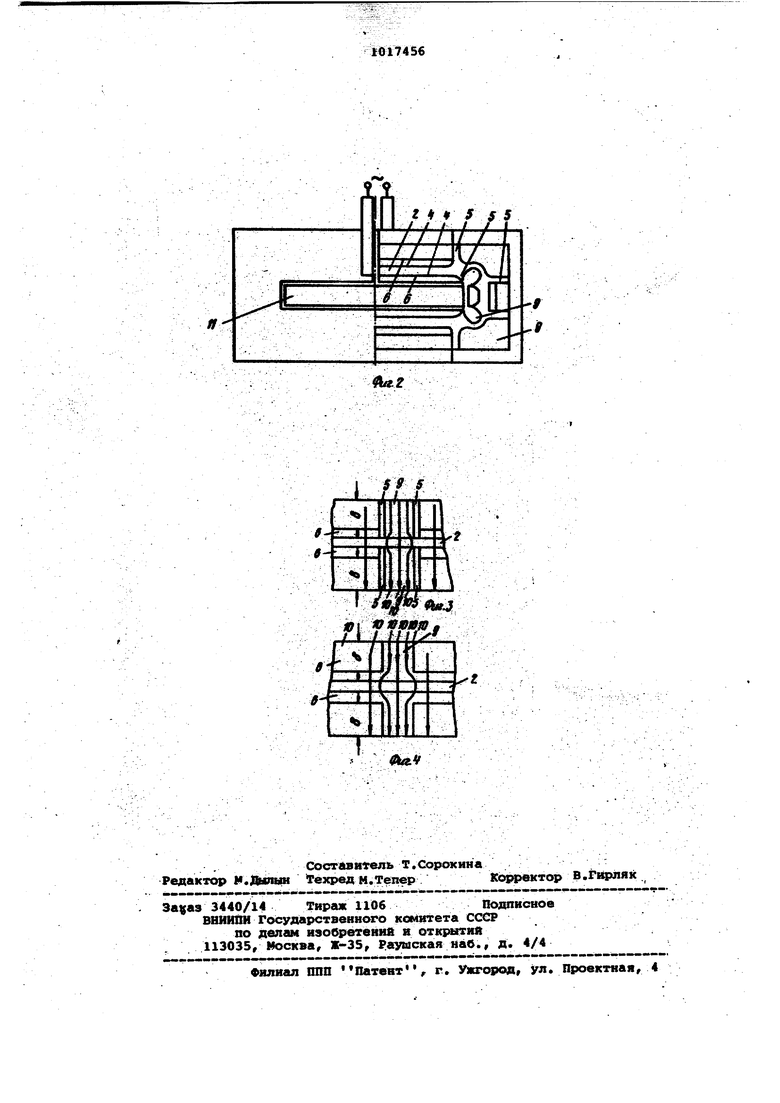
На фиг. 1 изображен индуктор, аксонометрия; на фиг. 2 - развертка с видом со стороны токоведушей поверхности г на фиг. 3 - развертка индуктора без ребер) на фиг. 4 - индуктор, общий внд.
Индуктор состоит нз нндуктируюиего провода 1, в котором поверхность
2,обраиенная к свариваемым.кромкам
3,является токоведушей, а боковые поверхности.4 индуктирующего провода - нетоковедущие, на которых расположесш ребра 5 из материала с высокой электропроводимостью.
Шьгнитопровода на прямых участках - полюса 6 расположены на нётоковедущих, боковшс сторонах индуктора, а между ними и ярмом .7 магнитопровода имеется воздушный, зазор 8. В углу между ребрами магннтопровод 9 выполнен сплошным.Представление о концентрации магнитного поля дают линии магнитной индукции 10. Внутри индуктора обычно располагают экран ,11, По каналу 12 прОходйт охлаждающая индуктор вода.
Индуктор работает следующим образом.
Высокочастотный ток, гфотекаюций по индуктирующем проводу 1 образует поле, усиленное на участках большой кривизны (на углах) - там, где установлены сплошные магнитопроводы без зазоров между полюог1ми 6 и яримом 7. Шунтирование магнитного поля ограничивается ребраьш 5, Этот эффект поясняется (фиг. 2 и 3V на развертке углового участка с видом со стороны токоведушей поверхности. Интенсив ость магнитного потока 10 между ребрами (фиг. 2) больше, чем при отсутствии ребер (фиг. 3). Ослабление маг jiHTHoro потока на остгшьных участках получается за счет зазоро:в, а Огра- ничение зоны термовлияния производится полюсами 6.Дополнительный экран 11 может в случае необходимости также способствовать уменьшению.шуитирси вания магнитного потока. .
