Изобретение относится к сварке трубопроводов, в частности к устройствам для сборки под сварку труб, преимущественно из термопластов, и может быть применено при строительстве технологических трубопроводов.
Известно устройство для сборки под сварку труб из пластмасс, содержащее неподвижный и подвижный зажимные-хомуты, последний из которых установлен с возможностью перемещения вдоль оси направлшоших, причем каждый из хомутов снабжен сменными вкладышами с резиновыми прокладками 11 .
Данное устройство не позволяет перемещать торяы соединяемых труб относительно друг друга в плоскости стыка изза расположения их в жестких центраторах, размещенных на общих направляющих, что не обеспечивает точную центровку труб.
Наиболее близким к изобретению является устройство для сборки под сварку труб, содержащее корпус, упругий полый элемент и зажимные бащмаки, установленные в корпусе с возможностью перемещения иконтактирования с ynpyiniM лолым элементом 23.
Известное устройство не обеспечивает точного центрирования труб в связи с возмоишостью неодновременного перемещения зажимных бащмаков в виде сегментных колодок, испытывающих разное сопротивление перемещению, которое возникает в результате неравномерного распределения веса центрируемых труб на сегментные колодки, расположения сегментных колодок (верхнее и нижнее), неточности изготовления и т.д., особенно при переналадке на другие типоразмеры труб.
Целью изобретения является повышени качества сварных соединений труб различных Т1торазмеров за счет повышения точности центрирования труб.
Цель достигается тем, что устройство для сборки под сварку труб, содержащее корпус, упругий полый элемент и зажимные башмаки, установленные в корпусе с возможностью перемещения и контактирования с упругим полым элементом, снабжено сменными вкладышами, выполненными в виде кольца с сечением в виде тавра и закрепленными на корпусе с установленными в. них с возможностью перемещения и контактирования с зажимными башмаками дополнительными зажимными башмаками.
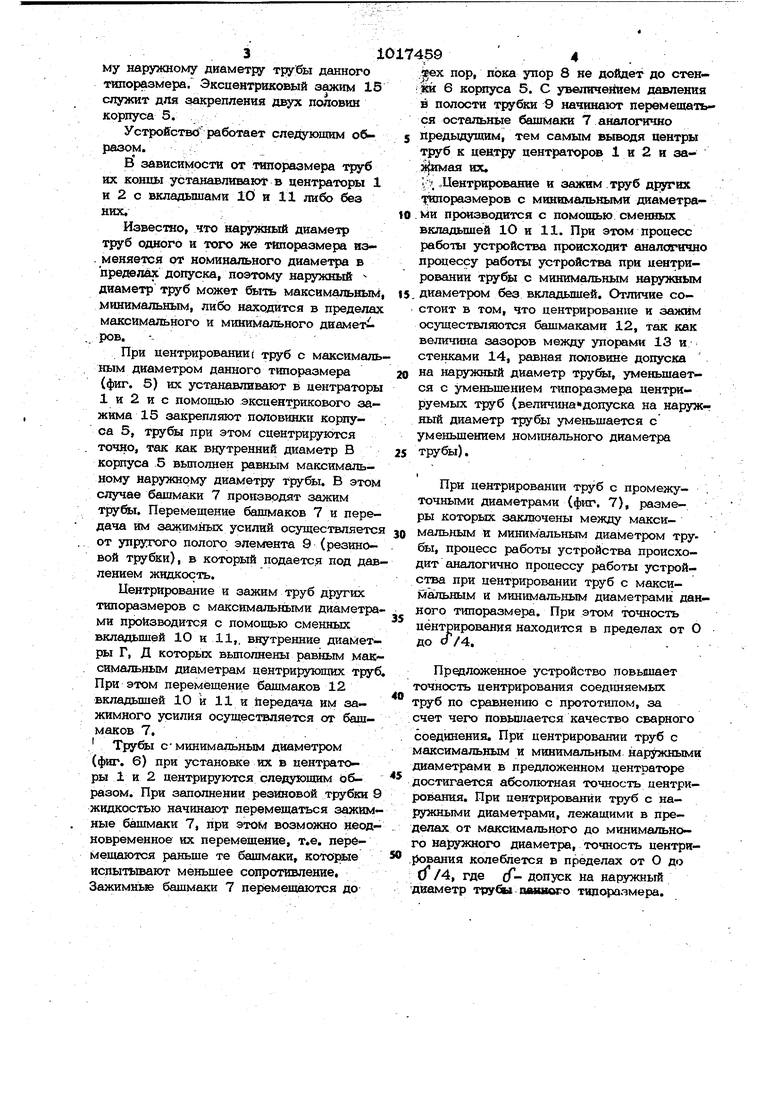
На фиг. 1 изображено устройство} на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 разрез Б-Б на фиг. 2; на фиг. 4 - узел I на фиг.- 2; на фиг. 5 - схема центрирования труб с максимальным наружным диаметром данного типоразмера; на фиг, % схема центрировалия труб с минималывым наружным диаметром данного типоразмеpaj на фиг. 7 - схема центрирования
трубс промежуточным наружным диаметром, лежащим в пределах между максимальным и минимальным диаметрами данного типоразмера.
