(21)4143601/31-27
(22)03.11.86
(46) 23.03.88. Бюл. № 11
(71)Ташкентский политехнический институт им. А. Р. Бируни
(72)М. А. Абралов, Р. У. Абдурахмаиов, Р. М. Саидов, А. А. Абдурахимов, В. И. Лукин, М. Н. Пастух, В. П. Белянин, Л. И. Ларичева, Ф. Р. Куликов, Г. В. Сорокин,
С. П. Дуняшин и С. С. Арифходжаев (53) 621.791.04(088.8)
(56) Петров Г. Л. и др. Технология и оборудование газопламенной обработки металлов. Л.: Машиностроение, 1978, с. 131.
Авторское свидетельство СССР № 220020, кл. В 23 К 35/362, 04.01.67.
Авторское свидетельство (ЗССР № 631290, кл. В 23 К 35/362, 16.05.77.
Авторское свидетельство СССР № 721295, кл. В 23 К 35/362, 07.09.77.
(54) ФЛЮС ДЛЯ СВАРКИ АЛЮМИНИЕВЫХ СПЛАВОВ
(57) Изобретение относится к сварочному производству, в частности к флюсам для газовой сварки алюминиевых сплавов. Целью изобретения является улучшение свароч- но-технологических свойств флюса. Флюс содержит 35-55% хлорида калия и 20- 35% хлорида натрия, а также 8-14% взятых поровну фторидов лития и магния и 2-3,5% взятых поровну фторидов бария и кальция. Такая смесь позволяет повысить эффективность удаления окисных пленок, не снижая его температуру плавления. 1 табл.
(Л
| название | год | авторы | номер документа |
|---|---|---|---|
| Флюс для сварки магниевых сплавов | 1980 |
|
SU872135A1 |
| Флюс для сварки алюминия и его сплавов | 1979 |
|
SU872132A1 |
| Способ дуговой сварки алюминиевых сплавов | 1989 |
|
SU1655697A1 |
| Флюс для сварки алюминиевых сплавов | 1986 |
|
SU1349938A1 |
| Флюс для сварки магниевых сплавов | 1988 |
|
SU1556853A1 |
| Флюс для сварки магниевых сплавов | 1983 |
|
SU1133064A1 |
| Флюс для сварки магниевых сплавов неплавящимся электродом в среде инертных газов | 1982 |
|
SU1082594A1 |
| Флюс для сварки магниевых сплавов | 1988 |
|
SU1632711A1 |
| Флюс-паста для дуговой сварки алюминиевых сплавов | 1985 |
|
SU1310156A1 |
| Флюс для сварки легких сплавов | 1988 |
|
SU1706819A1 |
со
00
ND
с:
to
Изобретение относится к сварочному производству, в частности к флюсам для газовой сварки алюминиевых сплавов.
Цель изобретения - улучшение свароч- но-технологических свойств флюса при газовой сварке алюминиево-магниевых сплавов.
Хлористый калий и хлористый натрий способствуют получению флюса с температурой плавления, необходимой для сварки алюминия и его сплавов, улучшают смачиваемость флюсом поверхности свариваемого металла, что позволяет надежно защищать расплавленный металл сварочной ванны от взаимодействия с окружающей средой, и улучшают растекаемость жидкого металла присадочной проволоки по свариваемым кромкам и сварочно-технологичес- кие свойства флюса.
Однако флюсы, состоящие из хлоридов калия и натрия, недостаточно эффективно удаляют окисные пленки с поверхности свариваемых кромок и присадочной проволоки, затрудняя сплавление металла присадочной проволоки со свариваемым металлом.
Введение в состав флюса смеси, состоящей из фторидов лития, магния, бария и кальция, позволяет повысить эффективность удаления окисных пленок, не снижая его температуру плавления и не ухудщая сва- рочно-технологические свойства флюсов. Повышение эффективности действия флюса позволяет ускорить процесс образования сварочного соединения и повысить производительность сварки.
При использовании предлагаемого флюса в виде пасты его замешивают в воде в со- отнощении 1:1. Перед замешиванием в воде компонент флюса плавят при 700-750°С, а затем после остывания гранулируют.
Полученную флюс-пасту наносят с помощью кисточки на присадочную проволоку или на свариваемые кромки. При этом обеспечиваются эффективное удаление окисной пленки с поверхности металла, надежная, зашиты металла сварочной ванны от воздействия окружающей среды и хорошее формирование сварного шва.
