2.-Коллектор по п. 1, о т л и - чающийся тем, что, --проводники секции обмотки расположены на коллекторной пластине со смещением относительно друг друга по вертикали и по горизонтали.
3,Способ изготовления коллектора включающий в себя формовку пластин
с крепежными элементами с образованием технологических перемычек,свертывание пластин по перемычкам в цилиндр, закрепление их в корпусе, . отличающийся .тем, что, с целью повышения технологичности ;и экономии материала, формуют пластины из полосы в виде двух частей, скрепленных между собой соединительными перемычками с образованием между каждой парой плоских участков, с внутренней стороны каждой части пластин формуют проводники секции обмотки, на плоских участках нарезают крепежные элементы и технологические перемычки, по соединительным перемычкам обе части пластин изгибают до их соприкосновения, затем пластины свертывают по технологическим перемычкам с образованием цилиндра, который закрепляют в корпусе посредством изоляции, после чего удаляют технологические перемычки.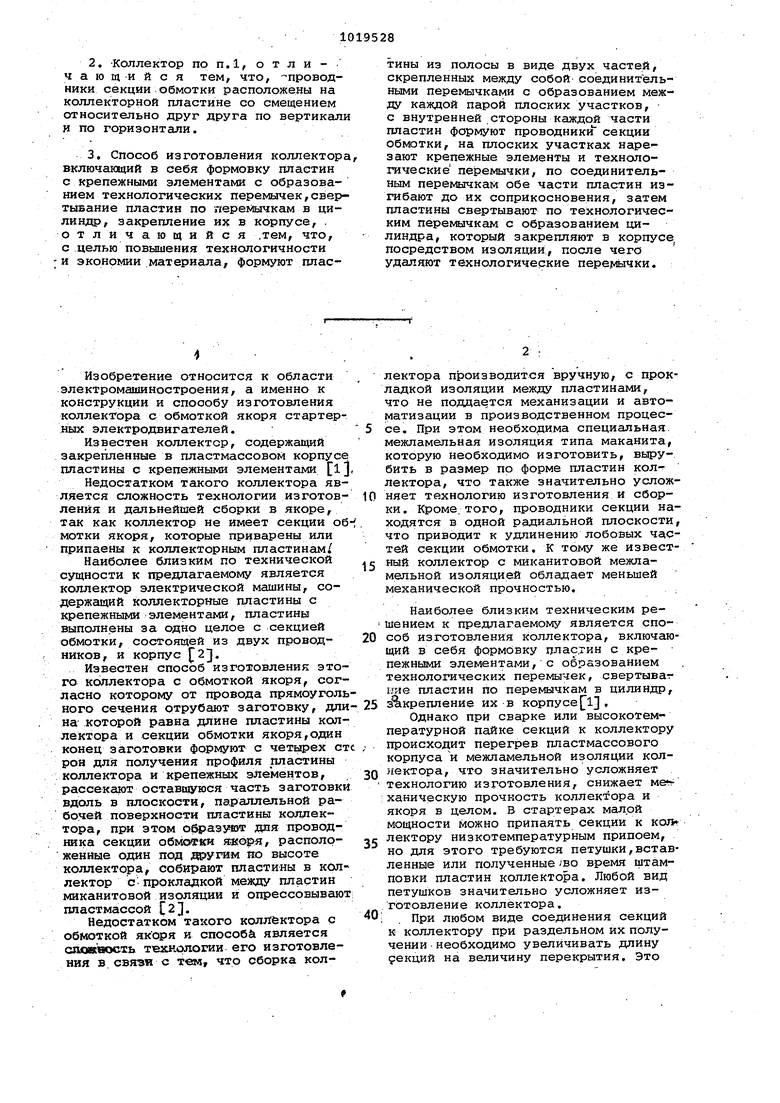
| название | год | авторы | номер документа |
|---|---|---|---|
| ОБЪЕКТИВНЫЙ СПОСОБ ТОЧНОГО ОБНАРУЖЕНИЯ МЕСТА КОРОТКОГО ЗАМЫКАНИЯ МЕЖДУ КОЛЛЕКТОРНЫМИ ПЛАСТИНАМИ ЛАСТОЧКИНА ХВОСТА КОЛЛЕКТОРОВ МАШИН ПОСТОЯННОГО ТОКА | 2015 |
|
RU2593408C1 |
| Коммутирующее устройство | 2019 |
|
RU2735853C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЛЕКТОРА ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 1991 |
|
RU2007800C1 |
| Способ изготовления коллектора электрической машины | 1980 |
|
SU896703A1 |
| Способ изготовления коллекторов электрических машин | 1979 |
|
SU875515A1 |
| СПОСОБ ТОЧНОГО ОБНАРУЖЕНИЯ ЗАМЫКАНИЯ МЕЖДУ УРАВНИТЕЛЯМИ ПЕРВОГО РОДА ПРОСТОЙ ПЕТЛЕВОЙ ОБМОТКИ ЯКОРЯ КОЛЛЕКТОРНОЙ ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 2010 |
|
RU2456626C1 |
| КОЛЛЕКТОР ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 2006 |
|
RU2319267C1 |
| Коллектор для электрической машины | 1982 |
|
SU1069038A1 |
| Способ изготовления коллектора электродвигателя из трубной заготовки | 1982 |
|
SU1083272A1 |
| Способ изготовления коллектора с ленточными петушками | 1985 |
|
SU1292085A1 |
Изобретение относится к области электромашиностроения, а именно к конструкции и способу изготовления коллектора с обмоткой якоря стартерных электродвигателей.