Устройство содержит разъемные центраторы - неподвижный 1 и подвижный 2, установленный с возможностью перемещения вдоль оси двух направляющих 3, смонтированных на сварной раме 4. . Каждый из центраторов 1 и 2 состоит из полого корпуса 5, выполненного из двух половин. В отверстиях, выполненных на внутренней стенке 6 кЬрпуса 5 каждого центратора, размещены подвижно установленные зажимные башмаки 7, снабженные ограничительными упорами 8, при этом зазор, образованный между упором 8 зажимных башмаков 7 и внутренней стенкой 6 корпуса 5, равен половине допуска на наружный диаметр центрируемой трубы. В полости обеих поповйн корпуса 5 размещейИ упругие полые элементы в виде резиновых трубок 9 (эластичные элементы), при заполнении которых жидкостью зажимные башмаки 7 прижимаются к наружной поверхности каждой центрируемой трубы.
Внутренний диаметр В корпуса 5 выполнен по максимальному наружному диаметру трубы данного типоразмера.
Ч
Сменные вкладьЕпи 10 и 11 предназначены для установки в. них труб других типоразмеров. Каждый вкладьпы 10 и 11 выполнен в виде кольца таврового сечения и снабжен подвижно установленными зажимными башмаками 12 с ограничительным упором 13. Вкладыш 10 при помощи виНтов (не дюказаны) закреплен к корпусу 5, а вкладыш 11 к вкладьпиу 1О, при этом башмаки 12
вкладьш1а Ю контактируют с зажимными башмаками 7 корпуса 5 и башмаками 12 вкладьппа 11, а зазор, образованный между упором 13 и стенкой 14 соответствующего вкладыша 10 или 11,
равен половине допуска ff на наружный диаметр центрируемой трубы данного типоразмера. Кроме этого, внутренний диаметр Г -.и Д соответственно вкладышей 10 и 11 вьшолнены по максимальному нарухшому диаметру трубы данного типоразмера. Эксцеитриковый зажим 15 служит для закрепления половин корпуса 5. Устройств работает следующим образом. в зависимости от типоразмера труб их концы устанавливают в центраторы 1 к 2 с вкладьшами 10 и 11 либо без них. Известно, что наружный диаметр труб одного и того же типоразмера иа, меняется от номинального диаметра в пределах допуска, поэтому наружный диаметр труб может быть максимальным минкмальньш, либо находится в пределах максимального и минимального диамет ров. -При центрировании труб с максималь ным диаметром данного типоразмера (фиг. 5) их