Изобретение относится к устройствам для центровки и сборки труб под сварку. Известны внутренние центраторы, содержащие корпус, два ряда центрирующих башмаков, смонтированных на разжимных элементах, привод разжимных элементов. Для расширения диапазона диаметров труб, собираемых одним центратором иногда используются проставки или обоймы с толкателями, устанавливаемые на корпусе центратора 1 . Недостатком данной конструкции является то, что для каждого типоразмера труб необходимо иметь отдель ную обойму с толкателями. Это создает неудобства при переходе с одного диаметра труб на другой, так как каж дый раз нужно менять обоймы. Необхо димость иметь места для хранения не используемых обойм, применение специальных или подъемно-транспортных механизмов для монтажа и демонтажа тяжелых обойм создают сложности в о служивании данного центратора. Наиболее близким к пре.цложенному техническому решению по технической сущности и достигаемому результату является внутренний центратор, соде жащий два ряда центрирующих жимков, смонтированных в корпусе с возможностью радиального перемещения относительно н@го от винтового привода ,2 . К недостаткам известной конструкции следует отнести малый диапазон диаметров труб, собираемых механизмом, и, как следствие - невозможность собирать трубы разных диаметров. Недостатком является также наличие тяжелого толстостенного корпуса, в пазах которого перемещаются центрирующие жимки, и сложность выполнения этих пазов. Целью изобретения является расширение диапазона диаметров собираемых труб и упрощение конструкции центратора. Указанная цель достигается тем, что