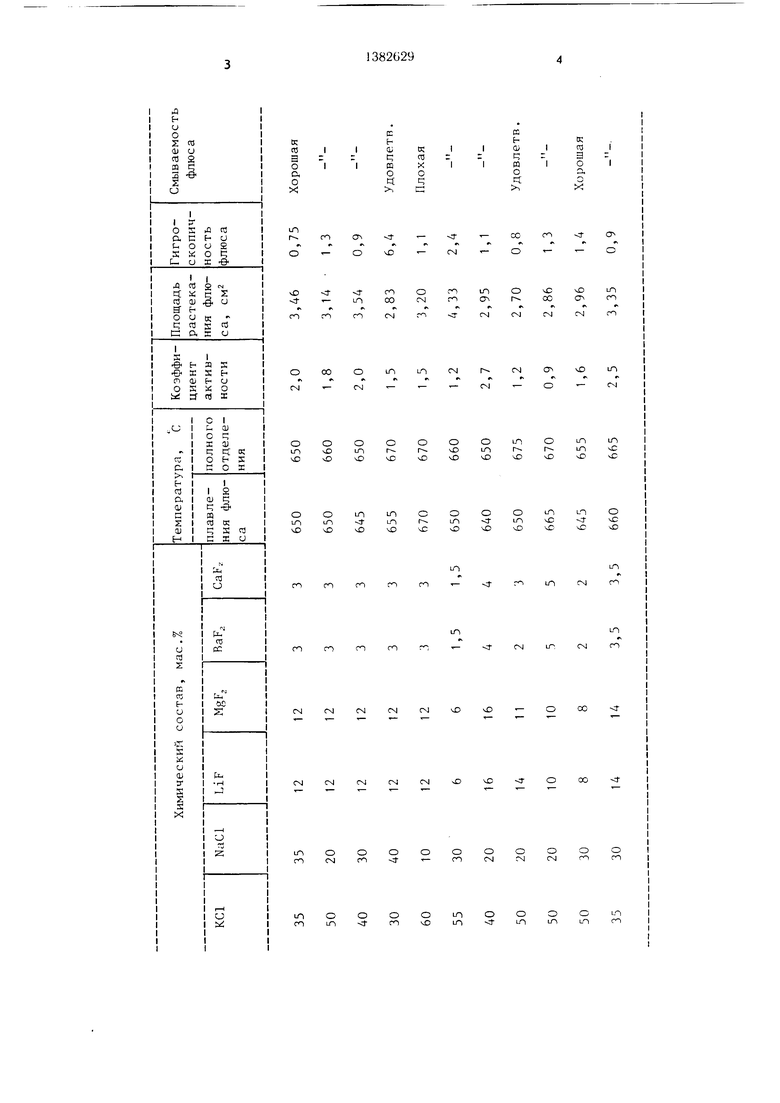
Состав предлагаемого флюса представлен в таблице.
В качестве материала для исследований взяты алюминиево-магниевые сплавы АМг2 и АМгб. Температура плавления флюсов и температура полного отделения окисной пленки от металла замеряют визуально-по- литермическим методом. Каждое из указанных значений среднеарифметическое не менее трех измерений. Площадь растекания флюса определяют на сплаве АМг2. Гигроскопичность флюса определяют по привесу флюса по его выдержке на воздухе в течение 48 ч.
Все составы, представленные в таблице, способствуют удалению окисной пленки с поверхности свариваемых кромок, надежной за- щите сварочной ванны от воздействия воздуха и улучшению формирования сварного соединения.
Состав флюса оптимален при следующем соотношении компонентов, мас.%: Хлорид калия40
5Хлорид натрия30
Фторид лития12
Фторид магния12
Фторид бария3
Фторид кальция3
Как видно из таблицы, наилучшие ре- зультаты получены при соотношениях LiF : : MgF2 1:1; ВаР2 : СаРа 1:1; (LiF + + MgF2) : ( + CaFa) 4:1.
Предлагаемый флюс способствует повышению качества сварных швов и соедине- 5 НИИ из алюминиевых сплавов и имеет хорошие сварочно-технологические свойства. Остатки флюса и шлака легко смываются в проточной воде.
30
Формула изобретения
Флюс для сварки алюминиевых сплавов, используемый в виде пасты и содержащий фторид кальция, фторид лития, фторид магния, хлорид калия, отличающийся тем, что, с целью улучшения сварочно-технологичес- 5 ких свойств флюса при газовой сварке алюминиево-магниевых сплавов, он дополнительно содержит фторид бария и хлорид натрия при следующем соотнощении компонентов, мас.%:
Q Хлорид калия35-55
Хлорид натрия20-35
Фторид лития8-14
Фторид магния8-14
Фторид бария2-3,5
Фторид кальция2-3,5
5 при этом фториды лития и магния взяты в равных количествах, фториды бария и кальция также взяты в равных количествах, а суммарное содержание фторидов лития и магния в четыре раза больще суммарного содержания фторидов бария и кальция.
«
ев О
а о
X
1-П f
о
vO
к
ПЗ
X
о
tr:
к h
Qi R ffl О
Ч
,
к m э о а
X
-
CNJ
со го г о 1-
го
оо
о
CN
Г
.
Г
LO
ON
О Г
с
00
чО CTN
Ш СЛ
v
О
00
г