Известен коллектор, содержащий закрепленные в пластмассовом корпусе пластины с крепежными элементс1ми flj
Недостатком такого коллектора является сложность технологии изготовленйя и дальнейшей сборки в якоре, так как коллектор не имеет секции обмотки якоря, которые приварены или припаены к коллекторным пластинам/
Наиболее близким по технической сущности к предлагаемому является коллектор электрической машины, содержащий коллекторные пластины с крепежными элементами, пластины выполнены за одно целое с секцией обмотки, состоящей из двух проводНИКОВ, и корпус f2.
Известен способ изготовления этого коллектора с обмоткой якоря, согласно которому от провода прямоугольного сечения отрубают заготовку, дли на которой равна длине пластины коллектора и секции обмотки якоря,один конец заготовки формуют с четырех ст рои для получения профиля пластины коллектора и крепежных элементов, рассекают оставшуюся часть заготовки вдоль в плоскости, параллельной рабочей поверхности пластины коллектора, при этом ойраэувэт для проводника секции обмотки , располрженные один под другим гю высоте коллектора, собирают пластины в коллектор с-прокладкой между пластин миканитовой изоляции и опрессовывают пластмассой 2.
Недостатком такого коллектора с обмоткой яксфя и способа является споасвость твхн.опогии его изготовления в связи с т&Иг что сборка коллектора производится вручную, с прокладкой изоляции между пластинами, что не поддается механизации и автоматизации в производственном процессе. При этом необходима специальная, межламельная изоляция типа маканита, которую необходимо изготовить, вырубить в размер по форме пластин кол-г лектора, что также значительно усложняет технологию изготовления и сборки. Кроме/того, проводники секции находятся в одной радиальной плоскости, что приводит к удлинению лобовых частей секции обмотки. К тому же известный коллектор с миканитовой межламельной изоляцией обладает меньшей механической прочностью..
Наиболее близким техническим решением к предлагаемому является способ изготовления коллектора, включающий в себя формовку плас.тин с крепежными элементами, с образованием технологических перемычек, свертыва-г няе пластин по перемычкам в цилиндр, з крепление их в корпусе 1 ,
Однако при сварке или высокотемпературной пайке секций к коллектору происходит перегрев пластмассового корпуса и межламельной изоляции коллектора, что значительно усложняет технологию изготовления, снижает ме ханическую прочность коллектора и якоря в целом. В стартерах малрй мощности можно припаять секции к кол лектору низкотемпературным припоем, но для этого требуются петушки,вставленные или полученные -во время штамповки пластин коллектора. Любой вид петушков значительно усложняет изготовление коллектора.
При любом виде соединения секций к коллектору при раздельном их получении необходимо увеличивать длину секций на величину перекрытия. Это
приводит к повышенному расходу меди, особенно, в производстве якорей стартеров небольшой мощности, у которых медь необходима еще и да петушки.
целью изобретения является повышение технологичности и экономии материала. .
Поставленная цель достигается тем, что в коллекторе электрической машины содержащем коллекторные пластины с крепежными элементами и пластины, выполненные за одно целое с секцией обмотки, состоящей из двух проводников; и корпус, пластины выполнены из двух частей, скрепленных между собой сЬединительной переьедчкой.