каждый из жимков выполнен составным из телескопически связанных друг с другом при помощи резьбы звеньев, образуквдих винтовые пары, при этом наружные звенья каждого ряда жимков выполнены с боковыми опорными плоскостями и установлены с возможностью взаимодействия друг с другом этими плоскостями, а шаг резьбы винтовых пар, в которые входят наружные звенья.
больше, чем шаг резьбы винтовьис пар, в которые входят внутренние звенья.
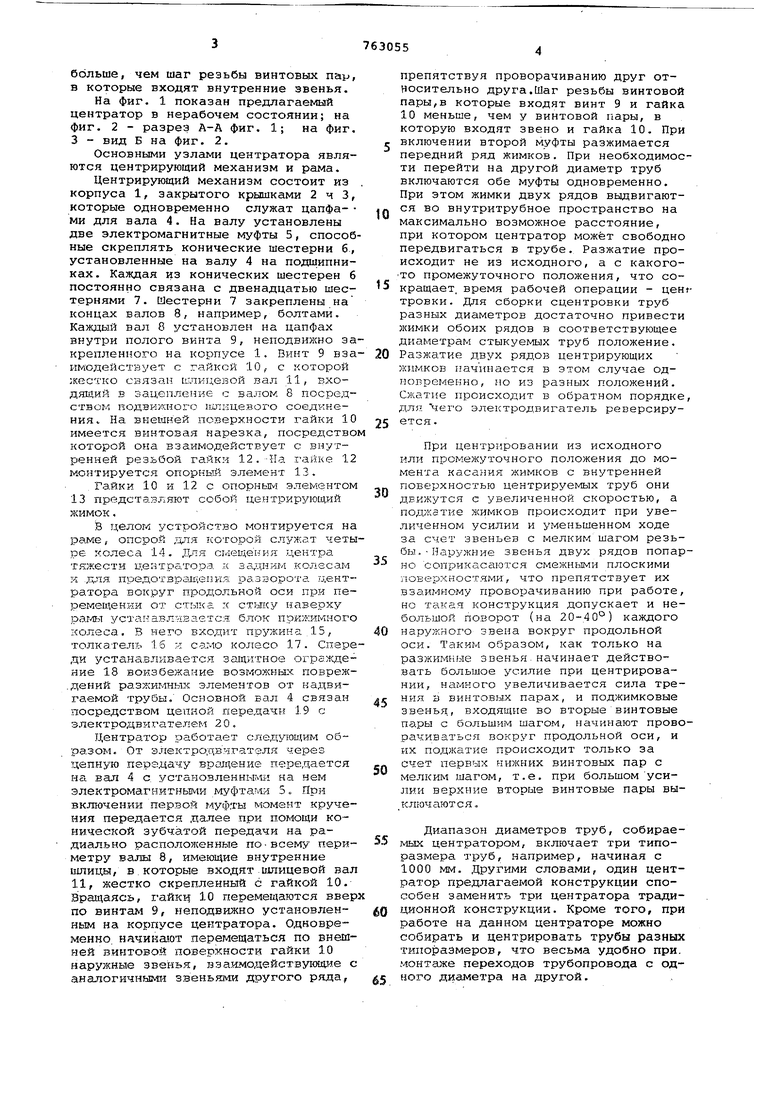
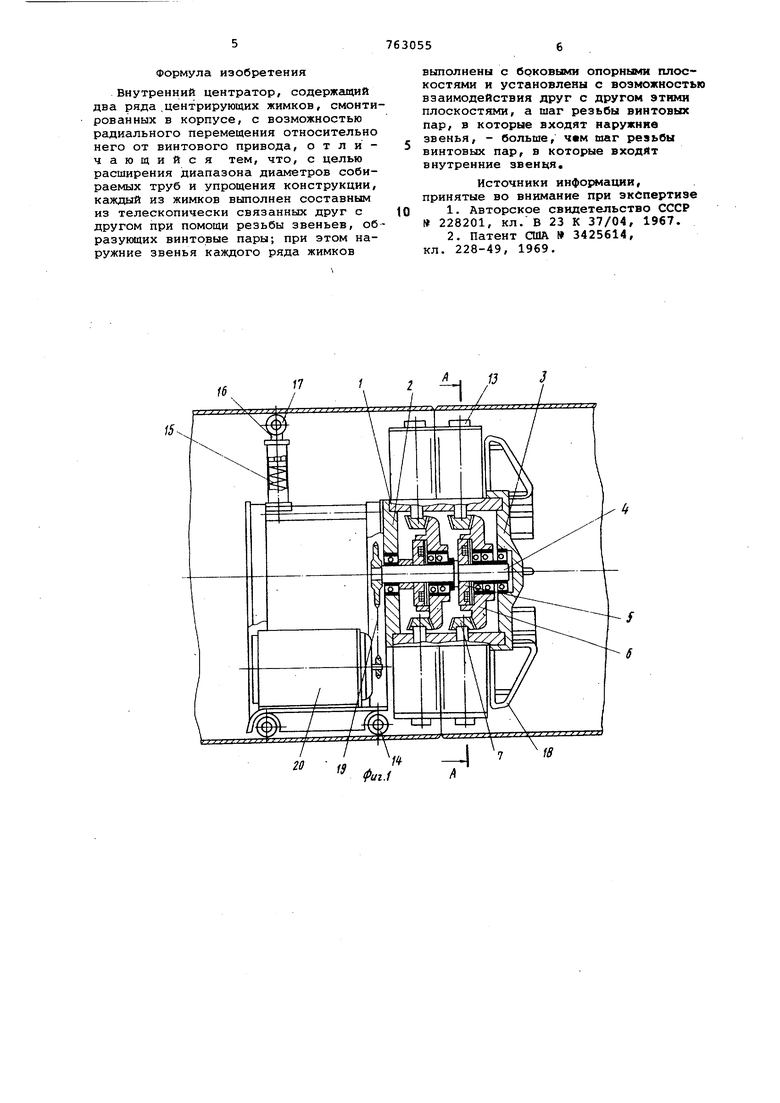
На фиг, 1 показан предлагаемый центратор в нерабочем состоянии; на фиг. 2 - разрез А-А фиг. 1; на фиг. 3 - вид Б на фиг. 2.
Основными узлами центратора являются центрирующий механизм и рама.
Центрирующий Механизм состоит из корпуса 1, закрытого крышками 2 ч 3, которые одновременно служат цапфа- ми для вала 4. На валу установлены две электромагнитные муфты 5, способные скреплять конические шестерни 6, установленные на валу 4 на подшипниках. Каждая из конических шестерен 6 постоянно связана с двенадцатью шестернями 7. Шестерни 7 закреплены на концах валов 8, например, болтами. Каждый вал 8 установлен на цапфах внутри полого винта 9, неподвижно закрепленного на корпусе 1. Винт 9 взаимодействует с гайкой 10, с которой жестко связан шлкцевой вал 11, входящий в зацепление с валом 8 посредствогл недвижного iiini-me.Boro соедккениЯс На внешней поверхности гайки 10 имеется винтовая нарезка, посредство которой она взаимодействует с внутренней резьбой гайки 12. Яа гайке 12 монтируется опорный элемент 13.
Гайки 10 и 12 с опорньм элементом 13 представляют собой центрирующий жимок.