устанавливают в центраторы 1 и 2 и с помопшю эксцентрикового зажима 15 закрепляют половинки корпуса 5, при этом сцентрируются точно, так как внутренний диаметр В корпуса ,5 выполнен равным максимальному наружному диаметру трубы. В этом случае башмаки 7 производят зажим трубы. Перемещение башмаков 7 и передача им зажимных усилий осуществляетс от упругого полого элемента 9 (резиновой трубки), в который подается под дав лением жидкость. Центрирование и зажим труб других типоразмеров с максимальными диаметра ми производится с помощью сменных вкладьшхей 1О и 11,, внутренние диаметры Г, Д которых вьшолнены равным максимальным диаметрам центрирующих груб При этом перемещение башмаков 12 вкладьш1ей 10 и 11 и передача им зажимного усилия осуществляется от башмаков 7.. Трубы Сминимадьньшг диаметром (фиг. 6) при установке их в центраторы 1 и 2 центрируются следующим Образом. При заполнении резиновой трубки 9 ЖИДКОСТЬЮ начинают перемещаться зажимные башмаки 7, при этом возможно неодновременное их перемещение, т.е. перемещаются раньше те башмаки, котО|хые испытывают меньшее сопротивледае, Зажимные башмаки 7 перемещаются до 1 594. пор, пока упор 8 не дойдет до стен м 6 корпуса 5. С увеличейием давления в полости трубки 9 начинают перемещаться остальные башмаки 7 аналогично предыдущим, тем самым выводя центры труб к цедтру центраторов 1 и 2 и за:х||имая их« ;/;v „Центрирование и зажим труб чтшоразмеров с минимальными диаметраМи производится с помощью сменных вкладышей Ю и 11. При этом процесс работы устройства происходит аналогично процессу работы устройства при центрировании трубы с минимальным наружным диаметром без вкладышей. Отличие состоит в том, что центрирование и зажим осуществляются башмаками 12, так как величина зазоров между упорами 13 и стенками 14, равная половине допуска на наружный диаметр трубы, уменьшает ся с уменьшением типоразмера центрируемых труб (величина допуска на наруж- ный диаметр трубы уменьшается с уменьшением номтшального диаметра трубы). При центрировании труб с промежуточными диаметрами (фиг. 7), размеры которых заключены между максимальным и минимальным диаметром тру. бы, процесс работы устройства происходит аналогично процессу работы устройства при центрировании труб с максимальным и мин{шальным