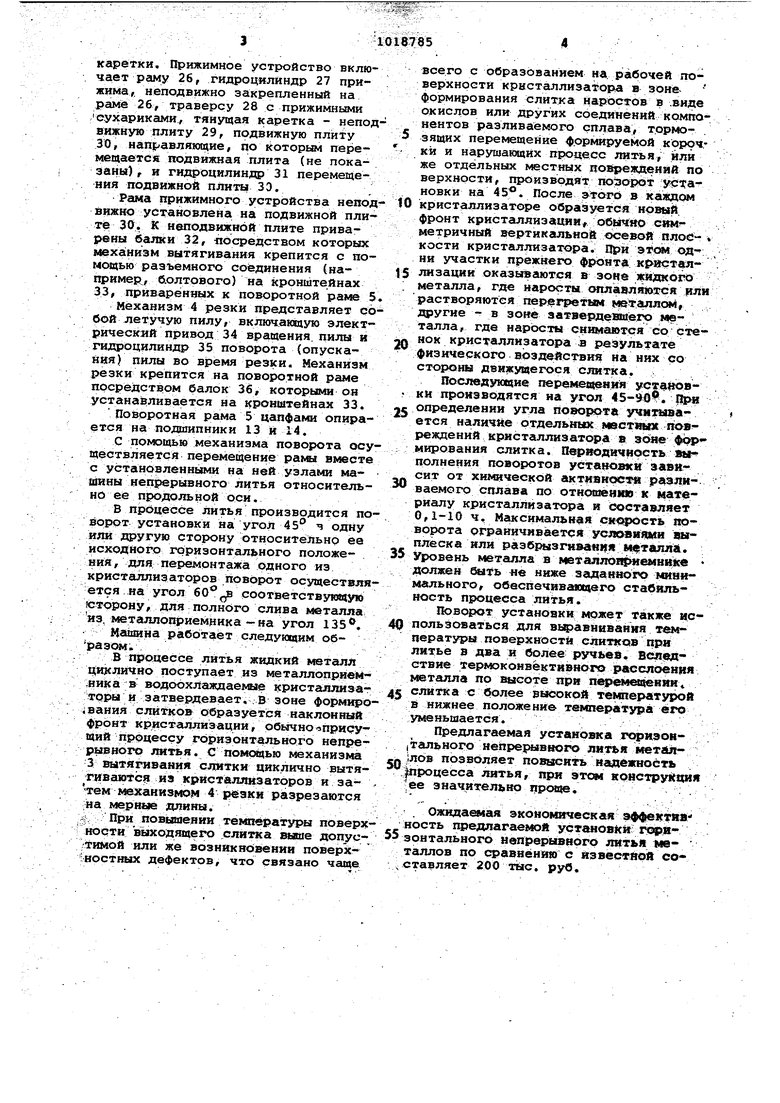
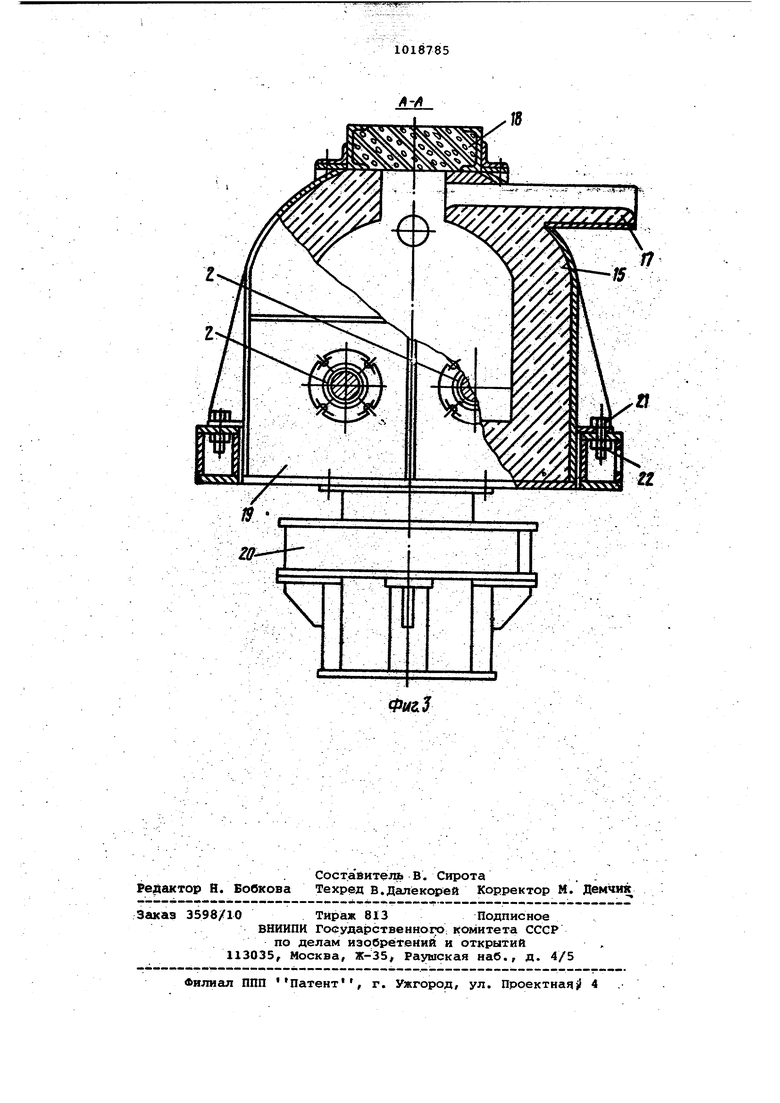
Изобретение относится к металлургии , в частности к конструкции .установок горизонтального непрерыв ного литья металлов, и может быть использовано на предприятиях, осуществляквдих производство прутков и труб способом горизонтального непрерывного литья, Известна установка непрерывного литья металлов, которая содержит металлоприемник, охлаждаеь«й кристаллизатор и механизм вытягивания слитка и снабжена средствами управ ления, предназначенными для переме щения кристаллизатора относительно других упомянутых элементов в направлении движения разливаемого ме талла в новое положение и фиксирования его в этом положении. При удалении кристаллизатора от металл приемника происходит смещение фрон та кристаллизации в зону кристалли затора, которая до этого контактировала :с жидким металлом и не подвергалась механическому износу 1 Недостатками устройства являютс сложность и ненадежность устройств для уплотнения подвижного кристалл затора относительно мёталлоприемника, необходимость значительного увеличения длины кристаллизатора. Наиболее близкой к предлагаемой является машина горизонтального не прерывного литья, которая содержит металлоприемник, подающее сопло, закрепленное нд передней стенке металлоприемника, узел кристаллиза тора, установленный подвижно на по ,цающем сопле, устройство для осуществления периодического возвратно-поступательного и непрерывного вращательного движения кристаллизатора относительно подающего сопла и механизм вытягивания слитка. Вращательное и периодическое возвратно-поступательноч перемещение кристаллизатора позволяют изменять положение фронта кристаллизации и за счет этого снимать настыли со стенок кристаллизатора в зоне формирования слитка в одних местах путем физического воздействия на них со стороны затвердевшего метал ла, в других - путем оплавления или растворения их жидким металлов 12. К недостаткам этого устройства относятся сложность