4
00
Изобретение относится к устройствам, применяемым для автоматической сборки узлов и агрегатов.
По основному авт. св., № 806392 известно устройство для ориентации наживления и навинчивания крепежных деталей, содержащее привод с выходным валом, шарнирно связанный с последним трубчатый шпиндель, прижи вала, подпружиненную рабочую головку с хвостовиком, на поверхности которого выполнена несамотормозящаяся винтовая нарезка левого и правого направлений, и подпружиненный в осевом направлении ориентирующий стержень Cl Недостатком указанного устройств является его низкая эффективность.
Цель изобретения - повышение эффективности работы устройства.
Поставленная цель достигается тем, что устройство для ориентации наживления и навинчивания крепежных деталей снабжено электромагнитными муфтами, с помощью которых гайки с винтовыми нарезками левого и правого НсШравлений соединяются ср шпинделем, датчиком угла поворота, включаемым в электрическую цепь управления муфтами крепежной детали , подпружиненный ориентирующий стержень выполнен в виде конуса с высотой, превышающей высоту крепежной детали, а зев рабочей головки имеет размеры, превышающие размеры наружного контура крепежной детали.
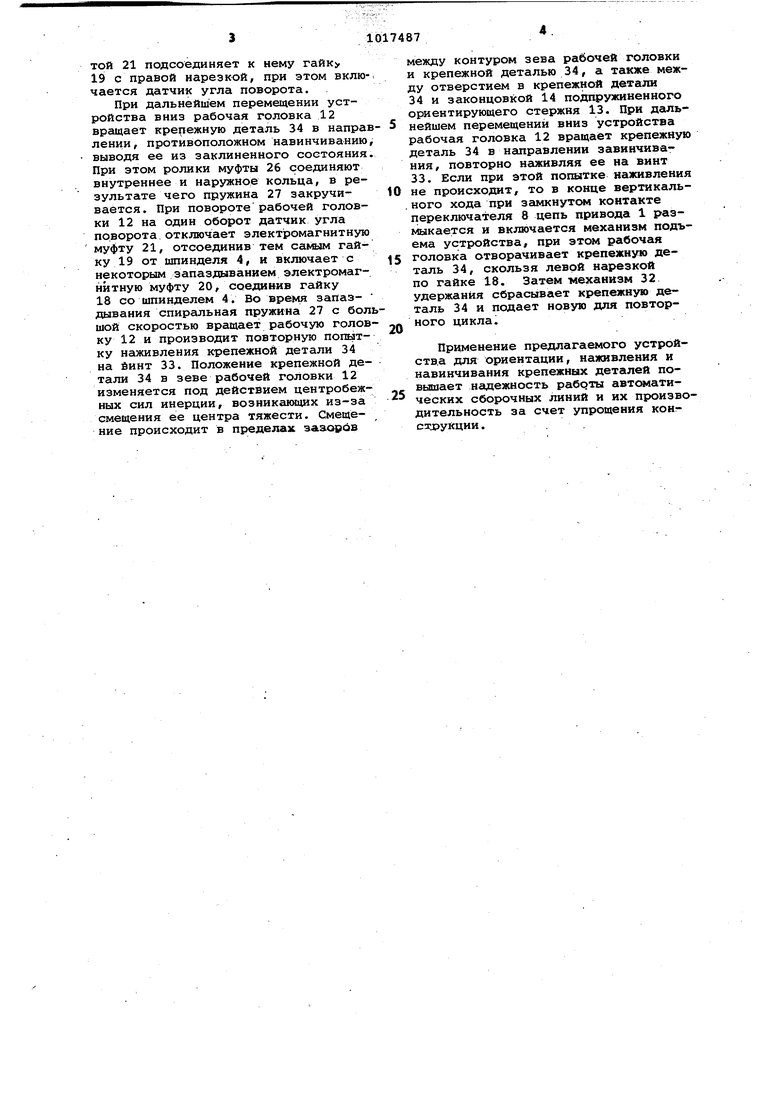
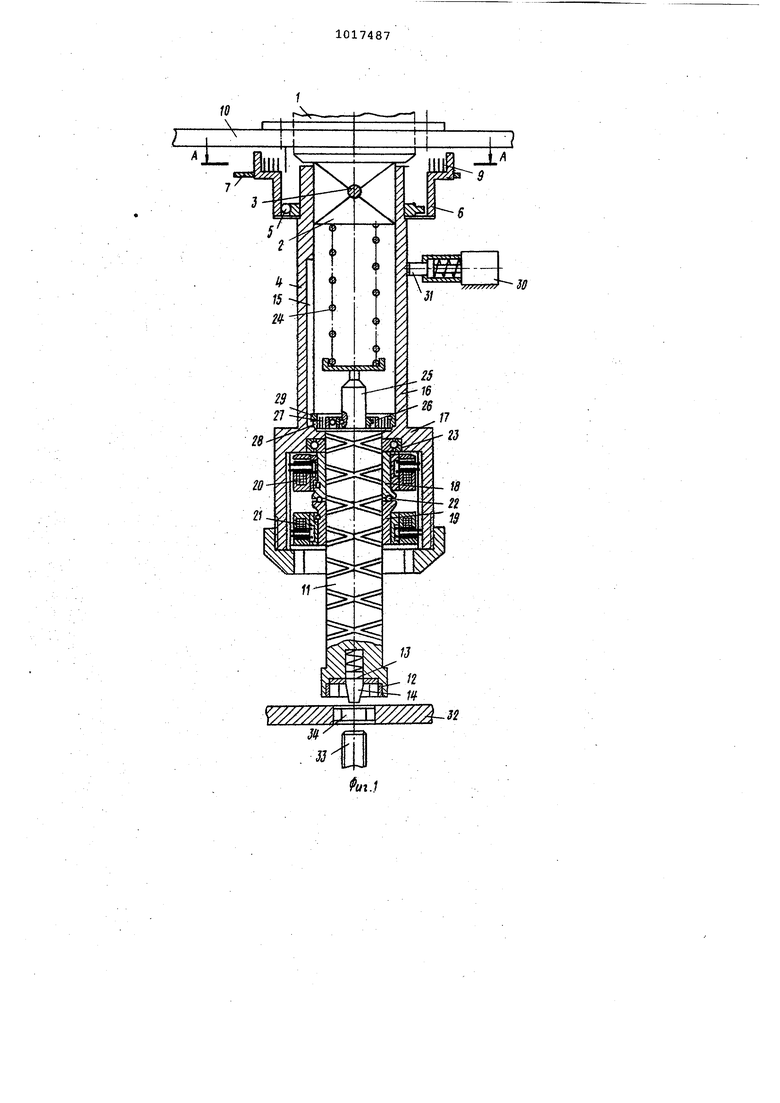
На фиг. 1 изображено устройство, продольный разрезу на фиг. 2 - разрез А-А на фиг. 1 (сечение по роликовой обгонной муфте); на фиг. 3 крепежная деталь в зеве ключа при перекосе. . .