Проводники секции обмотки расположены по коллекторной пластине со смещением относительно друг друга по вертикали и горизонтали.
Кроме того, в способе изготовления коллектора, включающем в себя формовку пластин с крепежными элемейтами с образованием технологических перемычек, свертывание пластин по перемычкам в цилиндр, закрепление их в корпусе, формуют пластины из полосы в виде двух частей, скрепленных между собой соединительными.перемычками с образсэванием между каждой парой плоских участков, с внутренне й стороны каждой части пластин формуют проводники секции обмотки,на плоских участках нарезают крепежные элементы и технологические перемычки, по соединительным перемычкам обе части пластин изгибают до их соприкосновения, затем пластины свертывают по технологическим перемычкам с образованием цилиндра, который закрепляют в корпусе посредством изоляции, после чего удаляют технологические перемычки.
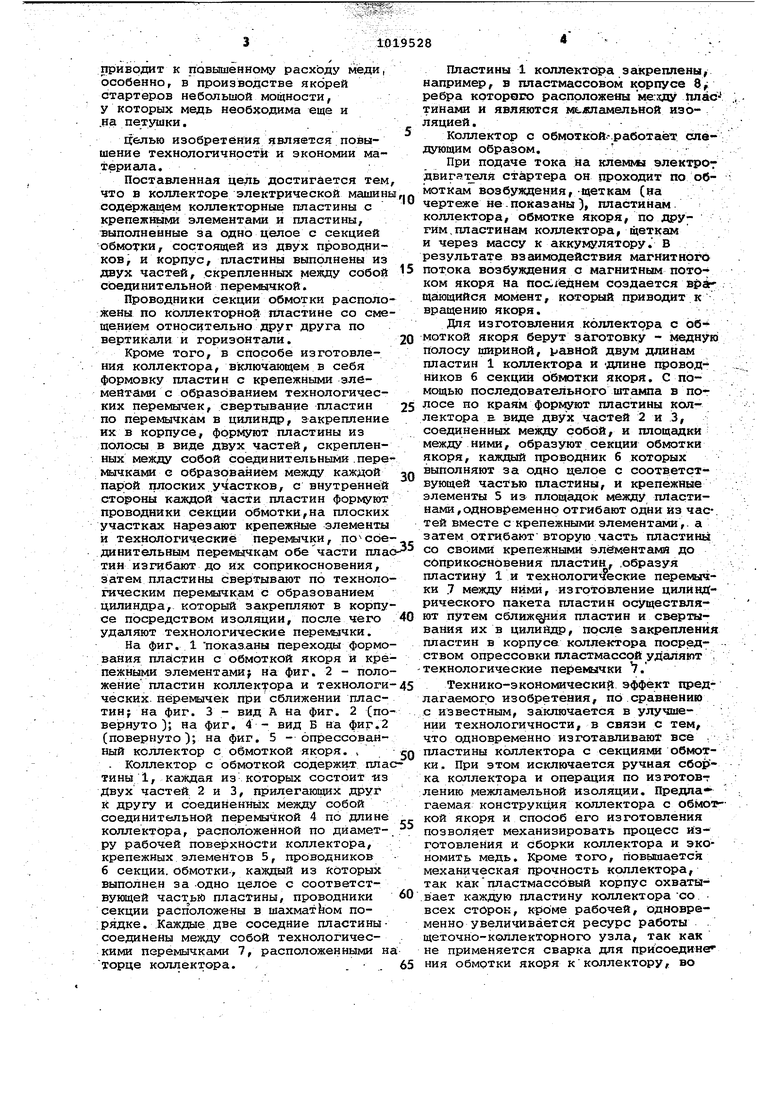
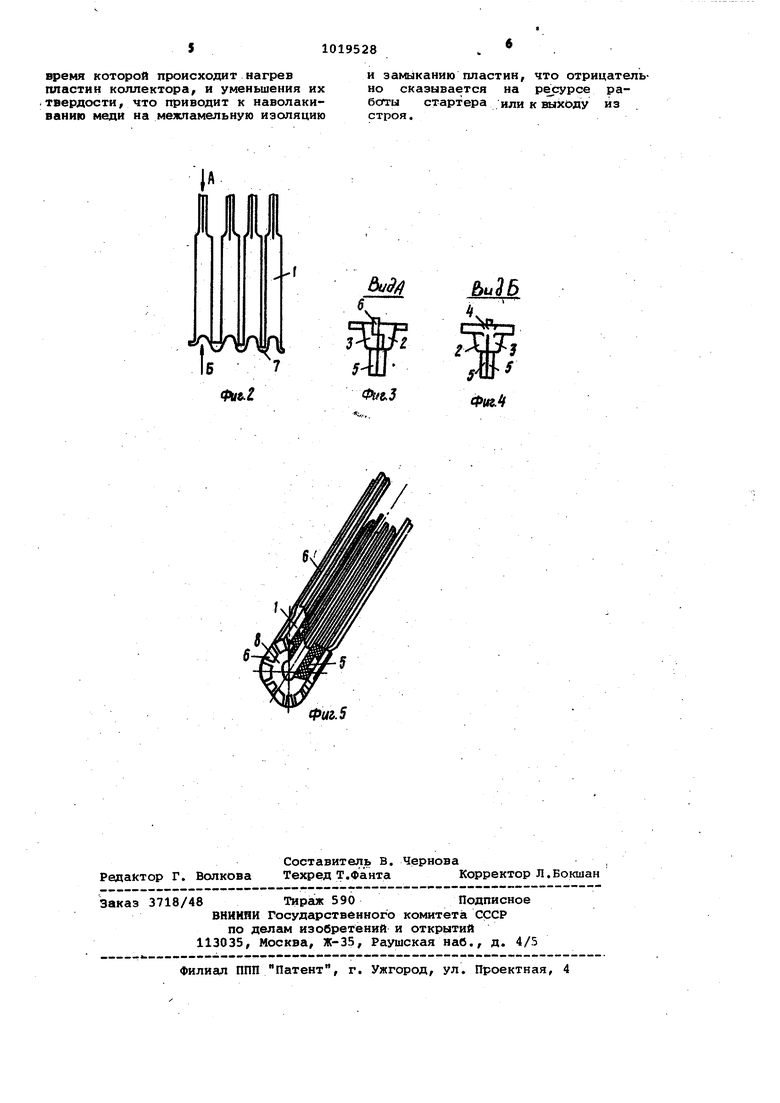
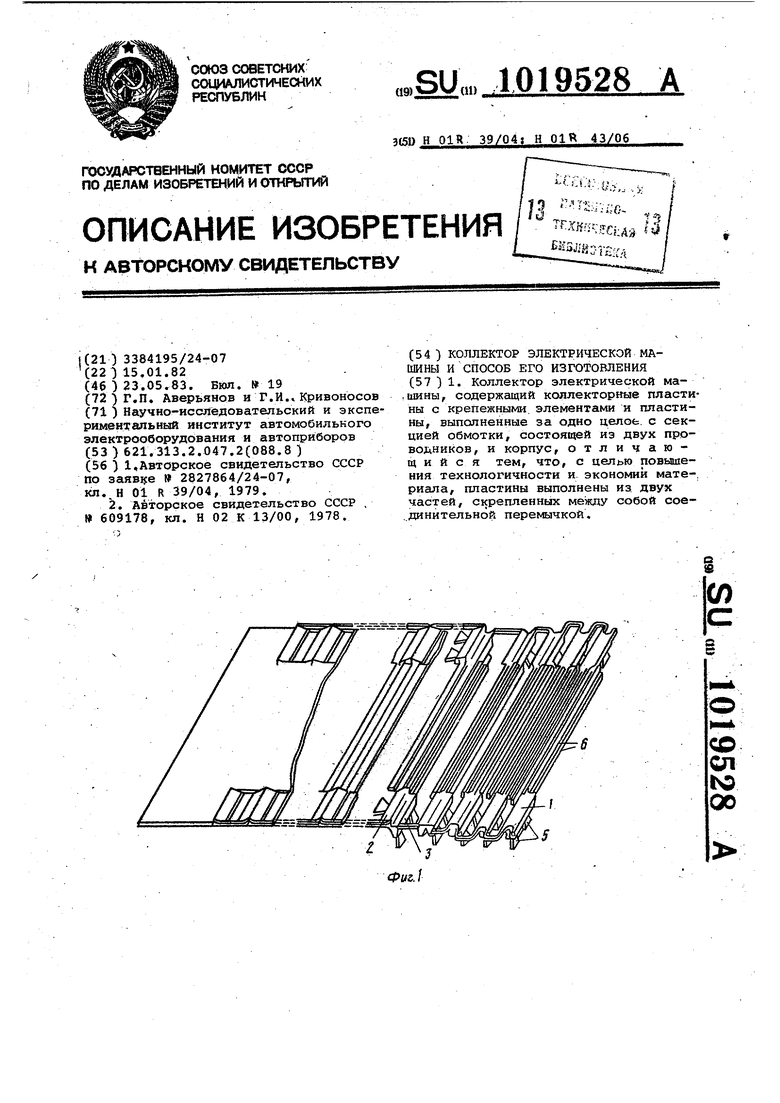
На фиг. 1 показ.аны переходы формования пластин с обмоткой якоря и крепежными элементамиу на фиг. 2 - положение пластин коллекуора и технологических. йёремычёк при сближении пласTHHf На фиг. 3 - вид А на фиг. 2 (повернуто ); на фиг, 4 - вид Б на фиг.2 (повернуто); на фиг. 5 - спрессованный коллектор с обмоткой якоря. .