конструкции узла кристаллизатора, обусловленная поступательным и вращательным дви-жением его, сложность и йенадёжност cиcтe «ы уплотнений между подвижным кристаллизатором и подающим соплом. Кроме того, периодическое уменьшение эффективной длины кристаллизатора вызывает снижение производительности установки непрерывного литья. Цель изобретения - повьвиение надежности и упрощение конструкции машины. Поставленная цель достигается тем. что в машине горизонтального непрерывного литья, содержащей металлоприемник, охлаждаемые кристгшлизаторы, устройство поворотов кристаллизаторов и механизмы, вытягивания и резки слитка, устройство поворота кристаллизаторов выполнено в виде рамы с цапфами, на которой установлены все узлы машины, при этом плоскости симметрии металлоприемника с кристаллизаторами и ракы совмещены. На фиг. 1 изображена установка горизонтального непрерывного литья , вид сбоку; на фиг. 2 то же, вид сверху на фиг, 3 - сечение А-А на фиг. 1. Предлагаемая машина горизонтального непрерывного литья металлов состоит из металлоприемника 1, водоохлаждаемых кристаллизаторов 2, механизма 3 вытягивания, механизма 4 резки, поворотной рамы 5с цап- , фоми б по торцам, реверсивного привода поворота, включающего электродвигатель 7, соединительную муфту 8, червячный редуктор 9 и зубчатую муфту 10, и стационарных, опор 11 и 12 с подшипниками 13 и 14 скольжения. Металлоприемник 1, представляющий собой индукционную канальную печь промышленное частоты, выполнен с сужающимися кверху боковыми стеннами 15 и сиабжеи-лотком 16 для периодической заливки металла в металлоприемник в процессе литья, желобом 17 для полного слива металла и крьиакой 18. в передней стенке 19 металлоприемиика 1 выполнен1ы ЬтBepctifH, через которые металлоприемник сообщается с кристгшлизаторами 2. Подовый камень 20 индукционной едйнищл металлоприемиика 1 изготавливается путем иабивки из сухой кварцитовой массы с добавкой борной кислоты, стенки шахты металйоприемника ВШ1ОЛНЯЮТСЯ из высокоглиноземистой набивной мги;сы,к{ ышкг1 18 - из жаростойкого бетоиа. Крепление 18 к металлоприемнику 1 осуществляется с помощью болтовых соедииеиий (не показаны), метгшлоприеммика 1 к поворотной ра ме 5 - болтами 21 с гайками 22. К передней .