1
Изобретение относится к сборочному технологическому оборудованию.
Известен многопозиционный автомат для сборки узлов, например форсунок двигателей внутреннего сгорания, снабженный загрузочными устройствами, сборочными механизмами, расположенными на поворотной карусели, и пневматической системой привода и управления.
Предлагаемый автомат отличается от известного тем, что, с целью обеспечения взаимной ориентации, наживления, свинчивания и затяжки резьбовых элементов собираемого узла, сборочный механизм автомата на каждой позиции выполнен в виде подвижной в осевом направлении головки с полым шпинделем, на верхнем конце которого выполнен паз под лыску резьбового элемента, на «ижнем конце смонтированы приводная шестерня и обгонная муфта, а внутри проходит шток, обеспечивающий выдачу собранного узла.
Кроме того, на торце головки смонтированы установочные пальцы для базирования корпусной детали узла.
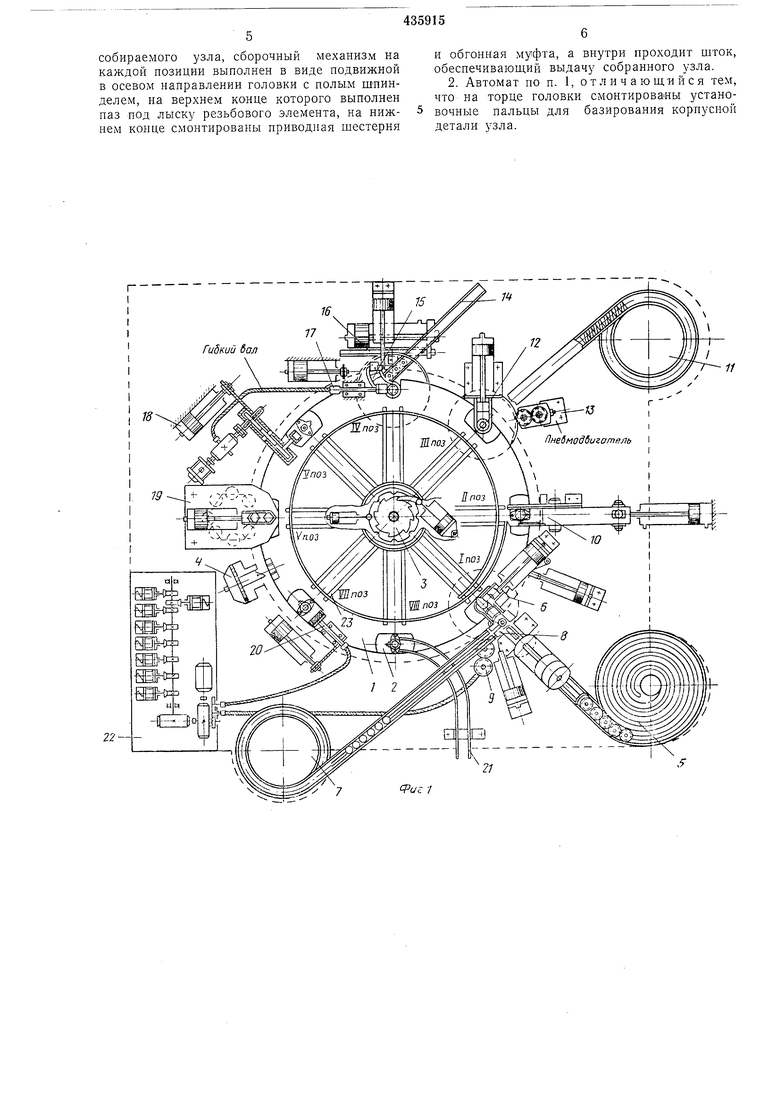
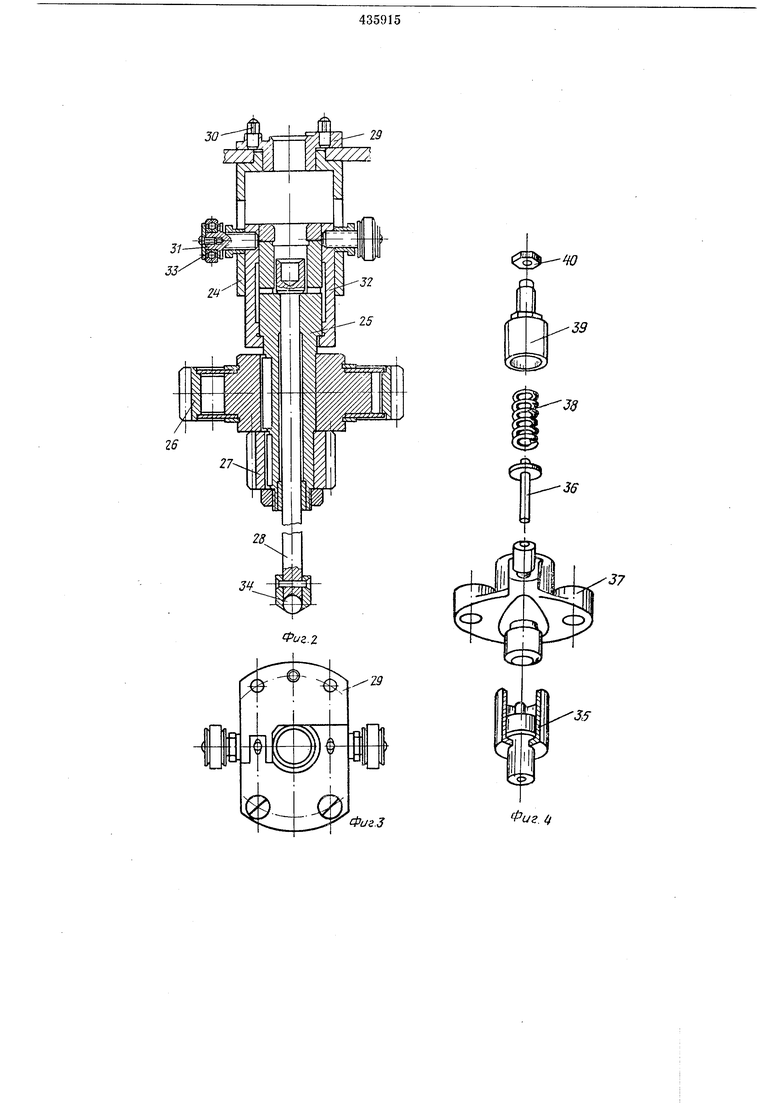
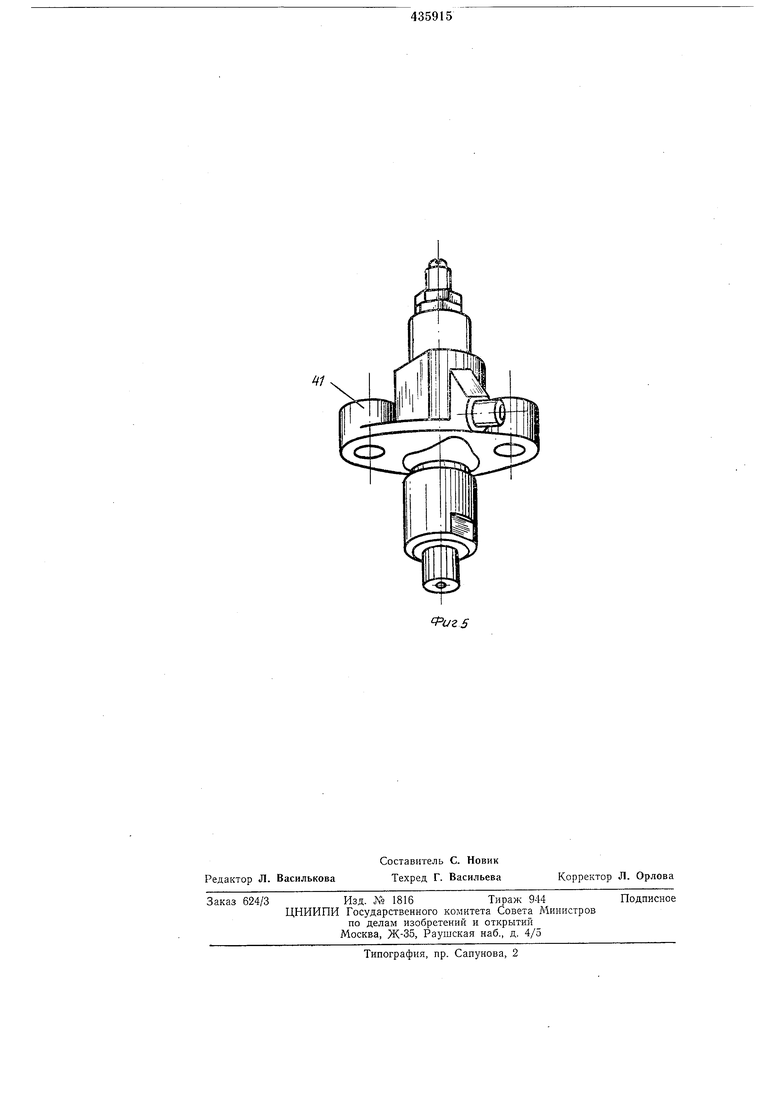
На фиг. 1 приведена структурная схема автомата для сборки форсунки двигателя внутреннего сгорания; на фиг. 2 - сборочная головка, разрез; на фиг. 3 - то же, вид сверху; на фиг. 4 - подетальное изображение собираемой форсунки; на фиг. 5 - форсунка в сборе.