. Коллектор с обмоткой содержит пластины 1, из которых состоит -из Двух частей 2 и 3, прилегающих друг к другу и соединенных между собой соединительной перемычкой. 4 по длине коллектора, расположенной по диаметру рабочей поверхности коллектора, крепежных элементов 5, проводников б секции. Обмотки., каждый из которых выполнен за -одно целое с соответствующей частью пластины, проводники секции расположены в шахматном по:рядке. Каждые две соседние пластинысоединены между собой технологическими перемычками 7, расположенными на торце коллектора. , . .
Пластины 1 коллектора закреплены, например, в пластмассовом корпусе 81 ребра которого расположены между илас тинами и являются м.жламельной изоляцией.
Коллектор с обмоткой- работает сэтедующим образом. .
При подаче тока на клеммы электродвигателя стартера он проходит по обмоткам возбуждения,-щеткам ( чертеже не.показаны ), пластинам коллектора, обмотке якоря, по другим, пластинам коллектора, щеткам и через массу к аккумулятору. В результате взаимодействия магнитного потока возбуждения с магнитным потоком якоря на пос-гёднем создается Bpdir щающийся момент, который приводит к вращению якоря.
Для изготовления коллектора с обмоткой якоря берут заготовку - меднув полосу шириной, равной двум длинам пластин 1 коллектора и Длине провод- Ников 6 секции обмотки якоря. С помощью последовательного штампа в полосе по краям формуют пластины коллектора в виде двух частей 2 и 3, соединенных между собой, и площадки между ними, образуют секции обмотки якоря, каждый проводник б которых выполняют за одно целое с соответствующей частью пластины, и крепежные элементы 5 из площадок между пластинами , одновременно отгибают одни из частей вместе с крепежными элементами,, а затем отгибают вторую часть пластины со своими крепежными элементами до соприкосновения пластин, образуя пластину 1 и технологические перемычки 7 между ними, изготовление цилиндрического пакета пластин осуществляют путем сближ ия пластин и свертывания их в цилийдр, после закрепления пластин в корпусе коллектора посредством опрессовки пластмассой удаляют ; технологические перемычки 7.
Технико-экономический эффект предлагаемого изобретения, пО сравнению с известным, за:ключается в улучшении технологичности, в связи с тем, что одновременно изготавливают все . пластины коллектора с секциями обмотки. При этом исключается ручная сборка коллектора и операдия по изротовт лению межламельной изоляции. Предла гаемая конструк1щя коллектора с обмоткой якоря и способ его изготовления позволяет механизировать процесс изготовления и сборки коллектора и экономить медь. Кроме того, повышается механическая прочность коллектора, так какпластмассовый корпус охваты.вает каждую пластину коллектора со. всех сторон, кроме рабочей, одновременно увеличивается ресурс работы щеточно-коллектсчрного узла, так как не применяется сварка для присоединен ния обмотки якоря кколлектору, во
время которой происходит нагрев пластин коллектора, и уменьшения их твердости, что приводит к наволакиванию меди на межламельную изоляцию
и замыканию пластин, что отрицательно сказывается на ресурсе работы стартера или к выходу из строя.
f
piHWb
&и35
Фиъ.Ц
S
Фм.5
