1
Данное изобретение относится к области металлургического машиностроения, в частности к оборудованию -непрерывных заготовочных станов.
Известны непрерывные заготовочные станы, содержащие две непрерывные группы клетей, связанные п-ромежуточ ным рольгангом, по длине превышаюпдим длину выходящего из первой группы раската, и ножницы за указанным рольгангом {1.
В известном за промежуточным рольгангом устаиОВлеиы нол :ницы двух типов: маятниковые на основной линии и стационариые на обводной. Первые предназначены для обрезки переднего конца остановленного раската перед задачей его во вторую группу клетей, вторые - для порезки на мерные длины раската, вышедшего из первой группы.
Недостатком известного стаиа является низкая пропускная способность стационарных «ожниц обводной линии, сдерживающая увеличение производительности пер1вой группы стана при выпуске из нее товарной продукции.
Цель изобретения-применение летучих ножниц ротационного типа для порезки на м-ерные длины раската, вышедшего из первой группы клгтеи, и повышение тем самым его производительности.
Это достигается установкой перед ножницами на расстоянии от стана, превышающем
длину раската, ускорителя раската, выполненного, например, в виде подающих роликов, причем летучие ножнии.ы синхронизируются с указанным ускорителем. Такое выполнение стана позволяет разрезать раскаты любого сечения из сортамента первой группы на заданной максимальной скорости и использовать для разрезания накопленную кинетическую энергию вращающихся масс летучих ножниц ротационного
типа.
На фиг. показан план расположения оборудования непрерывного заготовочного стана, вариант первый; на фиг. 2 - то же, вариант второй; на фиг. 3 - вид А на ускоритель и летучие ножницы.
Стан по первому варианту состоит из черновой непрерывной группы клетей 1, промежуточного рольганга 2, опускающегося упора 3, чистовой непрерывной группы клетей
4, летучих ножниц 5 за чистовой группой, передаточного шлеппера 6, рольганга 7 обводной линии, ускорителя 8 обводной линии, летучих ножниц 9 обводной линии. Стан по первому варианту работает еледующим образом. Полоса, выходящая из черновой группы клетей 1 и предназначенная для дальнейщей прокатки в чистовой группе, подается про-5 межуточным рольгангом 2 в чистовую группу (упор 3 при этом опущен) и после прокатки в ней разрезается на ходу летучими ножницами 5 на мерные длины; полоса, выходящая из черновой группы и предназначенная10 для выпуска в виде товарной продукции, подается промежуточным рольгангом до упора, передается затем щлеппером 6 на обводную линию, рольгангом 7 обводной линии подается к ускорителю 8, который с определен-15 ной.скоростью задает полосу в летучие ножницы 9 обводной линии, разрезающие ее на мерные длины. Стан по второму варианту состоит из черновой непрерывной группы клетей 10, про-20 межуточного рольганга 11, ускорителя 12 полосы летучих ножппц 13, пакетируюп;его рольганга 14 с косорасположенными роликами, опускающегося упора 15, чистовой ненрерывной группы клетей 16, летучих ножниц 17 за25 чистовой группой. Стан по второму варианту работает следующим образом. Полоса, выходящая из черновой группы клетей 10 и предназначенная для дальней-30 щей прокатки в чистовой группе, подается промежуточным рольгангом И в чистовую группу и после прокатки в ней разрезается на ходу летучими ножницами 17 на мерные длины; полоса, выходящая из черновой труппы и предназначенная для выпуска в виде товарной продукции, подается промелсуточным рольгангом И к ускорителю 12, который с определенной скоростью задает полосу в летучие ножницы 13, разрезаюпше ее на мерные длины, которые собираются в пакет на пакетирующем рольганге и останавливаются упором. После набора пакета упор опускается, и пакет заготовок передается по рольгангу на холодильник. Формула изобретения Непрерывный заготовочный стан, содержащий две непрерывные группы клетей, связанные промежуточным рольгангом, по длине превыщающим длину выходящего из первой группы раската, и ножницы за указанным рольгангом, отличающийся тем, что, с целью повыщения производительности стана путем применения летучих нож-ниц ротационного типа, перед ножницами на расстоянии от стана, превышающем длину раската, установлен ускоритель раската, выполненный, например, в виде подающих роликов, причем летучие ножницы синхронизированы с указанным ускорителем. Источники информации, принятые во впимание при экспертизе 1. Королев А. А. механическое оборудование прокатных цехов. М., 19G5, стр. 346, рис. 227.