Устройство состоит из привода 1 выходным валом 2, связанным осью 3 с трубчатым шпинделем 4, на наруж ной поверхности которого установлена роликовая обгонная муфта 5, на ее наружном кольце 6 закреплен ку.лачок 7, при вращении в направлении отвинчивания крепежной детали взаимодействующий с переключателем 8 датчика угла поворота. Пружина 9 установлена между наружным кольцом б муфты 5 и плитой 10, на Которой установлено все устройство. На хвостовике 11 имеются рабочая головка 12, на поверхности выполнена несамотормозящаяся винтовая нарезка левого и правого направлений, подпружиненный в осевом направлении ориентирующий стержень 13 с законцовкой 14 в -виде конуса с высотой, превышающей высоту крепежной детали. Трубчатый шпиндель 4 выполнен с продольным пазом 15 и ступенчатЕЛми полостями 16 и 17, в большей из которых 17 установлены две гайки 18 и 19 с винтовыми нарезками левого и правого направле.ний, взаимодействующие с хвостовиком 11. Гайки 18 и 19 связаны со шпинделем 4 электромагнитными муфтами 20 и 21, которые поочередно включаются переключателем 8, между гайками 18 и 19 и шпинделем 4 установлены упорные подшипники 22 и 23.
Между выходным валом 2 и хвостовиком 11 установлена пружина 24, удерживающая головку 12 в нижнем положении, а на пальце 25 хвостовика 11 - обгонная муфта 26, наружным кольцом соединенная со спиральной пружиной 27, которая закреплена в стакане 28, установленном в полости 1б шпинделя 4 с возможностью осевог перемещения и удерживаемом от проворачивания выступом 29, взаимодействующим с пазом 15. Электромагнит 30 связан с тормозом 31, взаимодействующим со шпинделем 4. Крепежная деталь 34 подается механизмом 32 удержания в рабочую зону при навертывании на винт 33.