стенке 19 металлоприемника I на шпилькгис крепятся кристаллизатоц) 2, может быть два и более. Кгикдый криста.ю1изатор, бнутренний диаметр которого соответствует по размерам и конфигурации отливаемому слитку 23, включает .графитовую втулку 24 и водоохлажда емую рубашку 25. I Механизм 3 вытягивания состоит ИЗ прижимного устройства и тянущей
каретки. Прижимное устройство включает раму 26, гидроцилйндр 27 прижима,, неподвижно закрепленный на раме 26у траверсу 28 с прижимными сухариками, тянущая каретка - неподвижную плиту 29, подвижную плиту 30, направляющие, по которым перемещае тся подвижная плита (не показаны), и гидроцилиндр 31 перемещения подвижной плиты 33,
Рш4а прижимного устройства неподвижно уста 1С влейа на подвижной пли те 30. К неподвижной плите приварены 32, посредством которых механизм вытягивания крепится с помощью разъемного соединения (например, 6.ОЛТОВО го) на кронштейнах 33, приваренных к поворотнрй раме 5
Механизм 4 резки представляет собой летучую пилу, включающую электрический привод 34 вращения, пилы в гидроцилйндр 35 поворота (опускания) пилы во время резки. Механизм резки крепится на поворотной раме посредством балок 36, которыми оя устанавливается на кронштейнах 33.
Поворотная рама 5 цапфами опирается на подлип ник и 13 и 14.
С помощью механизма поворота осуществляется перемещение рамы вместе с установленньили на ней узлами машины непрерывного лктья относительно ее продольной оси.
В процессе литья производится поворот установки на угол 45° -ч одну или другую сторону относительно ее исходного горизонтального положения/ дяя перемонтажа одного из кристаллизаторов поворот осуществляется на угол 60 соотйетствуюицпо (сторону, для полного слива металла из, металлоп|зиемника-на угол IBS.