Автомат для сборки форсунки двигателя внутреннего сгорания вынолнен в виде восьмипозиционного станка карусельного тина с централизованной схемой управления и исполнительными механизмами пневматического типа.
Карусель 1 с размещенными на ней сборочными головками 2 приводится в периодическое вращение механизмом 3 поворота. Для фиксации положения карусели в -период осуществления сборочных операций служит фиксатор 4.
Попозиционно на автомате установлены следующие исполнительные механизмы.
Позиция I: вибромагазин 5 и питатель 6 гайки распылителя в сборе, вибробункер 7 с транспортирующим прямолинейным лотком и питатель 8 штанги, механизм 9 проворачивания шпинделя головки.
Позиция И: питатель 10 корпусов форсунки.
Позиция П1: вибробункер И, питатель 12 пружин, механизм 13 наживления и свинчивания гайки распылителя.
Позиция IV: лоток-магазин 14 гаек пру жины, механизм 15 питателя гаек пружины, механизм 16 затяжки гайки распылителя и механизм 17 наживления и свинчивания гайки пружины.
Позиция V: механизм 18 силовой затяжки гайки пружины форсунки.
Позиция VI: магазин 19 револьверного типа и механизм наживления контргайки.
Позиция VII: механизм 20 навинчивания контргайки.
Позиция VIII: лоток 21 для съема собранных форсунок.
Управление приводами исполнительных механизмов осуществляется воздухораспределительным механизмом 22.
Все узлы автомата крепятся к плите, основанию рамы и к неподвижному столу.
На поворотной карусели монтируется лотковый магазин 23 для корпусов форсунки.
Сборочная головка предназначена для установки и ориентации на рабочих позициях базовой детали (корпуса фосунки) относительно осей устройств и механизмов питания рабочей позиции деталями и приводов требуемых движений, для удержания подсобранного узла при транспортировании с .позиции на позицию, для осуществления всех необходимых движений при сопряжении резьбовых деталей наживлением, свинчиванием и затяжкой, а также для выдачи полностью собранной форсунки на приемный лоток.
Сборочная головка (фиг. 2) состоит из корпуса 24, шпинделя 25, обгонной муфты 26, приводной шестерни 27, щтока 28 и фланца 29.
Корпус 24 головки представляет собой цилиндрическую полую деталь, которая совместно с фланцем 29 крепится винтами к карусели 1. На торцовой поверхности фланца 29 размещены два установочные штифта 30 для базирования корпуса форсунки и имеется фигурное углубление для размещения рычага питателя корпусов форсунок при их устанновке.
Корпус 24 головки имеет продольные пазы, в которых перемещаются оси 31 втулки шпинделя 32, снабженные на концах опорными шарикоподшипниками 33. Втулка -шпинделя 32 стальная, закаленная, в нижней части имеет буртик для удержания шпинделя 25 от выпадания. К ве|рхней части шпинделя припаяны твердосплавные сухарики, образующие паз для охватывания по лыскам гайки распылителя.
Внутри шпинделя 25 по ходовой посадке размещен шток 28 с отверстием под распылитель в верхней части и шаровой опорой 34 в нижней части.
Автомат работает следующим образом.