Устройство работает следующим образом.
Механизмом 32 удержания крепежна деталь 34 подается nojns рабочую головку 12 к винту 33- Йосле упора крепежной детали 34 в винт 33 она входит в зев рабочей головки 12 на ориентирующий стержень 13, а механизм 32 удержания отводится в сторону.
При дальнейшем перемещении устройства вниз по левой резьбе хвостовика 11 начинает скользить гайка 18, крепежная деталь 34, проворачиваясь на винте 33, наживляется на его резьбу. Внутреннее кольцо обгонной роликовой муфты 26 вращается вместе с рабочей головкой 12, а ее наружное кольцо стоит на месте.
В конце перемещения устройства включается привод 1, электромагнит 30 отводит тормоз 31 от шпинделя 4, и происходит навинчивание крепежной детали 34 на винт 33 с заданным усилием, после чего устройство автоматически отводится вверх и все его узлы занимают исходное положение.
Когда крепежная деталь 34 устанавливается относительно винта 33 с перекосом или его резьба забита, момент статического сопротивления вла 2 и шпинделя 4 тормозом 31 становится меньше момента наживления крепежной детали 34, в этом случае начинает проворачиваться шпиндель 4 с валом 2.
Вращаясь в направлении, противоположном завинчиванию, шпиндель 4 подводит кулачок 7 к переключателю 8j который через муфту 20 отсоединяет гайку 18 от шпинделя 4, а муфтой 21 подсоединяет к нему гайк 19 с правой нарезкой, при этом включается датчик угла поворота.
При дальнейшем перемещении устройства вниз рабочая головка 12 вращает крепежную деталь 34 в направлении, противоположном навинчиванию, выводя ее из заклиненного состояния, При этом ролики муфты 26 соединяют внутреннее и наружное кольца, в результате чего пружина 27 закручивается. При поворотерабочей головки 12 на один оборот датчик угла поворота.отключает электромагнитную муфту 21, отсоединив тем сакым гайку 19 от шпинделя 4, и включает с некоторым запаздыванием электромагнитную муфту 20, соединив гайку 18 со шпинделем 4. Во запаздывания спиральная пружина 27 с большой скоростью вращает рабочую головку 12 и производит повторную попытку наживления крепежной детали 34 на йинт 33. Положение крепежной детали 34 в зеве рабочей головки 12 изменяется под действием центробежных сил инерции, возникающих из-за смещения ее центра тяжести. Смещение происходит в пределах э аао9ов
между контуром зева рабочей головки и крепежной деталью 34, а также между отверстием в крепежной детали 34 и законцовкой 14 подпружиненного ориентирующего стержня 13. При дальнейшем перемещений вниз устройства рабочая головка 12 вращает крепежную деталь 34 в направлении завинчивания, повторно наживляя ее на винт 33. Если при этой попытке наживления
0 не происходит, то в конце вертикаль.ного хода при замкнутом контакте переключателя 8 цепь привода 1 размыкается и включается механизм подъема устройства, при этом рабочая
5 головка отворачивает крепежную деталь 34, скользя левой нарезкой по гайке 18, Затем -механизм 32 удержания сбрасывает крепежную деталь 34 и подает новую для повторQ ного цикла.