Предложенный индуктор по сравнению с прототипом обеспечивает возможность сварки без подгорания изоляции при равномерном оплавлении кромок.
1 г
I / 7 / / / I
ff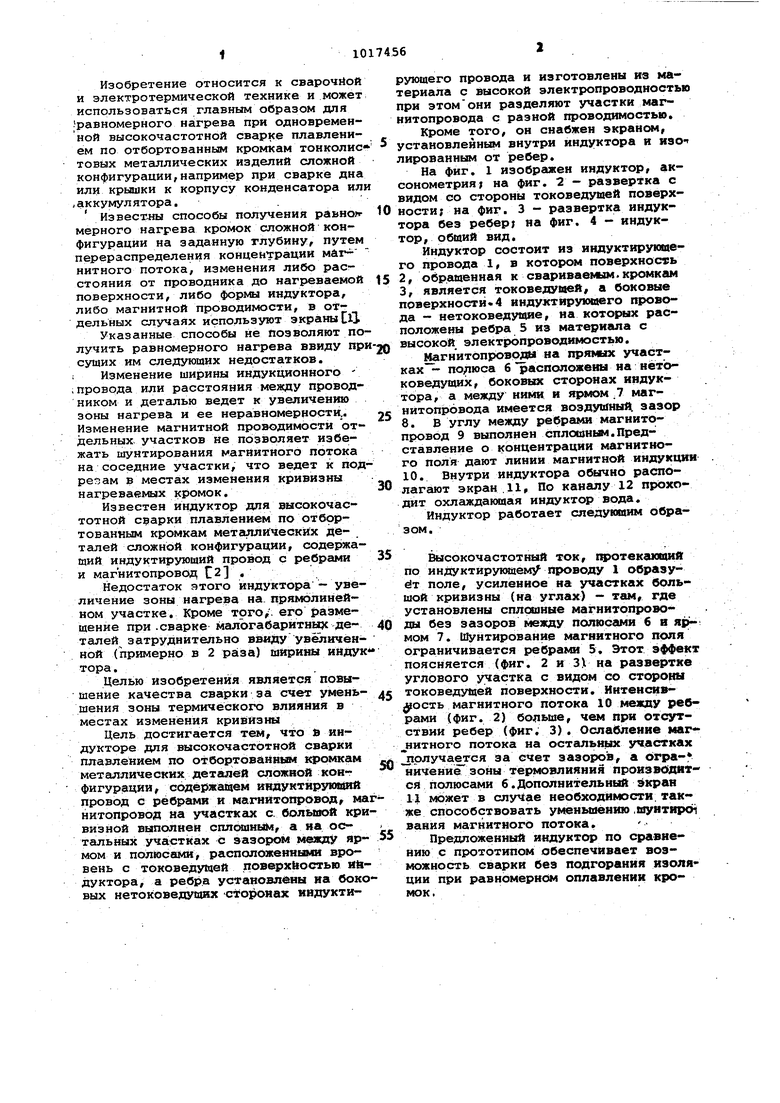
| название | год | авторы | номер документа |
|---|---|---|---|
| Индуктор для высокочастотной сварки | 1990 |
|
SU1803288A1 |
| УСТРОЙСТВО ДЛЯ ИМПУЛЬСНОЙ ИНДУКЦИОННОЙ СВАРКИ ПО ОТБОРТОВАННЫМ КРОМКАМ | 1999 |
|
RU2158663C1 |
| Индуктор для высокочастотной сварки | 1978 |
|
SU749597A1 |
| Индуктор для высокочастотной сварки металлических изделий | 1974 |
|
SU538855A2 |
| Устройство для стыковой индукционной сварки труб | 1985 |
|
SU1683930A1 |
| Индуктор для локального нагрева | 1983 |
|
SU1112583A1 |
| Кольцевой индуктор для высокочастотной термообработки деталей | 1978 |
|
SU745025A1 |
| КУЛАЧКОВЫЙ МЕХАНИЗМ С КИНЕМАТИЧЕСКИМ ЗАМЫКАНИЕМ И СПОСОБ МЕСТНОЙ ЗАКАЛКИ РОЛИКОВОГО ПАЗА КУЛАЧКА | 2014 |
|
RU2575279C1 |
| СПОСОБ СВАРКИ ПЛАВЛЕНИЕМ ЛИСТОВЫХ ДЕТАЛЕЙ ПО ОТБОРТОВАННЫМ КРОМКАМ | 1992 |
|
RU2031762C1 |
| Устройство для спирального оребрения труб | 1983 |
|
SU1073043A1 |