Позиция I. Гайка распылителя 35, собранная вручную, из вибромагазина 5 питателем 6 подается в отверстие флаица 29. Одновременно из вибробункера 7 по прямолинейному лотку подаются штанги 36, которые с помощью питателя 8 загружаются в отверстие корпуса форсунки 37 во время его нахождения в лотке магазина 23; Для обеспечения западания лысок гайки распылителя 35 в паз шпинделя 25 головки использован механизм 9
проворачивания шпинделя головки, который получает вращательное движение посредством гибкого вала от редуктора воздухораспределительного механизма 22.
Позиция II. Питатель 10 получает корпуса |форсунки 37 из лоткового магазина 23 и устанавливает их на установочные штифты 30 головки 2. При перемещении сборочной головки 2 с позици II на позицию III от копиров посредством опорных шарикоподшипников 33 и осей 31 шпиндель 25 совместно с паходяшейся в его лысках гайкой распылителя 35 передвигается вверх до соприкосновения с резьбовым
выступом корпуса форсунки 37, находящегося на установочных штифтах 30.
Позициия III. Пружины 38, поступающие из вибробункера 11, питателем 12 загружаются в корпус форсунки 37. Одновременно снизу карусели посредством механизма 18 осуществляется наживление и свинчивание гайки распылителя 35 с корпусом форсунки 37, который нри этом прижимается сверху специальным пружинным .прижимным механизмом.
Позиция IV. Из наклонного лотка-магазина 14 поступают гайки 39 прзжины в сборе и с помошью питателя 15 подаются на корпус, а механизмом 17 наживляются и свинчиваются с ним.
Одновременно снизу карусели осуществляется силовая затяжка гайки р.аспылителя 35. Позиция V. Силовая затяжка гайки 39 осуществляется механизмом 18. Позиция VI. Осуществляется подача и
наживление контргаек 40 из магазина револьверного типа посредством механизм.а 19. При наживлении подсобранный узел форсунки приподнимается штоком 28 головки 2 от специального кулачкового привода.
Позиция VII. Завинчивание контргайки 40 осуществляется механизмом 20.
Позиц.ия VIII. Осуществляется подъем собранной форсунки 41 на высоту, при которой фланец ее находится значительно выше
установочных штифтов 30 головки. Подъем осуществляется копиром с помощью штока 28 сборочной головки.
При движении сборочной головки с позиции VIII на позицию I форсунка 41 поступает в съемный лоток 21.
Головки аналогичной конструкции могут быть использованы для сборки издлелий, имеющих две и более сопрягаемых по резьбе поверхности.
Предмет изобретения
1. Многопоз.иционный автомат для сборки узлов, например форсунок двигателей внутреннего сгорания, снабженный загрузочными
устройствами, сборочными механизмами, расположенными на поворотной карусели, и пневматической системой привода и управления, отличающийся тем, что, с целью обеспечения взаимной ориентации, наживления,
свинчивания и затяжки резьбовых элементов собираемого узла, сборочный механизм на каждой позиции выполнен в виде подвижной в осевом направлении головки с полым Шпинделем, на верхнем конце которого выполнен паз под лыску резьбового элемента, на ниж- 5 нем конце смонтированы приводная шестерня и обгонная муфта, а внутри проходит шток, обеспечивающий выдачу собранного узла. 2. Автомат по п. 1, отличающийся тем, что на торце головки смонтированы установочные пальцы для базирования корпусной детали узла.
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТ ДЛЯ СБОРКИ РЕГУЛИРУЮЩЕГО УЗЛА ПРУЖИНЫ | 1973 |
|
SU375150A1 |
| АВТОМАТ ДЛЯ СБОРКИ ВИНТА С ГАЙКОЙ | 1971 |
|
SU292748A1 |
| Многопозиционный сборочный автомат | 1981 |
|
SU1009692A1 |
| Сборочный автомат | 1982 |
|
SU1106626A1 |
| Многопозиционный сборочный автомат | 1976 |
|
SU656798A1 |
| АВТОМАТ ДЛЯ СБОРКИ ВЕНТИЛЕЙ ТРУБОПРОВОДОВ | 1972 |
|
SU338346A1 |
| Станок для сборки узлов | 1979 |
|
SU941158A1 |
| Устройство для сборки резьбовых соединений | 1984 |
|
SU1214382A1 |
| Сборочная машина | 1987 |
|
SU1465229A1 |
| Устройство для комплектовки болтов | 1976 |
|
SU616109A1 |
JV
Фиг.2
3-5
Фиг. (4
Фиг.З