J 7 « 5 8 9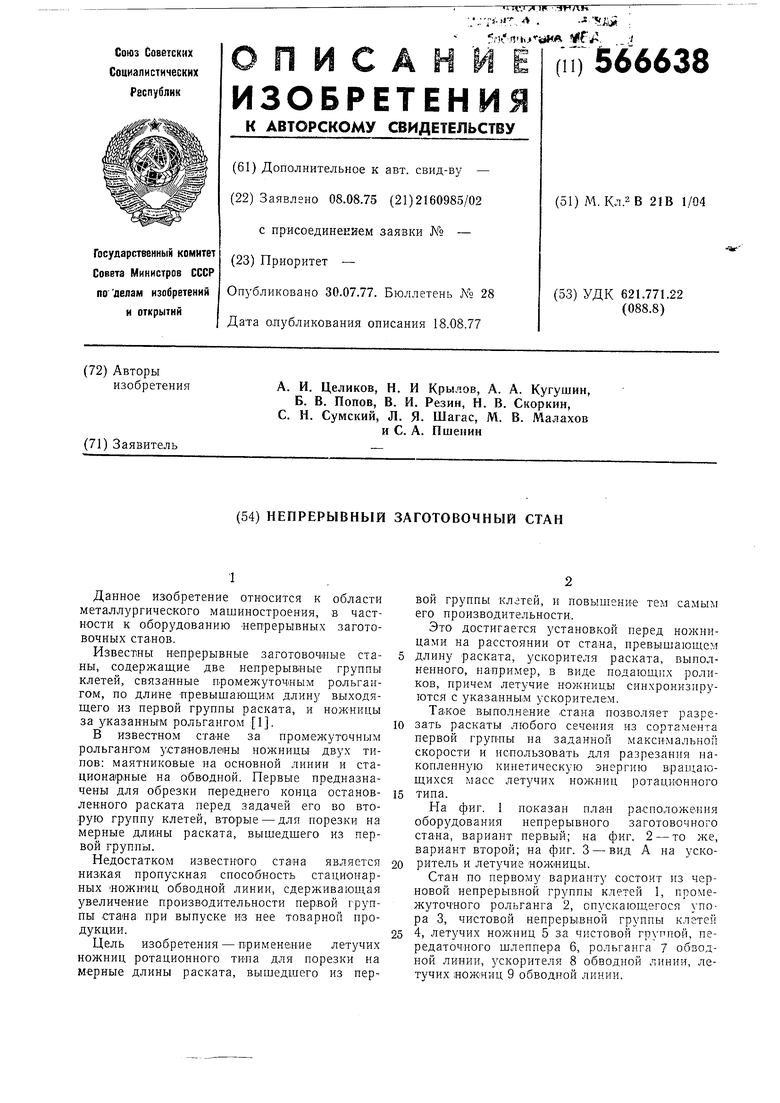
| название | год | авторы | номер документа |
|---|---|---|---|
| УНИВЕРСАЛЬНЫЙ ЛИТЕЙНО-ПРОКАТНЫЙ СТАН | 2000 |
|
RU2217247C2 |
| Способ производства заготовок | 1989 |
|
SU1692692A1 |
| Прокатный стан для производства сортового металла и катанки | 1981 |
|
SU961807A1 |
| УСТРОЙСТВО ДЛЯ БЕЗОТХОДНОЙ РЕЗКИ МЕТАЛЛА | 1960 |
|
SU133320A1 |
| Технологическая линия производства заготовок | 1989 |
|
SU1699667A1 |
| Способ получения сортовых профилей | 1974 |
|
SU485618A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПАРТИЙ ГОРЯЧЕКАТАНОГО ЛИСТА | 2010 |
|
RU2405639C1 |
| УНИВЕРСАЛЬНЫЙ МОДУЛЬ ПРОИЗВОДСТВА МЕТАЛЛОПРОКАТА И ИЗДЕЛИЙ | 2000 |
|
RU2252829C2 |
| УСТРОЙСТВО К НОЖНИЦАМ ПРОКАТНОГО СТАНА ДЛЯ ОПТИМАЛЬНОГО РАСКРОЯ ПРОКАТА | 2004 |
|
RU2278768C2 |
| Способ производства заготовок и технологическая линия для его осуществления | 1988 |
|
SU1616721A1 |
13