1. для выоокочастоткой сварки плавлением по отбортовантш кроШам, металлических деталей сложной конфигурации, содержащий liHдуктирующий провод с ребрами и магнитопровод, отличающийся тем, что, с целью повышения качества сварки за счет уменьшения зоны термического влияния в местах изменения кривизны, Магнитопровод на участках с большой кривизной выполнен сплошным, а на остальных участках с зазором между ярмом и полюсами, расположенными вровень с токоведущей поверхностью индуктора, а ребра установлены на боковых нетоковедущих сторонах индуктирующего провода и изготовлены из материала с высокой электропроводностью , при этом они разделяют участки магнитопровода с разной проводимостью. . . 2, Индуктор по п. 1, о т л и ч аю щ и и с я тем, что он снабжен эк;раном, установленным внутри индуктора и изолированным от ребер.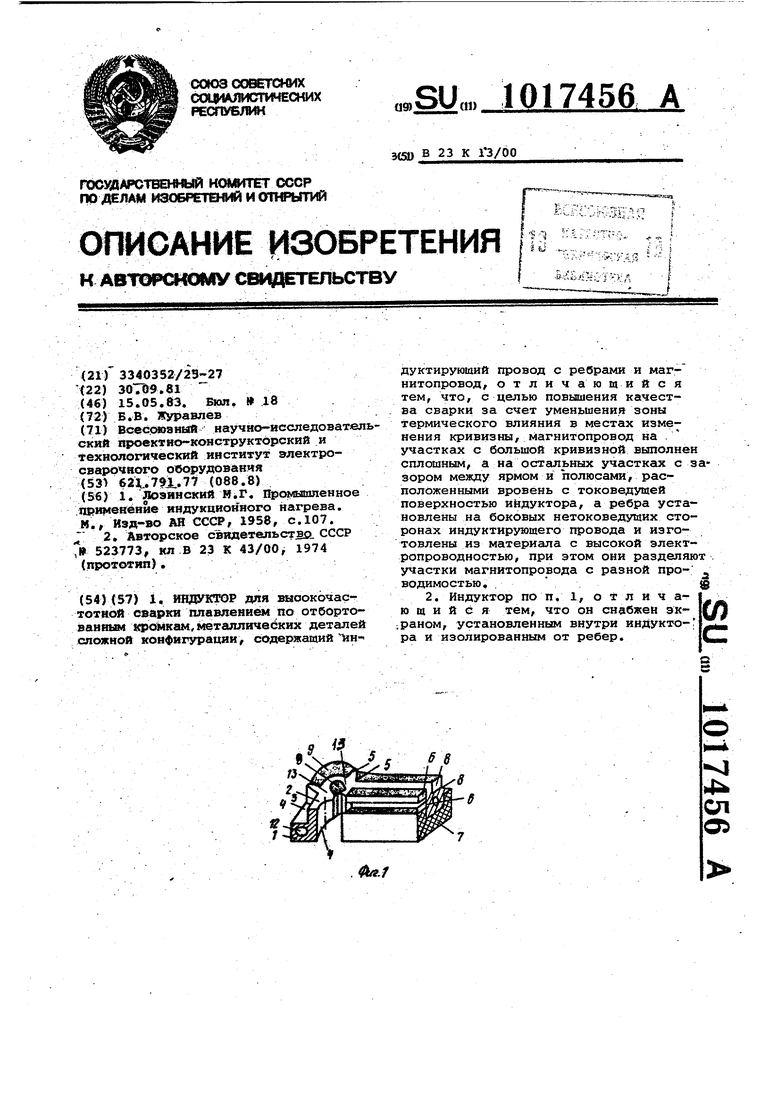
ffflB f
V
IE
г
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Лозинский Н.Г | |||
| Прсяуштшенное .применение индукционного нагрева | |||
| М | |||
| Изд-во АИ СССР, 1958, С.107 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Авторское свидетельству | |||
| СССР , 523773, кл В 23 К 43/00, 1974 (прототип). | |||