диаметрами данного типоразмера. При этом точность центрирования находится в пределах от О до 0/4.. Предложенное устройство повыщает точность центрирования соедгшяемых труб по сравнению с прототипом, за счет чего повышается качество сварного соединения. При центрировании труб с максимальным и минимальным наружными диаметрами в предложенном центраторе достигается абсолютная точность центрирования. При центрировании труб с наружными диаметрами, лежащими в пределах от максимального до минимально- го наружного диаметра, точность центрирования колеблется в пределах от О до V /4, где сГ- допуск на наружный диаметр ашшого типоразмера.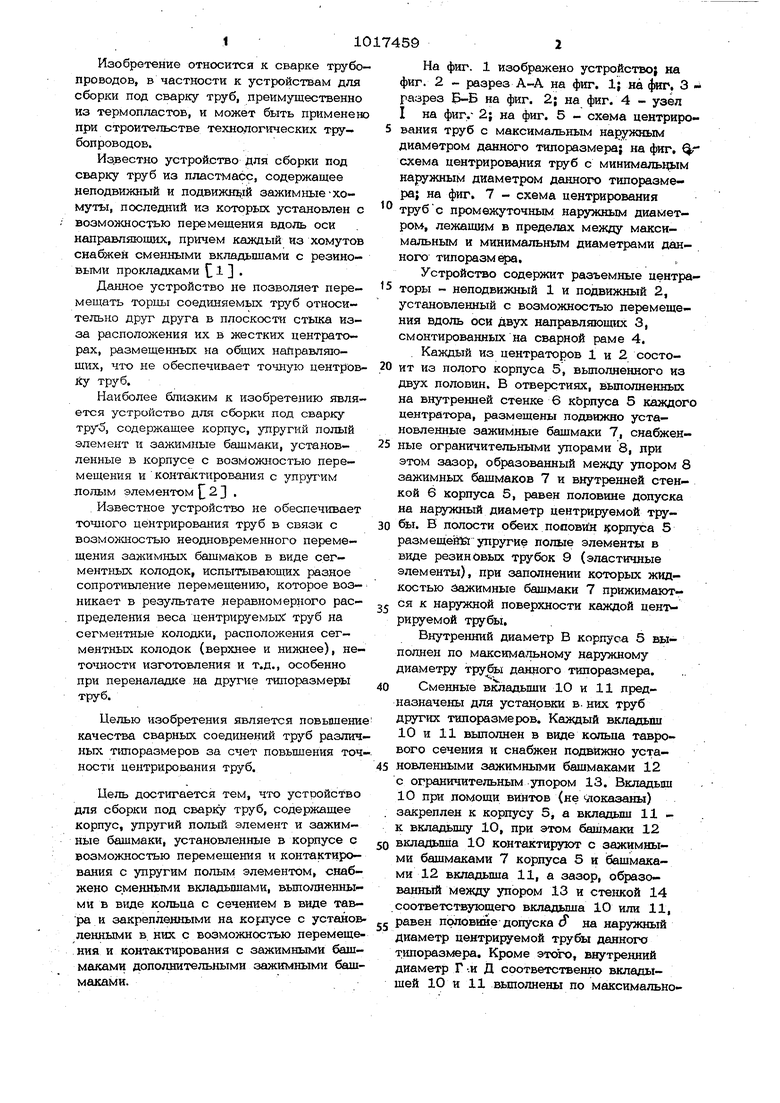
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки и центрирования труб под сварку | 1981 |
|
SU988510A1 |
| Устройство для центрирования трубпРи СТыКОВКЕ пОд СВАРКу | 1979 |
|
SU846206A1 |
| Внутреннее устройство для сборки под сварку кольцевых стыков обечаек | 1982 |
|
SU1079393A1 |
| Машина для контактной стыковой сварки труб | 1981 |
|
SU1074682A1 |
| Внутренний центратор | 1978 |
|
SU763055A1 |
| Центратор для сборки труб под сварку | 1985 |
|
SU1298028A1 |
| ЦЕНТРАТОР ДЛЯ СБОРКИ И СВАРКИ КОЛЬЦЕВЫХ ШВОВ | 2015 |
|
RU2599469C1 |
| Центратор для сборки под сварку кольцевых швов | 1990 |
|
SU1770109A1 |
| Центрирующее устройство скважинных геофизических приборов | 1973 |
|
SU559207A1 |
| Наружный центратор | 1980 |
|
SU1006141A1 |
УСТРОЙСТВО ДЛЯ СБОРКИ ПОД СВАРКУ ТРУБ, содержащее корпус, упругий полый эпемейт и жимные бшимакк, установленные в корпусе с возможностью перемещения и контактирования с упругим полым элементом, отличающееся тем, что, с целью повышения качества сварного соединения труб различных типоразмеров за счет повьппения точности центрирования, устройство снабжено сменными .вклаДьпиами, выполненными в виде кольца с сечением в виде тавра и закрепленными на корпусе с установленными в них с возможностьк перемещения и контактирования с зажимны,ми бащмаками дополнительными зажимными башмаками. (Л CZ -г «i.f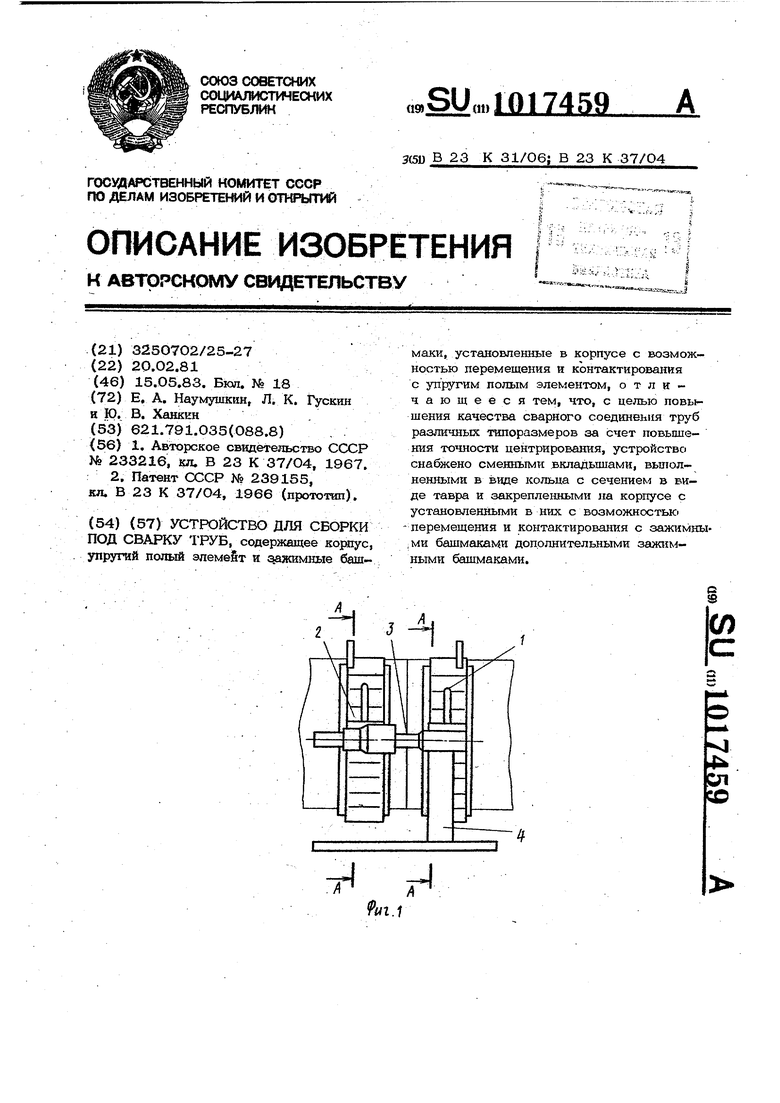
6 8
Фиг.§
Фиг 6
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| УСТРОЙСТВО для СБОРКИ под СВАРКУ КОЛЬЦЕВЫХ ШВОВ | 0 |
|
SU239155A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