Мшоина работает следующим о6разом.-. . - ;-. .в процессе литья жидкий металл ц иклично поступает из металлоприем-ника: в водоохлаждаепвле кристаллизаг торы и затвердевает, В зоне формщ о вания образуется наклонный фронт кр 1стг1ллизации, рбьтено оприоущий процессу горизонтального непрерывного литья. С помощью Механизма 3 вытягивания слитки циклично вытя гцгваютс из кристаллизаторов к затем механизмом 4 разрезаются ;на мерные длины.
д При повышении температуры поверх1 1юсти: выходящего .слитка выше допуи/тимой или же возникновении поверэсностных дефектов, что связано чаще
всего с образованием на. рабочей поверхности крнсталлиза ор.а в зонеформирования слитка наростов в .виде окислов или других соединений компонентов разливаемого сплава, т.ормо- . зящих nepetremeriHe ф.ормируемой кОрочки и нар5т ающйх процесс лятья, или же отдельных местных побрежДенйй по верхности, производят по зорЬт установки на 45. После этого 3 каждом
0 кристаллизаторе образуется нрвый фронт кристаллизации обычно сим метричный вертикальной осевой ifлос- « кости кристаллизатора. При од-; , ни участки прежн его фронта красталлизации оказываются в зоне жидкого
5 металла, где наросты оплавляются рли растворяются пер агретым цеталлом другие - в зоне затвердевш его металла, где наросты снимшется со стенок кристаллизатора в результате
0 физического воздействия на них со стороны движущегося слитка.
После дующие перемев еми установки производятся на угол 45-9Q. ВРИ определении угла поворота учм1191ва
5 ется наличие отдельных мвстищспов реждений кристаллизатора в эбйе фо мирования слитка. Периодичность 8ы полнения поворотов установки зависит от Х11мической активное разли0ваемого сплава по отношению к материалу кристаллизат фа и оост авляет О,1-10 ч. Максимальная снсфОсть поворота ограничивается усяови Ю|(и выплёска или разбрызгиваиия (« талла.
5 Уровень металла в металло{в иемвв11се должен &dfb «е ниже заданноfx минимального, обеспечнванои его стабильность проце сса литья.
Поворот установки мржет также использоваться для в фавнивайия пературы поверхности слитков при литье в два и более ручьев. веяеяствие тер юконвёктивнб1х расслоеиия метгшла по высоте при перемещении слитка с более высокой температурой