Применение предлагаемого устройств.а для ориентации, наживления и навинчивания крепежных деталей повышает надежность рабрты автсилатн ческих сборочных линий и их производительность за счет упрощения кон струкции. . .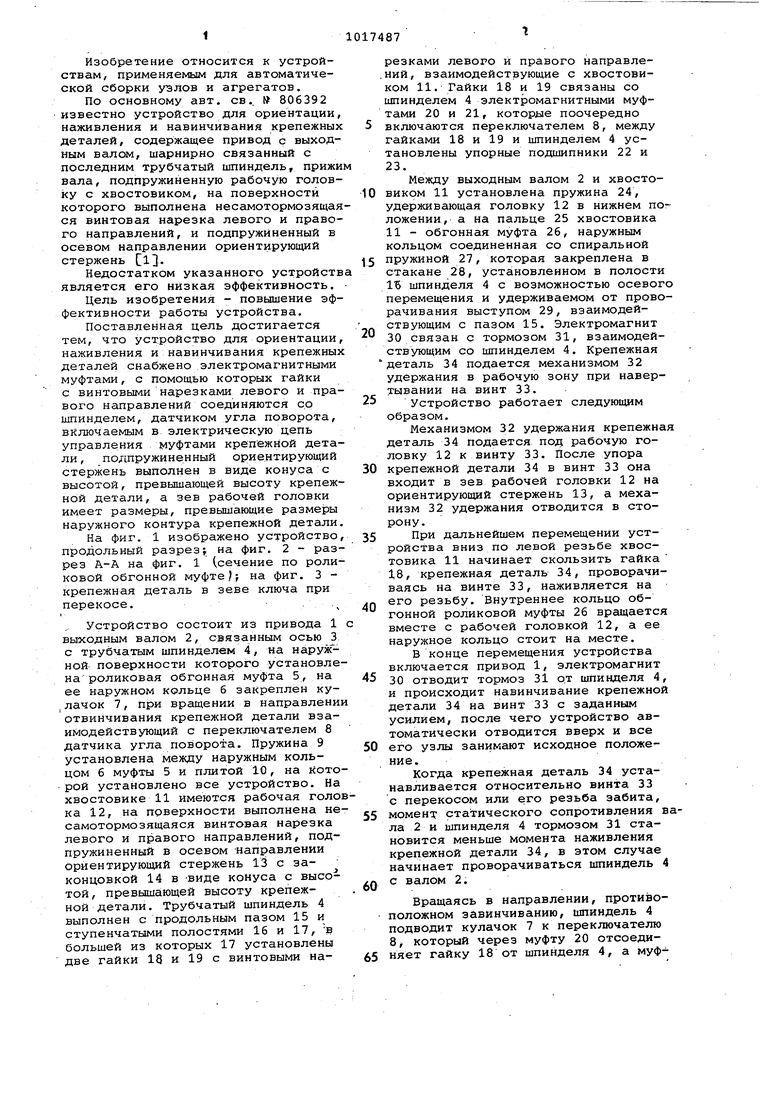
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для ориентации, на-жиВлЕНия и НАВиНчиВАНия КРЕпЕжНыХдЕТАлЕй | 1978 |
|
SU806392A1 |
| Устройство для автоматической сборки крепежных деталей | 1980 |
|
SU912485A1 |
| Устройство для ориентации, наживления и навинчивания гаек | 1977 |
|
SU743857A1 |
| Устройство для ориентации наживления и навинчивания гаек | 1976 |
|
SU604671A1 |
| Способ сборки резьбовых соединений и устройство для его осуществления | 1980 |
|
SU931458A1 |
| Многопозиционный сборочный автомат | 1976 |
|
SU656798A1 |
| РАБОЧАЯ ГОЛОВКА СТАЦИОНАРНОГО УСТРОЙСТВА ДЛЯ СБОРКИ РЕЗЬБОВЫХ СОЕДИНЕНИЙ | 1971 |
|
SU291775A1 |
| МНОГОПОЗИЦИОННЫЙ АВТОМАТ ДЛЯ СБОРКИ УЗЛОВ | 1972 |
|
SU435915A1 |
| Пневматический гайковерт | 1980 |
|
SU905043A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ СБОРКИ РЕЗЬБОВЫХ СОЕДИНЕНИЙ | 1986 |
|
RU1471421C |
УСТРОЙСТЮ ДЛЯ ОРИЕНТАЦИИ, НАЖИВЛЕНИЯ И НАВИНЧИВАНИЯ КРЁПЕЖШзЗХ ДЕТАЛЕЙ по авт. ев. 806392, о Т: лйчающееся тем, что с целью повышения эффективности, работы. оно снабжено электромагнитными муф- тами, с помснфью которых гайки с винтовыми нарезками левого и правого направлений.соединяются со шпинделем, датчиком угла поворота, вктаочаемым в электрическую цепь управления муфтами при отвинчивании крепежной детали, подпружиненный ориентирующий стержень выполнен в виде конуса с выротой, превЕяаающей высоту крепежной детали, а зев рабочей головки имеет размеры., первышакяцие размера наружного контура .крепежной детали.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для ориентации, на-жиВлЕНия и НАВиНчиВАНия КРЕпЕжНыХдЕТАлЕй | 1978 |
|
SU806392A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| (,54) | |||