В целом устройство монтируется на раме, опорой .для которой служат четыре колеса 14. смещеЕ ия центра тяжести центратора, .; колесам и для. предотвра1с;епия разворота дентратора вокруг продольной оси П1ли перемещении от стыка к стыку наверху устанавливается блок прижимного колеса, В него входит пружина 15, толкатель 16 к само колесо 17. Спереди устанавливается защитное ограждение 18 воизбежание возможных повреж.дений разжимных элементов от надвигаемой трубы. Основной вал 4 связан посредством цепной передачи 19 с электродвигателем 20,
Центратор работглет следующим образом. От электродвигателя через цепную передачу врсчдение передается на вал 4 с, уотановленньвш на нем электромагнитными муфтами 5. При включении первой муфп-ы момент кручения передается далее при помощи конической зубчатой передачи на радиально расположенные по-всему периметру валы 8, имеющие внутренние ишицн, в которые входят шлицевой вал 11, жестко скрепленный с гайкой 10. Вращаясь, гайки 10 перемещаются ввер по винтам 9, неподвижно установленным на корпусе центратора. Одновременно, начинают перемещаться по внешней винтовой поверхности гайки 10 наружные звенья, взаимодействующие с аналогичными звеньями лругого ряда,
препятствуя проворачиванию друг относительно друга.Шаг резьбы винтовой пары,в которые входят винт 9 и гайка 10 меньше, чем у винтовой Г1ары, в которую входят звено и гайка 10. При включении второй муфты разжимается передний ряд жимков. При необходимости перейти на другой диаметр труб включаются обе муфты одновременно. При этом жимки двух рядов выдвигаются во внутритрубное пространство на максимально возможное расстояние, при котором центратор может свободно передвигаться в трубе. Разжатие происходит не из исходного, а с какогото промежуточного положения, что сокращает, время рабочей операции - центровки. Для сборки сцентровки труб разных диаметров достаточно привести жимки обоих рядов в соответствующее др аметрам стыкуемых труб положение. Разжатие двух рядов центрирующих /кимков начинается в этом случае одновременно, но из разных положений. Сжатие происходит в обратном порядке для чего электродвигатель реверсируется.
При центрировании из исходного или промежуточного положения до момента касания жимков с внутренней поверхностью центрируемых труб они движутся с увеличенной скоростью, а поджатие жимков происходит при увеличенном усилии и уменьшенном ходе за счет звеньев с мелким шагом резьбы. -Наружние звенья двух рядов попарно соприкасаются смежнЕлми плоскими поверхностями, что препятствует их взаимному проворачиванию при работе, но такая конструкция допускает и небольшой поворот (на 20-40°) каждого наружного звена вокруг продольной оси. Таким образом, как только на разжимные звенья.начинает действовать большое усилие при центрировании, намного увеличивается сила трения в ВИНТОВЫ.Х парах, и поджимковые звенья., входящие во вторые винтовые пары с большим шагом, начинают проворачиваться вокруг продольной оси, и их поджатие происходит только за счет первых нижних винтовых пар с мелким шагом, т.е. при большомусилии верхние вторые винтовые пары вы,ключаются.
Диапазон диаметров труб, собираемых центратором, включает три типоразмера труб, например, начиная с 1000 мм. Другими словами, один центратор предлагаемой конструкции способен заменить три центратора тращиционной конструкции. Кроме того, при работе на данном центраторе можно собирать и центрировать трубы разных типоразмеров, что весьма удобно при. монтаже переходов трубопровода с одного диаметра на другой.
Формула изобретения
Внутренний центратор, содержгиций два ряда .центрирующих жимков, смонтированных в корпусе, с возможностью радиального перемещения относительно него от винтового привода, отличающийся тем, что, с целью расширения диапазона диаметров собираемых труб и упрощения конструкции, каждый из жимков выполнен составным из телескопически связанных друг с другом при помощи резьбы звеньев, образующих винтовые пары; при этом наружние звенья каждого ряда жимков
выполнены с боковыми опорными плоскостями и установлены с возможностью взаимодействия друг с другом этими плоскостями, а шаг резьбы винтовых пар, в которые входят иаружннв звенья, - больше, чем шаг резьбы винтовых пар, в которые входит внутренние звенкя.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР 228201, кл. В 23 К 37/04, 1967.
2. Патент США 3425614, кл. 228-49, 1969.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки под сварку цилиндрических изделий | 1978 |
|
SU753574A1 |
| Роликовый конвейер для продольного перемещения и вращения длинномерных цилиндрических изделий | 1986 |
|
SU1456336A1 |
| УСТРОЙСТВО ДЛЯ ЗАХВАТА ТРУБ В ТАЛЕВОЙ СИСТЕМЕ | 2000 |
|
RU2176305C1 |
| Устройство для сборки труб различного диаметра под сварку | 1989 |
|
SU1764917A1 |
| Способ сборки узла врезки и центратор | 2019 |
|
RU2725944C1 |
| Устройство для формирования обратной стороны шва сварного кольцевого стыка | 1977 |
|
SU749611A1 |
| Устройство для сканирования геометрии трубы | 2021 |
|
RU2790884C2 |
| ЦЕНТРАТОР ДЛЯ СОЕДИНЕНИЯ ТОРЦЕВ ТРУБ ПОД СВАРКУ | 2005 |
|
RU2302933C1 |
| ГИДРАВЛИЧЕСКИЙ ЗАБОЙНЫЙ ДВИГАТЕЛЬ | 2007 |
|
RU2367761C2 |
| Внутренний центратор для сборки стыков труб | 1975 |
|
SU562396A1 |
/I-Л
/J
Вид 6
Й7 J