5 в нижнее полойсение температура его уменьшается.
Предлагаемая устаиовк а rt JHSOH1 тального непрерывного литья метал;лов позволяет повысить иаяежность
0 |процесса литья, при этом конструкция ее значительно проще.
Ожидаемая экономическая эффектнаность предлагаеАЮй установки зонтальногб непрерывного литья ме- таллов по сравнению с Известной со
-ставляет 200 тЫс. руб.
А-А
ftut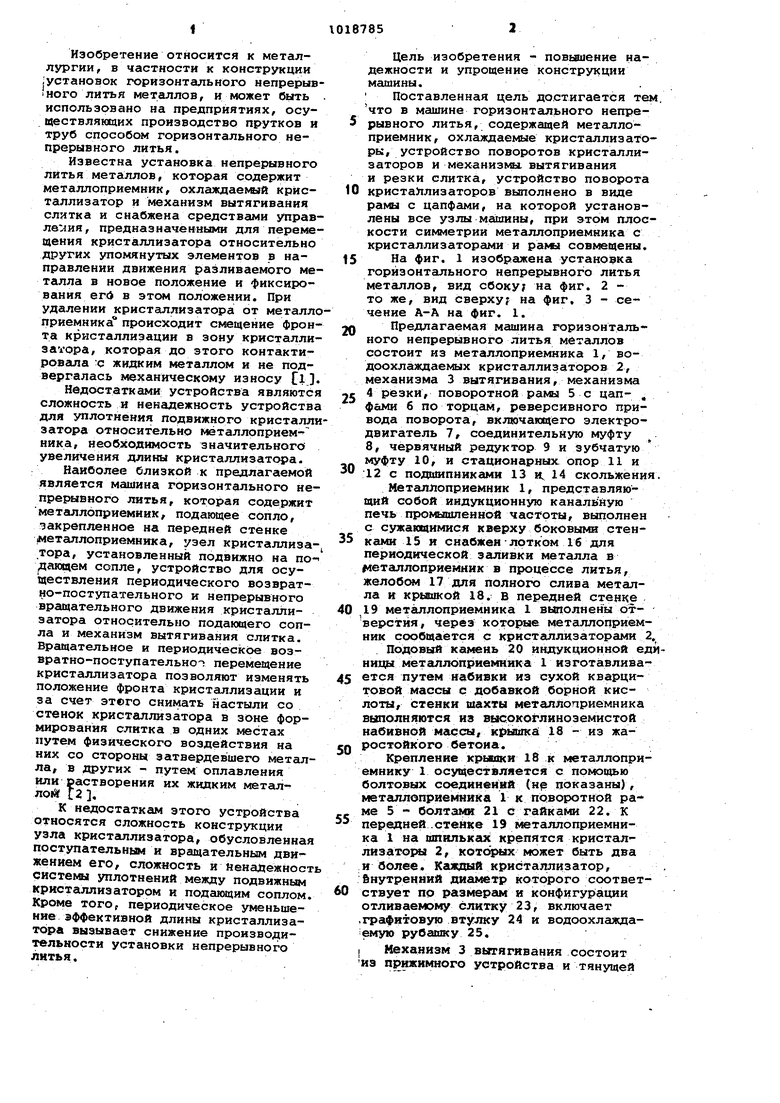
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ непрерывного горизонтального литья заготовок из чугуна | 1987 |
|
SU1519829A1 |
| СПОСОБ НЕПРЕРЫВНОГО ГОРИЗОНТАЛЬНОГО ЛИТЬЯ, УСТАНОВКА ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА, КРИСТАЛЛИЗАТОР И УСТРОЙСТВО ДЛЯ ВЫТЯЖКИ СЛИТКА | 2005 |
|
RU2304484C2 |
| Способ непрерывного литья цветных биметаллических заготовок и машина для его осуществления | 1985 |
|
SU1668017A1 |
| СПОСОБ НЕПРЕРЫВНОЙ ГОРИЗОНТАЛЬНОЙ РАЗЛИВКИ СТАЛИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2532679C1 |
| МЕХАНИЗМ ДЛЯ ВЫТЯГИВАНИЯ СЛИТКОВ КРУГЛОГО СЕЧЕНИЯ С ОДНОВРЕМЕННЫМ ВРАЩЕНИЕМ ИХ ВОКРУГ ПРОДОЛЬНОЙ ОСИ В МАШИНАХ НЕПРЕРЫВНОГО ЛИТЬЯ МЕТАЛЛОВ И СПЛАВОВ | 2006 |
|
RU2323800C2 |
| Способ определения фронта кристаллизации слитка при непрерывном горизонтальном литье и установка для его осуществления | 1983 |
|
SU1125094A1 |
| Установка для горизонтальной непрерывной разливки металлов и сплавов | 1980 |
|
SU969442A1 |
| Машина непрерывного литья слитков горизонтального типа | 1982 |
|
SU1311845A1 |
| Установка для горизонтального непрерывного литья чугуна | 1983 |
|
SU1109247A1 |
| Способ непрерывного литья слитков и устройство для его осуществления | 1989 |
|
SU1740123A1 |
МАШИНА ГОРИЗОИТ7У Ьн6гО НЕПРЕРЫВНОГО ЛИТЬЯ МЕТАЛЛ(, содержащая метсшлоприемннк, охлаждае1 « ё кристаллизаторы, устройство поворота кристаллизаторов и механизмы вытягивания и резки слитков, о I л и ч а ю щ а я с я тем, что, с целью повышения надежности It упрОщёГ ния .конструкции машины, устройство поворота кристгшлизаторозз выполнено в виде ракш с цапфанш, на которой установлены все узш маижны, при этом плоскости сим1уютрии металлоприемника с кристаллизаторакш и рамы совмещены.